(54) УСТРОЙСТВО ДЛЯ ГРУППИРОВАНИЯ- ШТУЧНЫХ
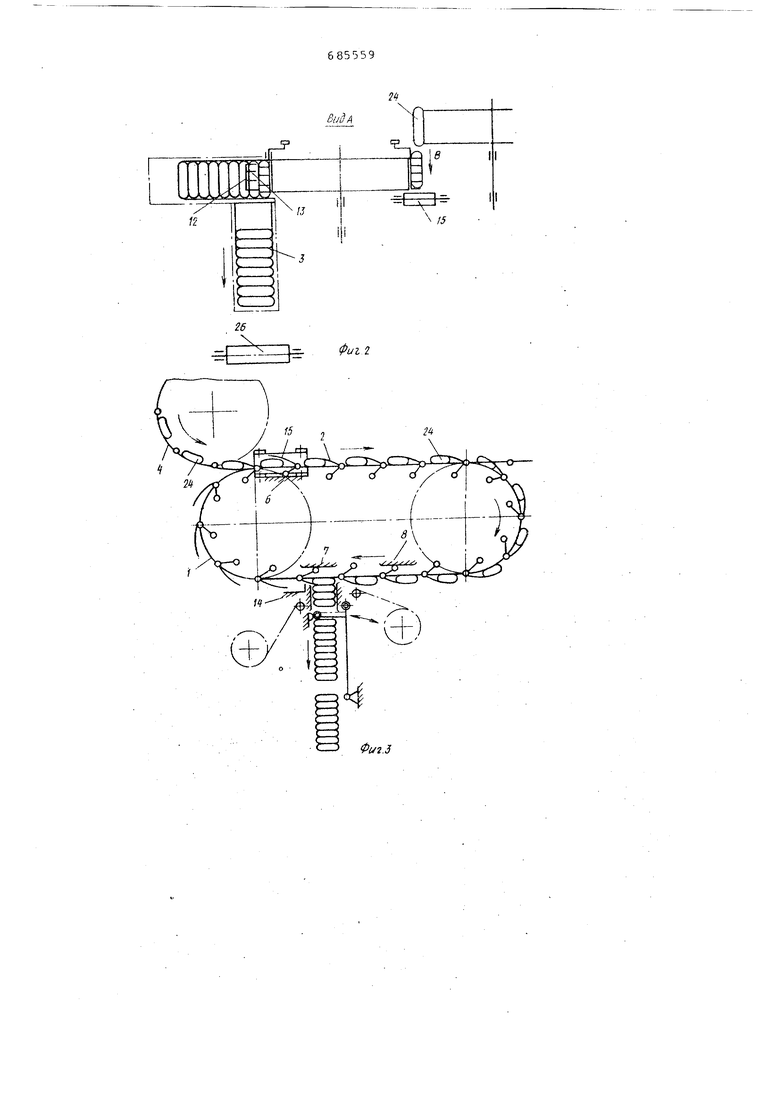
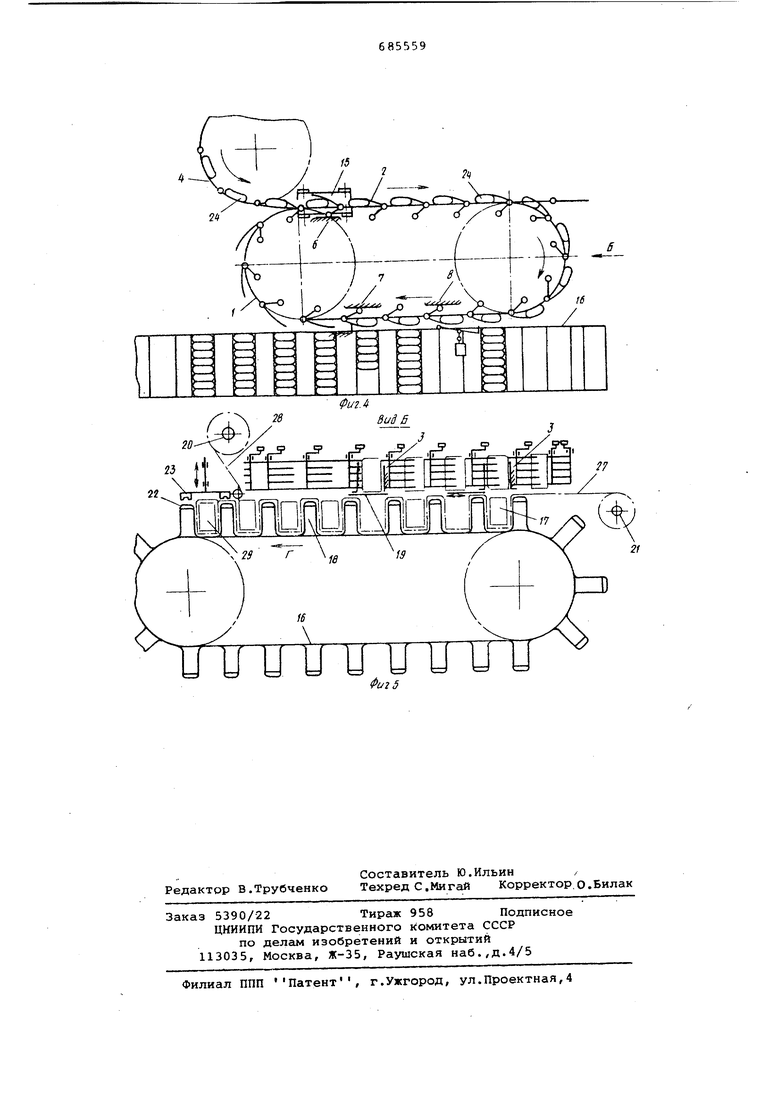
ИЗДЕЛИЙ роливания изделий пленкойгна фиг, 5 вид по стрелке Б на фиг.4 Устройство (фиг.1,2) содержит бесконечный конвейер 1 с гребенчатыми носителями 2 для поштучного приема изделий с транспортирующего органа, например, роторно- цепкой расфасовочно-упаковочной машины (на чертеже не показаны) и последук щей передачи их в накопитель 3, пиЬгатель 4 и съемник 5 изделий. Гребенчатые носители образуют гнезда, расположенные под гнездами транспортирующего органа расфасовочно-упаковочной машины. На прямолинейных участках конвейера 1 установлены копиры 6,7 и 8. Гребенчатые носители 2 выполнены а виде выгнутых наружу конвейера 1 рычагов и шарнирно-укрепленных на немдля взаимодействия с копирами. Накопитель 3 установлен перпендикулярно к горизонтальному участку конвейера 1. Устройство снабжено также накопителем 9, закрепленным поворотно в вертикальной плоскости на оси 10. Между накопителями 3 и 9 установлена поворотная при помощи электромагнита 11 и счетчика {не показан; гребенка 12 с пальцами 13. На корпусе устройства укреплена также неподвижная гребенка 14 для возможности передачи изделия в накопитель 3. Для предотвращения выпадания изделий из гнезд l ocитeлeй 2 в зоне передачи их на конвейер 1 под носледним установлен транспортер 15. В случае группирования штучных изделий и упаковки групп предметов обандероливания плинкой (фиг а 3,4,5) устройство может быть снабжено вспо могательньлм конвейером 16 с гнездам 17, образованными поперечными перегородками 18, при этом, гнезда 17 выполнены с таким же шагом, как и гребенчатые носители 2 конвейэра 1. Накопители 3 расположены на расстоя нии двух аналогичных шагов один от другого и оснащены подвижными поддо нами 19. Конвейер 16 имеет рулоноде жатели 20 и 21 для подачи упаковочной, например, полиэтиленовой пленки. Поперечные перегородки 18 хонвейера имеют губки 22 из эластичног материала, например резины, которые взаимодействуют с подвижны1ми нагренательными элементами 23, установле ными над вспомогательным конвейером Устройство (фиг.1,2) работает следующим образом. Изделия, наприме пакеты 24 с питателя 4 под действие собственного веса в направлении стр .ки Б подаются в гнезда гребенчатых носителей, при этом от выпадания вниз изделия удерживаются транспорт ром 15. В момент передачи изделий гребенчатые носители, взаимодейству копиром 6, приоткрываются. После ередачи изделий ролики носителей сбегают с копира 6, при этом изелия зажимаются под действием ружин в гнездах носителей и переноятся ими в эону накопителя 3 . Встреая на пути включенную в рабочее оложение поворотную гребенку 12, альцы которой расположены между альцами гребенчатых носителей 2, зделия останавливаются, а затем ри подходе следующего носителя податся им в накопитель 3. В момент ередачи изделий в накопитель 3 носители 2, взаимодействуя с копиром 8, новь приоткрываются для освобождеия изделия. При поступлении каждого следующего изделия группа последних продвигается в туннеле накопителя 3 на размер изделия, а если в каком-либо гнезде носителя изделие отсутствует, то группа изделий не передвигается. После накопления заданно1о количества изделий в туннели накопитель 9 поворачивается вокруг оси 10 из горизонтального в вертикальное положение, при этом предварительно на накопитель надевается мешок 25, который затем помещается на конвейер 26 для отправки на станцию запечатывания горловины (не показаны) и далее по назначению. После отсчета заданного количества изделий, поданных в первый накопитель групЛы, подается сигнал на электромагнит 11, гребенка 12 отводится от конвейера 1 и занимает нейтральное положение (фиг.1)(, пропуская заданное количество предметов во второй накопитель группы, работающей аналогично описанному, но его гребенка 14 снимает с конвейера 1 все оставшиеся на нем изделия . Во время накопления изделия в накопителе 3 накопитель 9 возвращается в исходное положение и на него надевают мешок вручную или посредством какого-либо механизма (не показан) . После отсчета и подачи заданного количества, изделий в накопитель 3 гребенка 12 включается, при этом начинается накопление группы изделий вновь в накопителе 9,, Накопители 3 и 9 могут работать в любой запрограммированной последовательности. В случае упаковки штучных изделий с применением обандероливания (фиг. 3,) упаковка групп изделий осуществляется следующим образом. После накопления групп изделий в накопителе 9 по сигналу счетчика убирается поддон 19, и группа изделий падает в гнездо 17, выложенное пленкой 27.
Конвейер 16 периодически перемещается на два шага вперед {по стрелке Г), при этом его свободное гнездо располагается под накопителем 3, накапливающим группу изделий, и по сигналу счетчика передает ее в гнездо 17„ Работая поочередно, накопители заполняют гнезда 17 конвейера 16, который по коду своего движения с заполненными гнездами покрывается второй у;ленкой 28.
С помощью 1агре1зательиых элементов 23 пленки 27 и 28 свариваются между собой и отделяют группы издели одну от другой г например, горячей проволокой.
Упакованные группы 29 изделий подаются конвейером 16 на выход из устройства,, и далее отправляются по назначению,
При изменении условий поштучной подачи изделий устройство может быт выполнено в вертикальном положении,
В предлагаемом устройстве для группирования штучных изделий (пакетов молока) изделия со время движения на бесконечном конвейере находятся под контролем гребенчатых ностелей, а передача изделий с конвейера Б накопители осуществляется теми же гребенчатыми носителями, которые транспортируют изделия, при этом повьзиается его производительность и надежность.
Кроме того, предлагаемое устройство обеспечивает также возможность
выдачи укомплектованных по счету групп изделий в непрерывном процессе.
Формула изобретения
1.Устройство для группирования штучных изделий, например пакетов молока, содержащее бесконечный конвейер с гребенчатыми носителями
для изделий, питатель, съемник изделий и накопитель, отличающееся тем,что, с целью повышения производительности, на прямолинейных участках конвейера установлены копиры, а носители выполнены в виде выгнутых наружу конвейера рычагов, шарнирно-укрепленных на нем для взаимодействия с копирами, а накопитель установлен перепендикулярно к горизонтальному участку конвейера
2.Устройство по П.1, о т л ичающееся тем, что оно снабжено дополнительным накопителем,
а между накопителями установлена поворотная при помощи электромагнита и счетчика .
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство пи ,заявке 2099884, кл.В 65 В 35/24, 1975 (прототип).
уо
SCJ I-JГ /.
U2.1
15
26 X
15
L
t j- I /r Vi-V 5X: e
фиг 2
2
(f
/1
Л /
uj irfflflnnnffVnriHi ПГЖ Ы liUj tUJxiiUj lL.i tUj tJ liUtJr / / uuuuuuuuu - 5:5Ue H 

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для группирования и подачи предметов к упаковочным машинам | 1981 |
|
SU965910A1 |
| Устройство для групповой упаковки штучных предметов в пленочную оболочку | 1982 |
|
SU1039816A1 |
| Автоматическая линия для упаковывания электрических ламп | 1987 |
|
SU1620371A1 |
| Устройство для подачи изделий | 1979 |
|
SU880887A1 |
| Устройство для группирования предметов | 1980 |
|
SU906808A1 |
| Устройство для подачи мотков проволоки | 1982 |
|
SU1050979A1 |
| Линия для упаковывания ампул | 1985 |
|
SU1512862A1 |
| Устройство для завертывания штучных предметов | 1976 |
|
SU602413A1 |
| Способ упаковывания пачек с сыпучим материалом и линия для его осуществления | 1984 |
|
SU1288117A1 |
| Устройство для формирования группы предметов | 1981 |
|
SU979219A1 |