Фаг. 1
Изобретение относится к производству строительных материалов, в частности к про- нзводс1т,у кирпича npv, сушке его в UJ,ej;eBbix сушилках и обжиге на гвечных вагонетках.
Целью изобретения является повышение яадокности и сохранности изделин.
На фиг. 1 схематично изображена пред- лагаелшя линия производства керамкмеских изделий; на фиг. 2 - механизм загрузки порожних тележек; на фиг. 3 -- вчд А на фиг. 2; на фиг. 4 - механизм сталки- вания норожних тележек с конвейера; на фиг. 5 - вид Б фиг. 1; на фиг. 6 -- механизм для сталкивания -ележек с ными изделиями на конвейер; на фп. 7 - схема перемещения сушиль ыл телажек у гюста садкги на фиг. 8 --- дерекладчик слоя изделий с тележек ма вагонеткг ; Нс. фиг. 9 - образование слоя isa печной BaroireiKtГлиняная лента 1 формируется одлим из двух прессов 2, один из которых )езерв- ный. От этой ленты автоматом 3 отрезки мерного бруса отрезаются мерные брусьн Ф., поступающие на приемный рольганг 5, ролк- ки которого размещены между pr:t:HBMii транспортера 6. В конце этого тр;-;;;спор- тера раснсложен раздаточный рольгаи 7 с г;одъемг1ыми роликам.
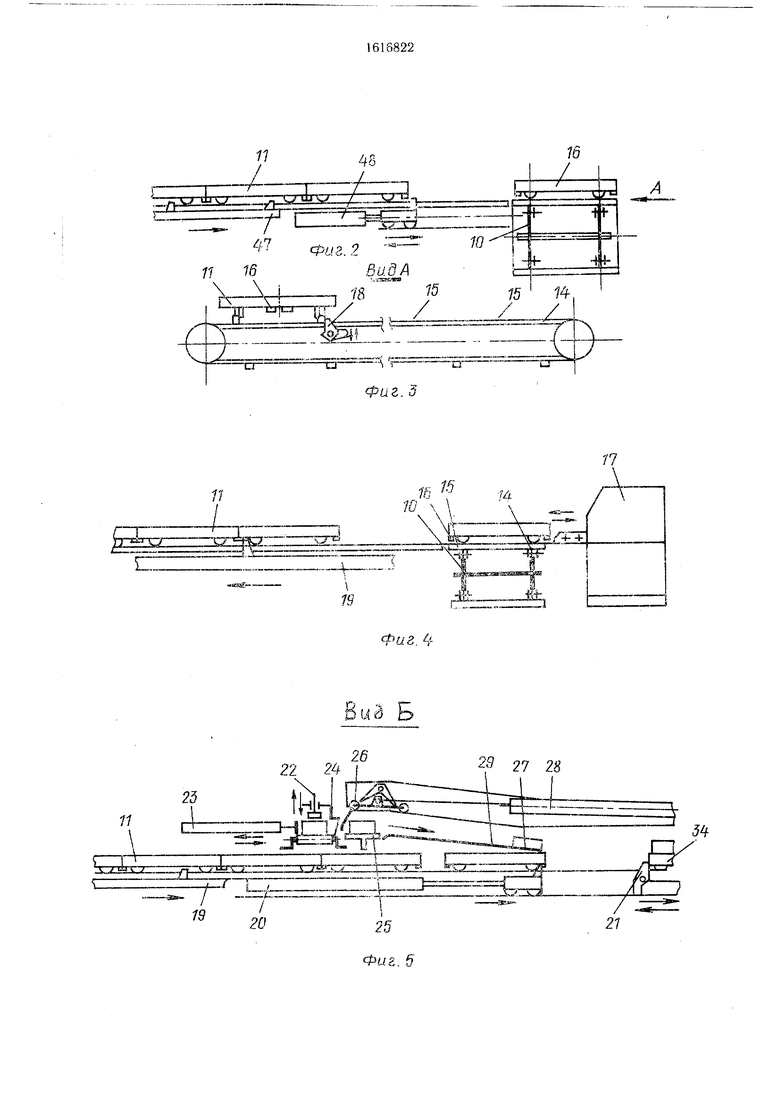
По оси раздаточного рольганга распо- ,ложе11 конвейер подачи м :рнг;го бруса 8 г; многострунным рсзател)НЫл ; гвто.7 ата:л U, который вьнюлнен из рядг. нохводиых гек ннй. Конвейер 10 подач-: поро;кких сушильных тележек нодае пооожн.яе су;).илы;ые ч ележк { il };а рельсовые пугк 12 каждой из су пнлок 3. Конаейер ссдер;; кт ленные на цепях И рельсоаьл; пути 55, :. кото)ых пе;земеш.аютс суи ильно1е те.-ехски П. Тележки содержат упоры 16, :ред;;аз- 1ачеиные для их тол чанип. Т.ележк 1 сталкиваются с конвейера И) с иок.ощь о стационарных толкателей 17, разметенных у каждого нз рельсовь1Х путей 12. Точная остановка д.яя стыковки путей 2 и 15 обеспечиваете фиксаторож 18, (ет быть BijiHOv aeH, нагфикс р, в (1идс в.ц зижного уно- ра, к котооому с nciMOiiUsK) а ;иьода jco:;- вейера 10 ноджимаются Ка Iiaждo,- из /гутей 12 кате. гь i9, формирующий поезд нирожиих тележек, шаговый толкатель 20, иеременкмо- щий тележку на шаг после ук.чадки на нее очередного ряда изделий, и толкатель 21 поезда загруженных тележек, перемещаю- ахий ноез;|. загруженных тележек.
Многострунный резательный антомгл S содержит при одкые заслонки 22 для приема бруса, толкатель 23. резательную рам;; 2-: и столик 2S раздйижки. , ; 1дчяк 6 из:1.е. 1ий 27 распо. ка;; сп олом 25 рг.з движки и содержит стальикатель 23 ряда изделий if Сл.;;|;з 29 Приводы CTa KSiUi- 1 еля 28 и HiaroBOro толкателя 20 сгчнчро- низированы. На выходе каждой из сушилок 13 у их рельсовых путей 12 раз..е:1Ы
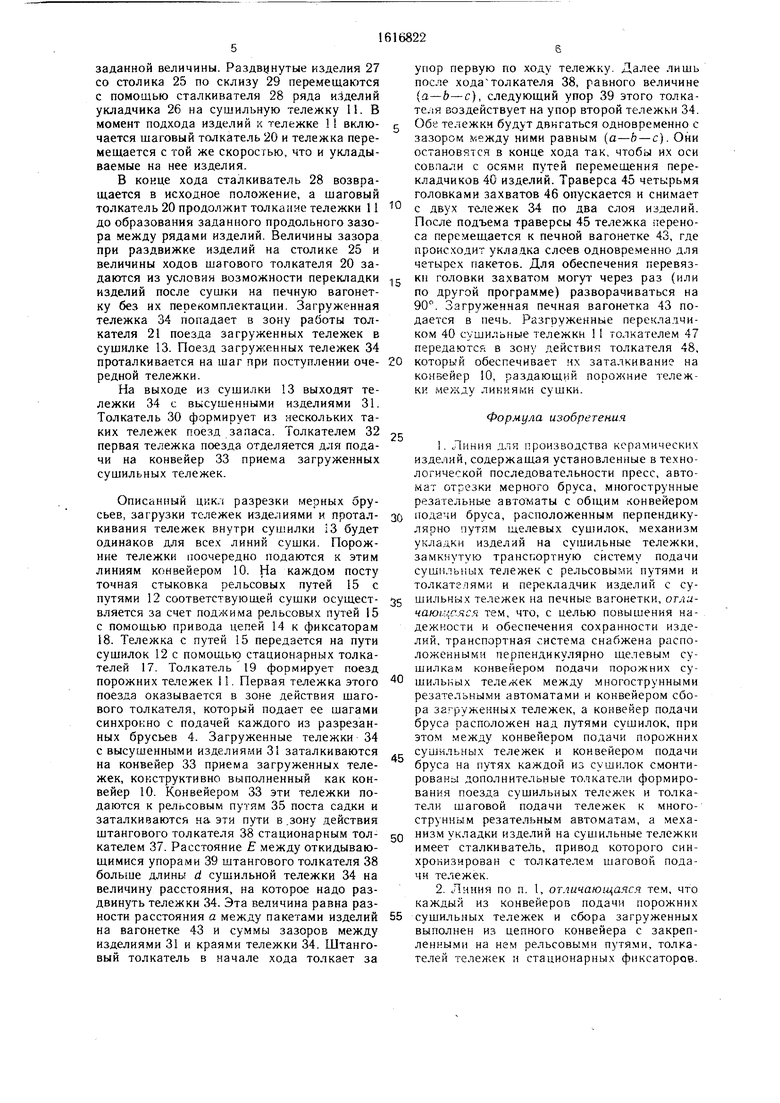
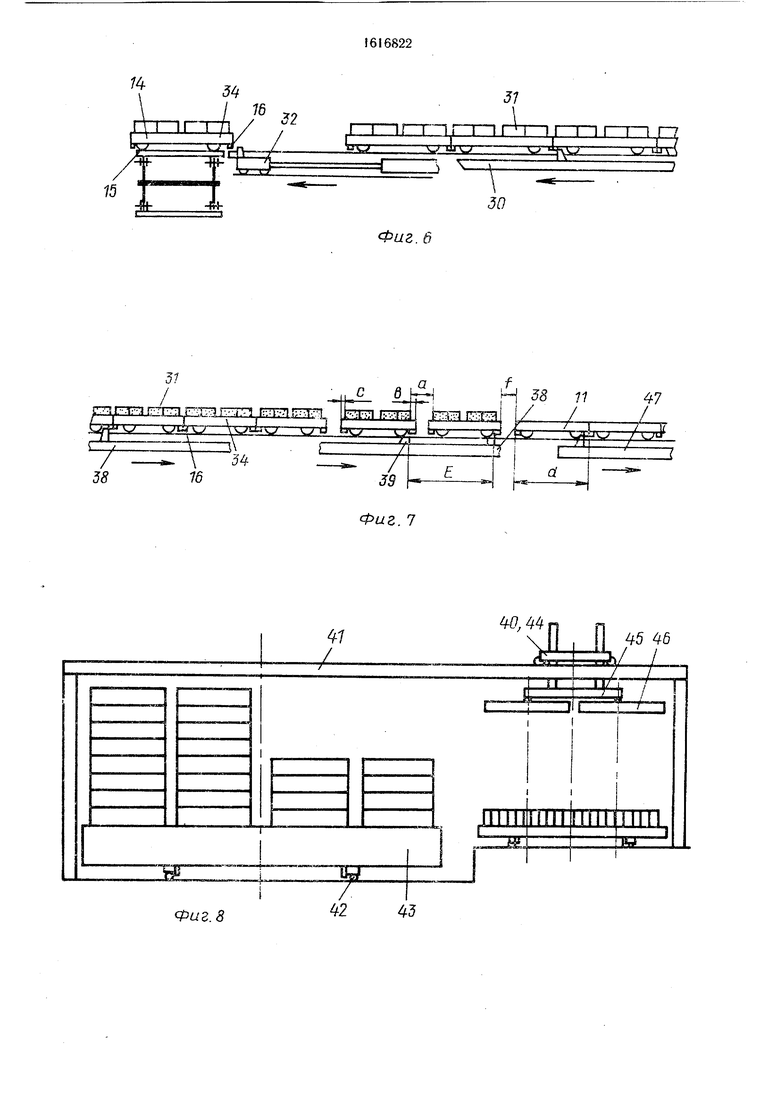
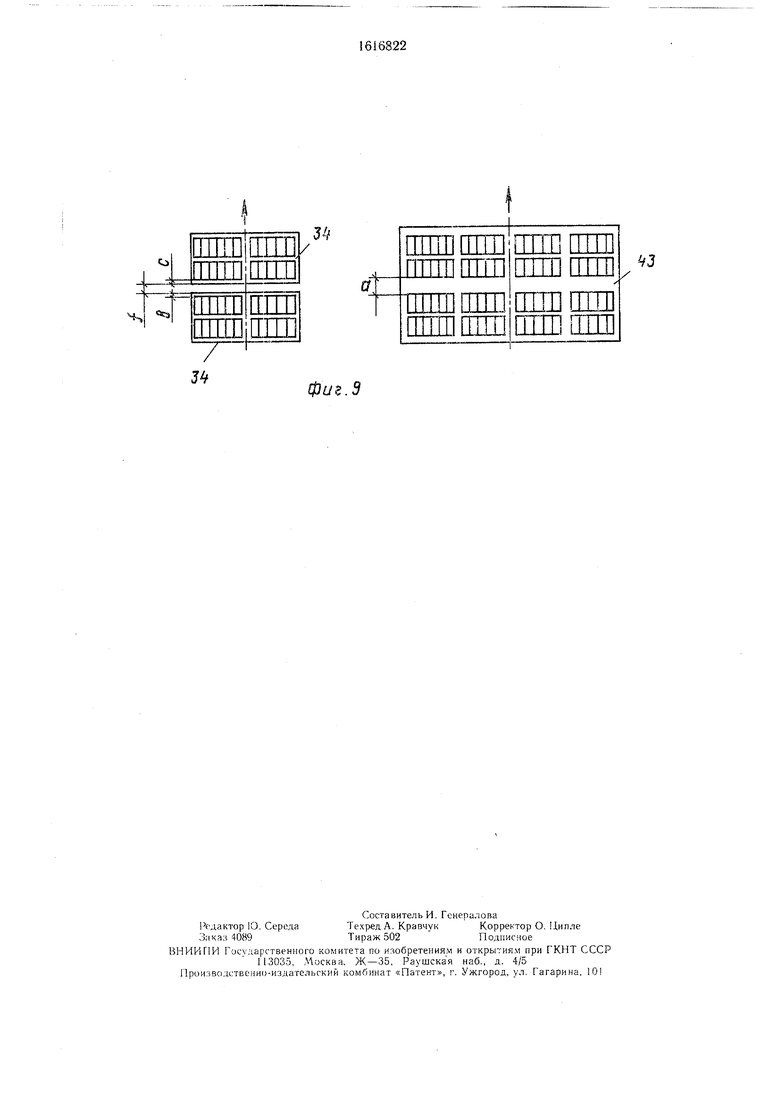
тплл Ггсли 30 формирозанкя поезда теле- ;:;ieii с зысушеннымк изделиями 31 и стал- кнватель 32 загруженных тележек 34 па конвейер 33, аналогичный конвейеру 10. Загруженные телел-(ки 34 ста.чктг заются с конвейера 33 на рельсовме путк 35, проходящие через ноет садки 36, толкателем 37. Между рельсовыми путями 35 у поста садки 36 расположен н танговый толкатель 38 с отки- дываюш1 мкся упорами 39., расположекны- друг от друга на оасстояьии Е, равном
-с-c-f-d,
ере;с адчик тележек
расстояние между пакетами на печной Ба1 ;;н€тке;
рассто ::ие между изделиярли на тележке и ее передним и задним Kpe jfli-i; длина сушильной тележки.
гО слоя изде. :ий с сушиль- печьые вагон-еткк у ста нов
41.. ароходй1цей также над :;а а; лельнымм путями 42 ьодачи , нечных -,агонето;с 43. Перекладчик содержит тележку 44 г.среноса, траверсу 45 и поворотные rsjjiGBKH захватов 46. Разгруженные нере}сладчикон 40 су.пильные тележки отбн- от noivra с,дки 35 толкателем 47. который фор . ноегд порожикх су ииль- чых теле/кек i. перьмя из которЬ;Х оказывается перед лонвейет ом () и подается на Mei o толкателе;.; 43.
рилотает
ИИ и я i p.iCCOB
диняную ленту 1
:леду;з цим образо. 2 HerfpepbiEHC фор- поступающУЕо на автомат 3 отрезки мерного бруса. При дости- жеьик , задаяиг-й длины от нее авто- :.,-iaTOivi 3 отрезае-гся мерный брус 4, который io приемному оольгангу 5 по,цается на загг)) - зочный транспортер 6. Рольганг 5 onvc- кается и брус, оставпхись на ремнях за- i-py304HiH о TtaHcnofjicpa, ходами последнего, i:o jvicps поступления Г оследую;цих брусьев, Г)одается до роз/.-аточкого рольганга 7, который r-o,T.Hh Viac ся зместе с рольгангом 5. причем иа рольганг 5 подается очередной брус -- , с автомата 3, а с рольганга 7 .мерный брус поступает на конвейер 8 подачи мерных брусьев 4 к многострунным реза- те.пьным. автоматам 9. .За каждым кз автоматов 9 расгг;о.тожены пригодные заслонки 22. Прогр т.- чный задатчик направления бруса обесчечивгет ноочередное опускание за- слснок 22 у всех вхлгоченн.ых оператором исправных автол а ов 5. При подходе бруса 4 ч 01|у;и, заслонке 22 заданного автома гз он ходом то.якителк 23 мкого- . ;т|;у ;-;О (; игзгтельного автомате 9 проталкивается - Срез резательну:о самку 24. Разрезанные ci ipbie нзделия 27 оказыраются на сто тике 2.3 раздви ;ки. который, раздвигая их, образует между :;и.ми поперечны-с зазоры
заданной величины. Раздвинутые изделия 27 со столика 25 по склизу 29 перемещаются с помощью сталкивателя 28 ряда и. делий укладчика 26 на сушильную тележку П. В момент подхода изделий к тележке 11 включается шаговый толкатель 20 и тележка перемещается с той же скоростью, что и укладываемые на нее изделия.
В конце хода сталкиватель 28 возвращается в исходное положение, а шаговый толкатель 20 продолжит толкание тележки 11 до образования заданного продольного зазора между рядами изделий. Величины зазора при раздвижке изделий на столике 25 и величины ходов шагового толкателя 20 за
даются из условия возможности перекладки км головки захватом могут через раз (или
по другой программе) разворачиваться на 90. Загруженная печная вагонетка 43 подается в печь. Разгруженные перекладчиком 40 сушильные тележки 1 1 толкателем 47 передаются в зону действия толкателя 48, который обеспечивает их заталкивание на конвейер 10, раздающий порох ние тележки между линкяЕйн сушки.
25
изделии после сушки на печную вагонетку без их перекомплектации. Загруженная тележка 34 попадает в зону работы толкателя 21 поезда загруженных тележек в сущилке 13. Поезд загруженных тележек 34 проталкивается на шаг при поступлении оче- 20 редкой тележки.
На выходе из сушилки 13 выходят тележки 34 с высушенными изделиями 31. Толкатель 30 формирует из нескольких таких тележек поезд запаса. Толкателем 32 первая тележка поезда отделяется для подачи на конвейер 33 приема загруженных сушильных тележек.
Описанный цикл разрезки мерных брусьев, загрузки тележек изделиями и протал- зо кивания тележек внутри сушилки 13 будет одинаков для всех линий сушки. Порожние тележки поочередно подаются к этим линиям конвейером 10. На каждом посту точная стыковка рельсовых путей 15 с путями 12 соответствующей сушки осущест- 35 вляется за счет поджима рельсовых путей 15 с помощью привода цепей 14 к фиксаторам 18. Тележка с путей 15 передается на пути сущилок 12 с помощью стационарных толкателей 17. Толкатель 19 формирует поезд порожних тележек 11. Первая тележка этого 40 поезда оказывается в зоне действия шагового толкателя, который подает ее шагами синхронно с подачей каждого из разрезанных брусьев 4. Загруженные тележки 34 с высушенными изделиями 31 заталкиваются на конвейер 33 приема загруженных тележек, конструктивно выполненный как конвейер 10. Конвейером 33 эти тележки подаются к рельсовым путям 35 поста садки и заталкиваются на эти пути в .зону действия штангового толкателя 38 стационарным тол- QQ кателем 37. Расстояние Е .между откидывающимися упорами 39 штангового толкателя 38 больше длины d сушильной тележки 34 на величину расстояния, на которое надо раздвинуть тележки 34. Эта величина равна разности расстояния а между пакетами изделий 55 на вагонетке 43 и суммы зазоров между изделиями 31 и краями тележки 34. Штанговый толкатель в начале хода толкает за
45
Формула изобретения
. Линия для производства керамических изделий, содержащая установленные в технологической последовательности пресс, автомат отрезки мерного бруса, многострунные резательные автоматы с общим конвейером подачи бруса, расположенным перпендикулярно путям щелевых сушилок, механизм укладки изделий на сушильные тележки, замкнутую транспортную систему подачи сушильных тележек с рельсовыглк путями и толкателями и перекладчик изделий с сушильных тележек на печные вагонетки, отли- чаюшс.яся тем, что, с целью повышения надежности и обеспечения сохранности изделий, транспортная система снабжена расположенными перпендикулярно щелевым сушилкам KOHBefiepOM подачи порожних сушильных теле/кек между многострунными резательными автоматами и конвейером сбора загруженных тележек, а конвейер подачи бруса расположен над путями сушилок, при этом между конвейером подачи порожних сушильных тележек и конвейером подачи бруса на путях каждой из сушилок смонтированы дополнительные толкате.пи формирования поезда сушильных тележек и толкатели шаговой подачи тележек к многострунным резательным автоматам, а механизм укладки нзде,™й на сушильные тележки имеет сталкивате пь, привод которого синхронизирован с толкателем шаговой подачи тележек.
2. Линия по п. 1, отличающаяся тем, что каждый из конвейеров подачи порожних сушильных тележек и сбора загруженных выполнен из цепного конвейера с закрепленными на нем рельсовыми путями, толкателей тележек и стационарных фиксаторов.
упор первую по ходу тележку. Далее лишь
после хода толкателя 38, равного величине {а-Ь-с}, следующий упор 39 этого толкателя воздействует на упор второй тележки 34. Обе тележки будут двигаться одновременно с зазором между ними равным (а-b - с). Они остановятся в конце хода так, чтобы их оси совпали с осями путей перемещения перекладчиков 40 изделий. Траверса 45 четырьмя головками захватов 46 опускается и снимает с двух тележек 34 по два слоя изделий. После подъема траверсы 45 тележка переноса аере лещается к печной вагонетке 43, где происходит укладка слоев одновременно для четырех пакетов. Для обеспечения перевяз5
о 5 0 Q 5
5
Формула изобретения
. Линия для производства керамических изделий, содержащая установленные в технологической последовательности пресс, автомат отрезки мерного бруса, многострунные резательные автоматы с общим конвейером подачи бруса, расположенным перпендикулярно путям щелевых сушилок, механизм укладки изделий на сушильные тележки, замкнутую транспортную систему подачи сушильных тележек с рельсовыглк путями и толкателями и перекладчик изделий с сушильных тележек на печные вагонетки, отли- чаюшс.яся тем, что, с целью повышения надежности и обеспечения сохранности изделий, транспортная система снабжена расположенными перпендикулярно щелевым сушилкам KOHBefiepOM подачи порожних сушильных теле/кек между многострунными резательными автоматами и конвейером сбора загруженных тележек, а конвейер подачи бруса расположен над путями сушилок, при этом между конвейером подачи порожних сушильных тележек и конвейером подачи бруса на путях каждой из сушилок смонтированы дополнительные толкате.пи формирования поезда сушильных тележек и толкатели шаговой подачи тележек к многострунным резательным автоматам, а механизм укладки нзде,™й на сушильные тележки имеет сталкивате пь, привод которого синхронизирован с толкателем шаговой подачи тележек.
2. Линия по п. 1, отличающаяся тем, что каждый из конвейеров подачи порожних сушильных тележек и сбора загруженных выполнен из цепного конвейера с закрепленными на нем рельсовыми путями, толкателей тележек и стационарных фиксаторов.
11
szssz:
:sz
:;з
/ -
ФУЗ. /7 tj56 5/
I ,.-т-чи- ««а
48 /.
76
:;з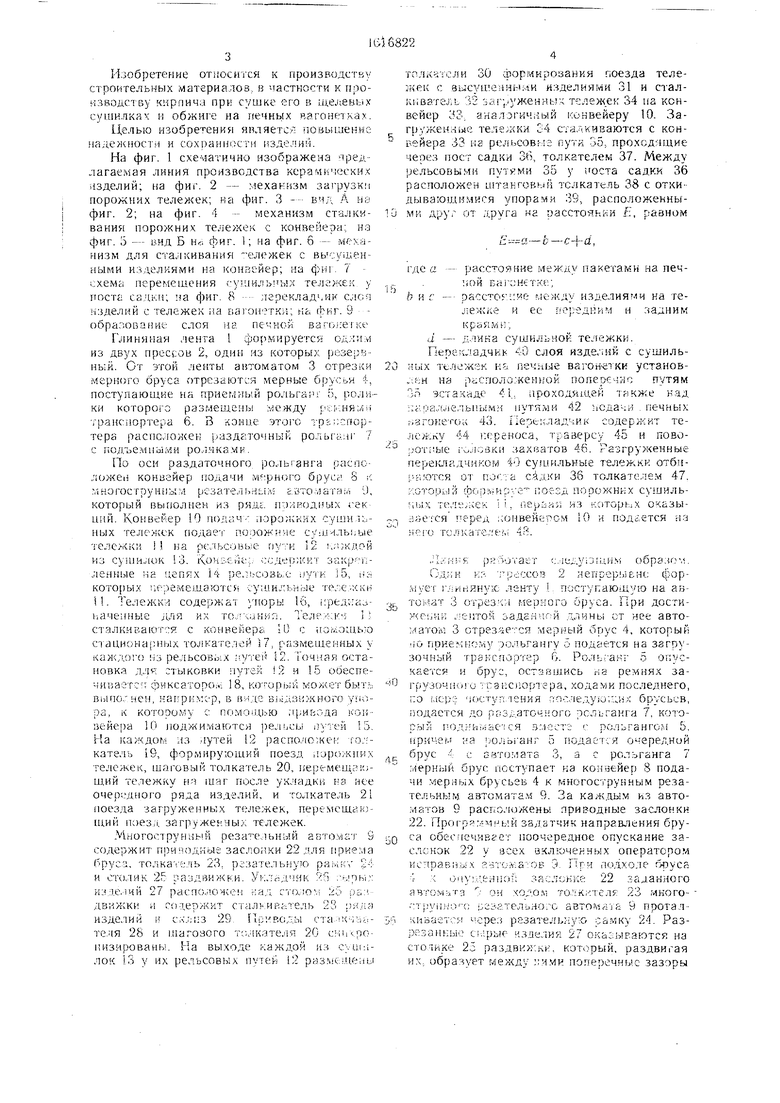
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для резки и укладки кирпича-сырца на консольные сушильные вагонетки | 1981 |
|
SU1022814A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Установка для резки и укладки кирпича на сушильные вагонетки | 1980 |
|
SU921860A1 |
| Автоматическая поточная линия для производства керамических изделий | 1975 |
|
SU596450A1 |
| ЛИНИЯ ФОРМОВАНИЯ, СУШКИ И САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2087309C1 |
| Устройство для съема и транспортирования свежеотформованных изделий | 1988 |
|
SU1616820A2 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Автоматическая линия формования и сушки керамических изделий | 1978 |
|
SU764985A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
Изобретение относится к производству строительных материалов. Целью изобретения является повышение надежности и обеспечение сохранности изделий. Транспортная система снабжена расположенными перпендикулярно щелевым сушилкам конвейером подачи порожних сушильных тележек между резательными автоматами и конвейером сбора загруженных тележек. Конвейер подачи бруса расположен над путями сушилок. Каждый конвейер подачи порожних сушильных тележек и сбора загруженных выполнен из цепного конвейера с закрепленными на нем рельсовыми путями, толкателя тележек и стационарных фиксаторов. 1 з.п. ф-лы, 9 ил.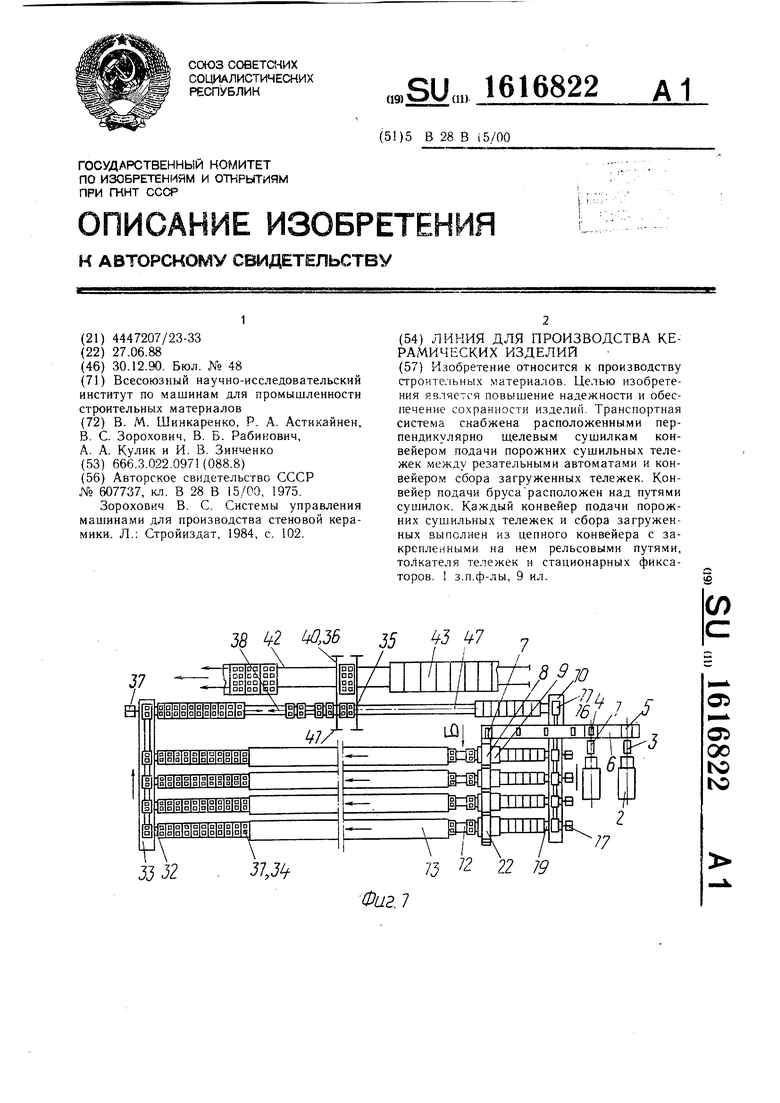
11
IS
25
77
/je. 5
(риз. 425 27 2S
31
Фиг. 6
с в
а
Н 38 11
47
Фиг. 7
J
фи,.Э
| Установка для производства керамических камней | 1976 |
|
SU607737A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Зороховйч В | |||
| С | |||
| Системы управления машинами для производства стеновой керамики | |||
| Л.: Стройиздат, 1984, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
