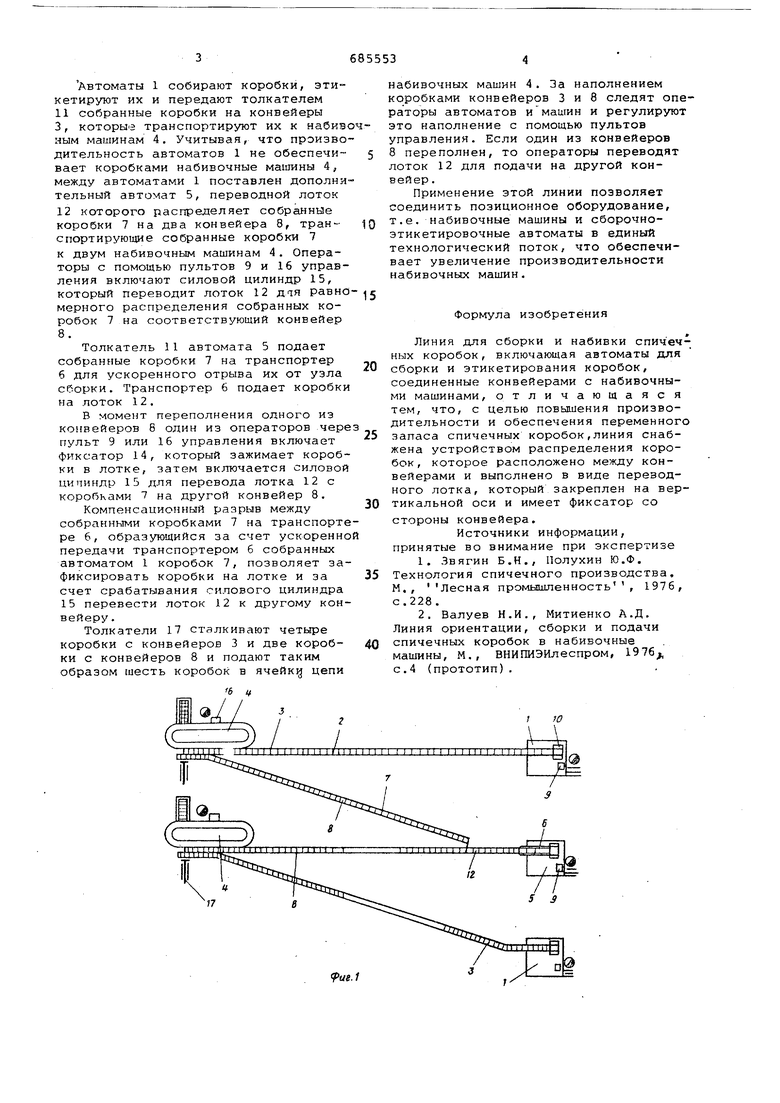
Изобретение относится к деревообрабатывающей промышленности и, в частности к оборудованию спичечного производства. Известно оборудование для сборки и набивки спичечных коробок, состоящее из отдельных позиционных станков сборючно-этикировочных автоматов и набивочных машин с лотками 1. Известна также линия ориентации, сборки и подачи спичечных коробок в набивочные машины, включающая авт маты для сборки и этикетирования ко робок , соединенные конвейерами с наби вочными машинами 2. Цель изобретения - повышение производительности и обеспечение переме ного запаса спичечных коробок. Достигается это тем, что предлагаемая линия снабжена устройством распределения коробок, которое расположено между конвейерами и выполнено в виде переводного лотка, который закреплен на вертикальной оси и имеет фиксатор со стороны конвейер На фиг.1 показана схема линии; на фиг.2 - расположение переводного .лотка между транспортером отбора собранных коробок и конвейером; на фиг.З - связь переводного лотка с конвейерами; на фиг.4 - положение коробок на конвейере; на фиг.5 - фиксирование коробок в переводном лотке. Линия включает в себя автоматы 1 для сборки и этикетирования коробок 2, соединенные конвейерами 3 с набивочными машинами 4, а так как на практике производительность автоматов 1 ниже производительности набивочных машин 4, то между автоматами 1 поставлен дополнительный автомат 5,снабженный транспортером 6 отбора собранных коробок 7 и устройством распределения коробок от автоматов 5 к двум конвейерам 8,которые соединяют этот автомат с двумя набивочными маи1инами4, Каждый автомат снабжен пультом 9 управления, узлом 10 сборки и,этикетирования и толкателем 11. Устройство распределения коробок состоит из переводного лотка 12, закрепленного на вертикальной оси 13 и снабженного фиксатором 14 и силовым цилиндром 15. Конвейеры 8 установлены под углом относительно друг друга. Набивочные машины имеют пульт 16 управления и сталкиватели 17 коробок. Линия работает следующим образом.
Автоматы 1 собирают коробки, этикетируют их и передают толкателем
11собранные коробки на конвейеры
3, которые транспортируют их к набивоным машинам 4, Учитывая, что производительность автоматов 1 не обеспечивает коробками набивочные машины 4, между автоматами 1 поставлен дополнительный автомат 5, переводной лоток
12которого распределяет собранные коробки 7 на два конвейера 8, транспортирующие собранные коробки 7
к двум набивочным машинам 4. Операторы с помощью пультов 9 и 16 управления включают силовой цилиндр 15, который переводит лоток 12 для равно мерного распределения собранных коробок 7 на соответствующий конвейер 8.
Толкатель 11 автомата 5 подает собранные коробки 7 на транспортер б для ускоренного отрыва их от узла сборки. Транспортер 6 подает коробки на лоток 12.
В момент переполнения одного из конвейеров 8 один из операторов чере пульт 9 или 16 управления включает фиксатор 14, который зажимает коробки в лотке, затем включается силовой ципиндр 15 для перевода лотка 12 с коробками 7 на другой конвейер 8.
Компенсационный разрыв между собранными коробками 7 на транспортере 6, образующийся за счет ускоренно передачи транспортером 6 собранных автоматом 1 коробок 7, позволяет зафиксировать коробки на лотке и за счет срабатывания силового цилиндра 15 перевести лоток 12 к другому конвейеру .
Толкатели 17 сталкивают четыре коробки с конвейеров 3 и две коробки с конвейеров 8 и подают таким образом шесть коробок в ячейку цепи
6 It
набивочных машин 4. За наполнением коробками конвейеров 3 и 8 следят опраторы автоматов и машин и регулирую это наполнение с помощью пультов управления. Если один из конвейеров 8 переполнен, то операторы переводят лоток 12 для подачи на другой конвейер .
Применение этой линии позволяет соединить позиционное оборудование, т.е. набивочные машины и сборочноэтикетировочные автоматы в единый технологический поток, что обеспечивает увеличение производительности набивочных машин.
Формула изобретения
Линия для сборки и набивки спичечных коробок, включающая автоматы для сборки и этикетирования коробок, соединенные конвейерами с набивочными машинами, отличающаяся тем, что, с целью повышения производительности и обеспечения переменног запаса спичечных коробок,линия снабжена устройством распределения коробок, которое расположено между конвейерами и выполнено в виде переводного лотка, который закреплен на вертикальной оси и имеет фиксатор со
стороны конвейера.
Источники информации, принятые во внимание при экспертизе
1.Звягин Б.Н., Полухин Ю.Ф, Технология спичечного производства, М., Лесная промышленность , 1976, с.228.
2.Валуев Н.И., Митиенко А.Д. Линия ориентации, сборки и подачи спичечных коробок в набивочные машины, М., ВНИПИЭИлеспром, 1976, с.4 (прототип) .
фиг I
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовления спичек | 1986 |
|
SU1368306A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Линия для укладки спичек | 1987 |
|
SU1413100A1 |
| НАКОПИТЕЛЬ СПИЧЕЧНЫХ КОРОБОК | 1965 |
|
SU170359A1 |
| Линия для укладки спичек | 1989 |
|
SU1684269A1 |
| Машина для сборки спичечных коробок | 1973 |
|
SU471353A1 |
| Линия для изготовления спичек | 1986 |
|
SU1401033A1 |
| Линия изготовления спичек | 1984 |
|
SU1232663A1 |
| Устройство для формирования пачек штучных изделий прямоугольной формы в пачкоупаковочной машине | 1981 |
|
SU996275A1 |
| Линия для укладки спичек | 1987 |
|
SU1419986A1 |
puf414JZ
(fcjf 5
