(54) УСТРОЙСТВО ДЛЯ ТЕПЛОВЛАЖЙОСТНОЙ ОБРАБОТКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
Указанная цель достигается тем, что в устройстве для тепловлажностной обработки строительных изделий, включающем пропарочную камеру, во входном и выходном каналах которой устар1овлены регуляторы-распределители, циркуляционную систему с вентилятором и генератор парогазовой смеси с горелкой и увлажнителем, увлажнитель выполнен в виде форсунки с турбулизатором, а распределителирегуляторы - в виде поворотных направляющих лопаток, расположенных в ряд.
Каждая поворотная лопатка снабжена индивидуальным приводом.Кроме того, поворотные направляющие лопйтки у периферии входного и выходного каналов установлены с большим шагом, чем в их центральной зоне.
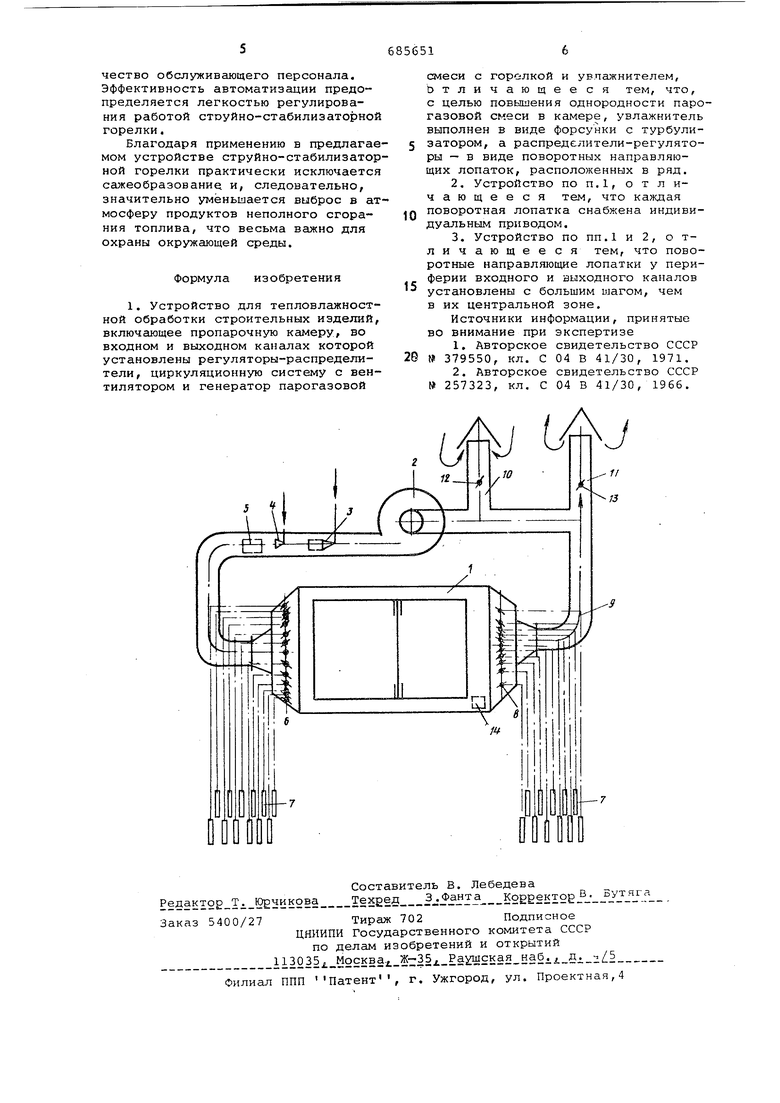
На чертеже изображено устройство для тепловлажностной обработки строительных изделий.
Оно содержит пропарочную камеру 1, в которой установлены стойки с упорами для форм с обрабатываемыми изделиями или рельсы для вагонеток. В торцах камеры выполнены входной и выходной каналы, посредством которых она включена в короткозамкнутую циркуляционную систему открытого типа, В циркуляционной системе за вентилятором 2 установлен генератор парогазовой смеси, имеющий струйностабилизаторную газовую горелку 3 и увлажнитель, выполненный в виде форсунки 4 с турбулизатором 5 (например, лопастного типа). Во входном канале смонтирован регулятор-распределитель в виде ряда.поворотных направляющих лопаток б, причем ось каждой из них связана с индивидуаль1{ым приводом 7. Лопатки 6 установлены в поперечной плоскости входного канала так, что их шаг в периферийных зонах больше, чем в центральной. Аналогично установлены поворотные лопатки 8 в выходном канале. Магистраль 9 циркуляционной системы .снабжена патрубками всасывания 10 и сброса 11 отработанного теплоносителя, в которых установлены регулирующие шиберы 12 и 13, Для определения тносительной влажности в пропарочной камере 1 установлены датчики психрометра 14. Тумблеры управления приводами поворотных лопаток 6, 8, иберов 12, 13, вентилей горелки 3 форсунки 4 выведены на общийпульт. В общем случае устройство может быть снабжено сравнительно простой систеой автоматического программного. егулирования.
Работает устройство следующим бразом.
Исходное положение - шиберы 12 и 13 закрыты. Пропарочная камера 1 агружается поддонами с- отформованными изделиями. По истечении времени предварительного вьлдерживания изделий открьгеают шибер 12 всасываиощего патрубка 10 и включают вентилятор 2, Засасываемый вентилятором воздух поступает к струйно-стабилизаторной газовой го эелке 3, в зоне которой он нагревается до необходимой температуры. Форсунка 4 впрыскивает в поток нагретого воздуха воду в виде аэрозоля. При этом мелкие капельки воды, испаряясь, образуют парогазовую смесь. Под действием турбулизатора 5 поток парогазовой смеси завихряется и становится сравнительно однородным. Направляющие поворотные лопатки 6 входного канала гасят вихревое движение парогазовой смеси, которая, расслаиваясь, проходит через промежутки лопастной решетки в пропарочную камеру 1. С помощью индивидуальных приводов 7 каждую лопатку выставляют под углом обеспечивающим равномерное обтекание всех участков поверхности изделия, В случае обработки изделия слоной конфигурации поворот лопаток б на разные углы позволяет обеспечить дифференциальный расход парогазовой смеси через различные зоны камеры. Отработанный теплоагент отсасывается из камеры 1 через ряд установленных в заданном положении лопаток 8 выходного канала. Степень рециркуляции теплоносителя регулируется изменением положения шибера 13. Реализация заданного графика тепловлажностной обработки обеспечивается с помощью автоматической системы программного регулирования путем изменения положения ijii6epOB 12 и 13 направляющих лопаток 6 и 8, изменения подачи газа в горелку 3 и воды в форсунку 4,
Таким образом, предлагаемое устройство по сравнению с известными более маневренно и обеспечивает четкое выполнение практически любого оптимального графика тепловлажностной обработки для всех изделий (любых конфигураций), находящихся в пропарочной камере, независимо от места их расположения.Его энергоемкость ниже, чем у известных устройс за счет высокой эффективности
работы струйно-стабилизаторной горелки. Организации тепловых процессов в рабочем объеме пропарочной камеры, а также значительней интенсификации парообразования при подаче воды в поток газовоздушной смеси в мелкодисперсном состоянии по сравнению с испарением ее с поверхности слоя в емкости способствует рециркуляция теплоносителя. Полная автоматизация управления процессом тепловлажностной обработки позволяет свести к минимуму коли

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для тепловлажностной обработки строительных изделий | 1976 |
|
SU573464A1 |
| Устройство для тепловлажностной обработки строительных изделий | 1977 |
|
SU717012A2 |
| Устройство для тепловлажностной обработки строительных изделий | 1988 |
|
SU1692845A1 |
| Устройство для тепловлажностной обработки строительных изделий | 1988 |
|
SU1682176A1 |
| Пропарочная камера | 1977 |
|
SU779359A1 |
| Устройство для тепловлажностной обработки материалов и изделий | 1990 |
|
SU1761498A1 |
| Двухконтурный газовый водонагреватель | 1975 |
|
SU586153A1 |
| Устройство для тепловлажностнойОбРАбОТКи издЕлий из бЕТОННыХСМЕСЕй | 1978 |
|
SU808486A1 |
| Устройство для тепловой обработки железобетонных изделий | 1983 |
|
SU1183492A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПАРОГАЗОВОЙ СМЕСИ | 1995 |
|
RU2098720C1 |
