мерного бруса, автоматы разрезки мерного бруса на. камни с приемными транспортерами и сигнализаторами исправной работы, сушилкис загрузочными и разгрузочными устройствами, програ ммны и задатчик на правления бруса и логический элемент И, в которой автомат разрезки мерного бруса установлен перед каждой сушилкой и его приемный транспорттер связан с автоматом отрезки мерного бруса через подающие транспортеры, электри- чески связанные с программньгм задатчиком направления бруса, снабжена управляемым выключателем, сушилки и сигнализаторы исправной работы выполнены в виде базовой и вспомогательной групп, причем сигнализаторы базовой группы через логические эле менты И подключены к программному. задатчику направления бруса, сигнализатор вспомогательной группы подключен к програмкшому задатчику направления бруса через управляемый выключатель и соответствующий логический элемент И, а к управляющим входам управляемого выключателя подключены сигнализаторы исправной работы базовой группы.
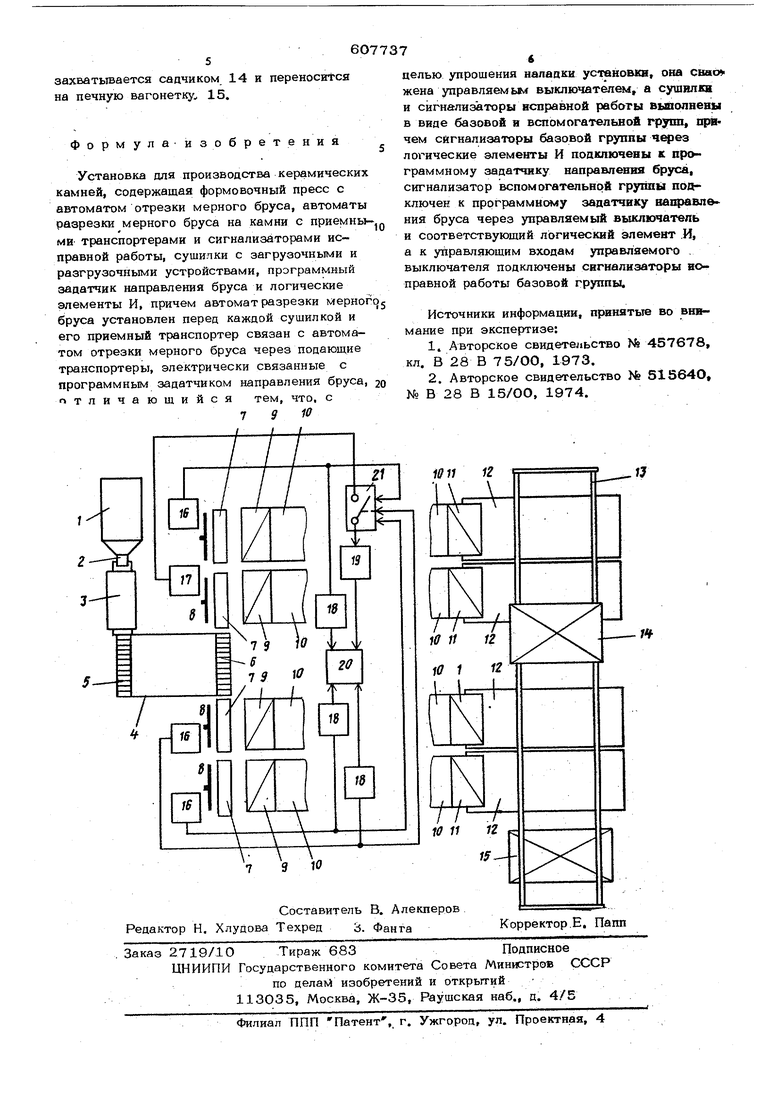
На чертеже схематично изображена установка для производства керамических камней.
Установка содержит формовочный пресс 1, на котбром формуется глиняный брус 2. У пресса установлен автомат 3 отрезки мерного бруса. Перпендикулярно осям прессов расположен подающий транспортер 4, Под ремнями транспортера 4 поперек им размешены подъемные рольганги 5 и 6.
Рольганг 5 расположен по оси пресса, а рольганг 6 - по оси с приемными транспортерами 7 автоматов 8 разрезки мерного бруса. За каждым из автоматов 8 расположена линия сушки и комплектования камней, состоящая из загрузочного устройства 9, сушилки 10, разгрузочного устройства 11 и комплектующего транспортера 12. Над комплектующими транспортерами установлены рельсовые пути 13 с садчиком 14 высушенных изделий на печную вагонетку 15, Автоматы 8 снабжены сигнализаторами 16 исправной работы, базовой группы и сигнализатором 17 исправной работы вспомогательной груптгы, логическими элементами И 18 и 19 и программиь1М задатчиком 20 направления бруса.
Сушилки 10 и сигнализаторы исправной работы соответствующих этим сушилкам автоматов 8 разрезки мерного бруса разделены на две группы. Три сигнализатора 16, входящие в базовую группу, включены в цеп программного задатчика 2О через логически элемент И 18, а сигнализатоо 17 вспомогательной группы - через логический элемент
И 19 и управляющий выключатель 21, к управляющим входам которого подключены выходы сигнализаторов 16 базовой ГРУППЫ.
Установка работает следующим образом.
Пресс 1 формует глиняный брус 2, поо тупающйй на автомат 3 отрезки мерного бруса. Отрезанный автоматом 3 мерный брус по подъемному рольгангу 5 подается на подающий транспортер 4. Рольганг 5 опускается и брус передающим транспортером 4 подается до подъемного рольганга 6. С этого рольганга брус направляется на приемный транспортер 7 одного из автоматов 8 разрезки мерного бруса.
Выбор автомата осуществляется програм мным задатчиком 18 направления. бруса, который распределяет брусья в заданной посх ледовательности, пропуская по командам сигнализаторов 16 исправной работы неисПравные и занятые линии. Брус, попав на приемный, транспортер 7, разрезается на от дельные камни, которые с помощью загрузочного устройства 9 переклад ьюаются в сушилку 1О. Ес.ш число поступающих брусье на каждую из сушилок будет превышать прон водительность загрузочного устройства 9, то загрузочное устройство будет работать HenpeptiBHo и скорость перемещения в сушилке будет постоянной.
Поскольку скорость выхода бруса из пресса и число исправных сушилок - величины переменные, три из сушилок 10 объединены в базовую гоуппу, а одна из них используется как вспомогательная. Скорость загрузочных устройств базовых сушилок выбрана такой, чтобы обеспечить оптимальный режим сушки. Так как в цепь сигнализатора 17 вспомогательной группы включен управляемый выключатель 21, управляемый-от сигнализаторов 16 базовой группы, сигнал об исправности автомата разрезки бруса вспомогательной сушилки поступает на програм- мный задатчик 2О только тогда, если все базовые сушилки заняты или неисправны. При уменьшении производит пьности пресса загружаться будут только бй вые сушилки. При номинальной производительности часть брусьев будет пепедаваться на вспомогательгную сущилку.
Таким образом, слорость загрузки базовых сушилок остается постоянной при больших колебаниях производительности пресса, что позволяет стабилизировать их тепловой режим, а регулирование теплового процесса в одной вспомогательной сушилке не преставляет трудности Высушенные камни разгрузочным устройством 11 перекладываюся на комплектукяций транспортер 12. Набранный на транспортер 12 слой камней захватьшается садчиком 14 и переносится на печную вагонетку. 15. и 3 о б р е т формула е н и я Установка для производства керамически камней, содержащая формовочный пресс с автоматом отрезки мерного бруса, автоматы разрезки мерного бруса на камни с приемны ми транспортерами и сигнализаторами исправной работы, сушилки с загрузочными и разгрузочными устройствами, программный задатчик направления бруса и логические элементы И, причем автомат разрезки мерно бруса установлен перед каждой сушилкой и его приемный транспортер связан с автоматом отрезки мерного бруса через подающие транспортеры, электрически связанные с программным задатчиком направления бруса отличающийся тем, что, с 7 9 Iff 6 7 целью упрощения наладки установкв она свае жена управляемым выключателем, а сушнлки и сигнализаторы всправной работы вынолневы в виде базовой и вспомогательной групп, причем сигнализаторы базовой группы через логические элементы И подключевы к npi граммному задатчику направления бруса, сигнализатор вспомогательной группы подключен к программному зацатчику ваправле ния бруса через управляемый выключатель и соответствующий логический элемент .И, а к управляющим взаддам управляемого выключателя подключены сигнализаторы иоправной работы базовой группы. Источники информации, принятые во внвмание при экспертизе: 1.Авторское свидетельство № 457678, кл. В 28 В 75/00, 1973. 2.Авторское свидетельство hfe 51564О № В 28 В 15/ОО, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая поточная линия для производства керамических изделий | 1975 |
|
SU596450A1 |
| Автоматическое устройство подачи мерных брусьев от прессов к резательным автоматам | 1977 |
|
SU685501A1 |
| Линия для производства керамических изделий | 1988 |
|
SU1616822A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА УГЛЕРОДОСОДЕРЖАЩИХ ФОРМОВОК (ВАРИАНТЫ) | 2002 |
|
RU2209232C1 |
| ЛИНИЯ ФОРМОВАНИЯ, СУШКИ И САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2087309C1 |
| Линия изготовления керамических изделий | 1989 |
|
SU1643151A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ И УКЛАДКИ КЕРАМИЧЕСКИХ КАМИЕЙ НА СУШИЛЬНЫЕ ВАГОНЕТКИ | 1972 |
|
SU330965A1 |
| Автомат для резки глиняного бруса | 1980 |
|
SU961974A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2005 |
|
RU2294280C2 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
