Печи для закалки стальных изделк : С проталкиванием последних в закалочную ванну и с эжекцией части отработанных газов в форсунки известны.
В предлагаемой печи для закалки стальных изделий в отличие от существующих печей общая эжекторная камера расположена у форсунок и соединена с продольным газосборником поперечными каналами.
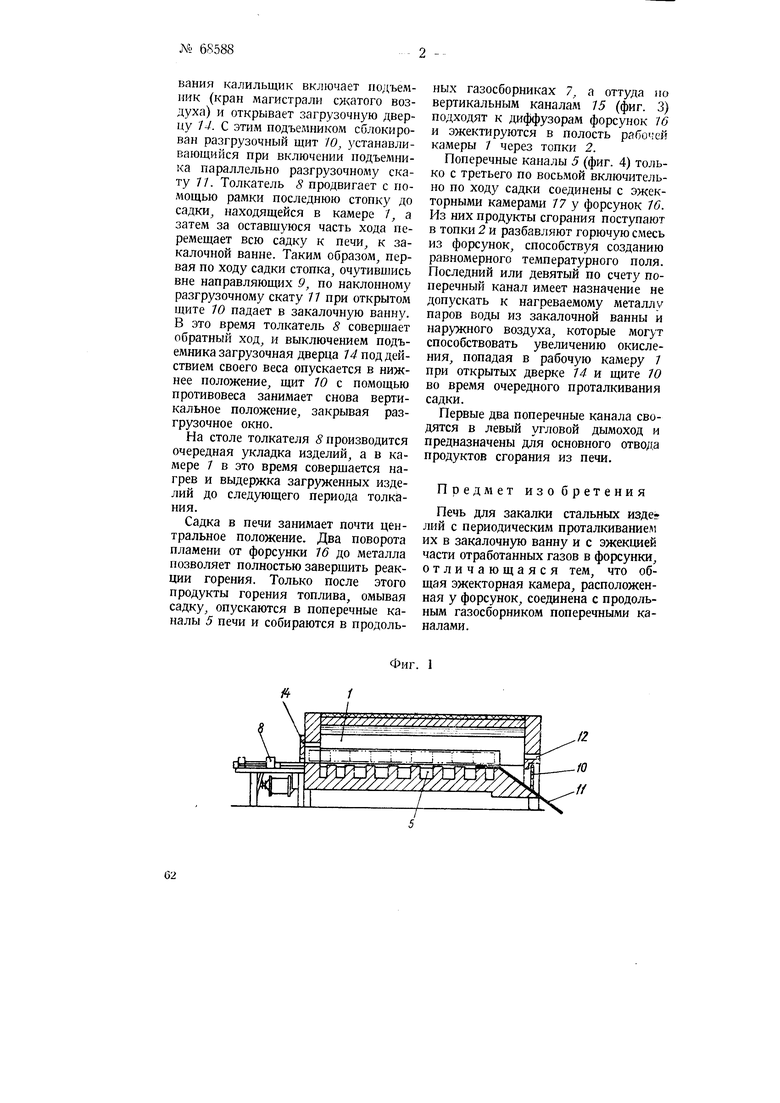
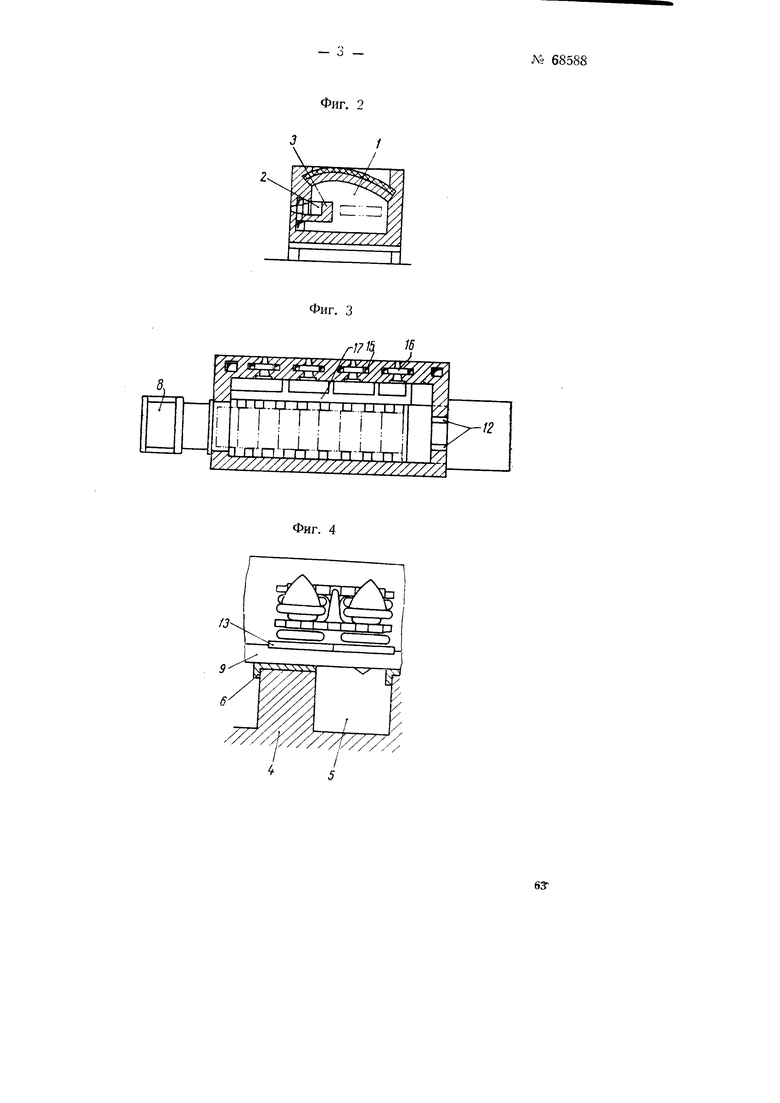
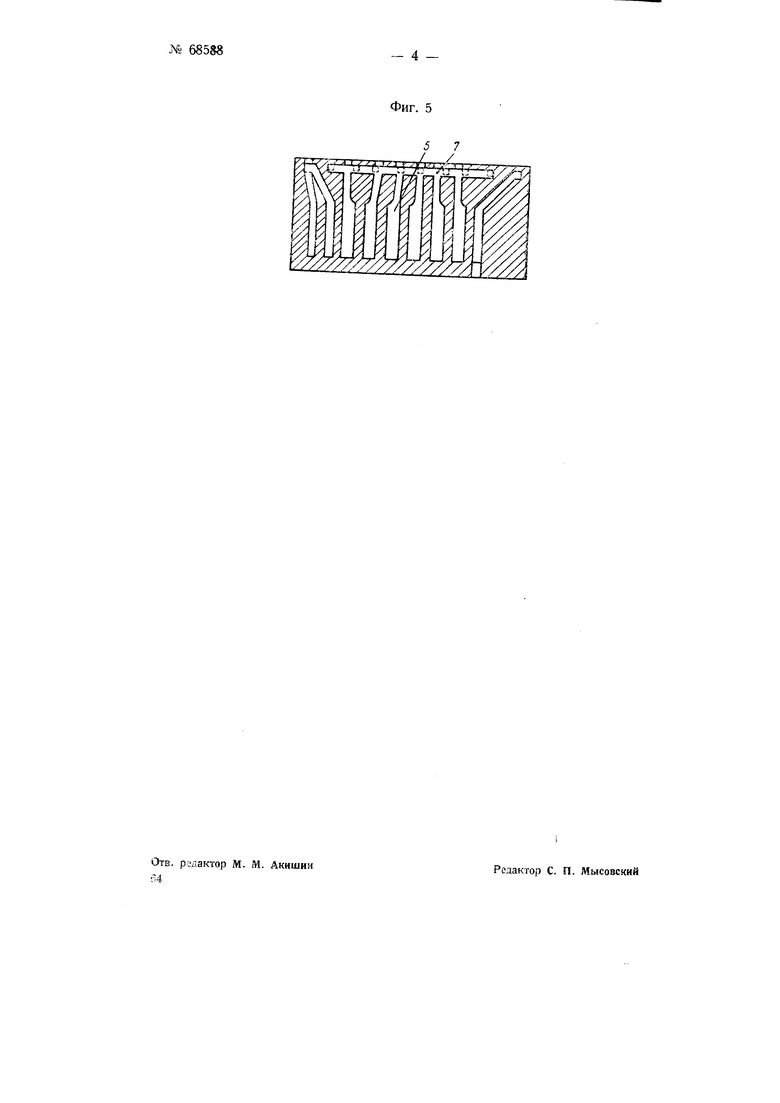
На фиг. 1, 2 изображены продольный и поперечный разрезы печи для закалки стальных изделий, на фиг. 3 - разрез печи в плане, на фиг. 4 - расположение каналов в печи и на фиг. 5 - укл-ядка нагреваемых изделий в печи.
Печь рабочую камеру / (фиг. 1) с расположенными вдоль одной ее стороны боковыми топками 2. Топки 2 (фиг. 2) отделены от рабочей камеры 7 перевальной стенкой 3, связанной с основной стенкой камеры перемычками.
Столбики 4, образующие вместе со стенкой печ:; поперечные каналы 5 (фиг. 5), перекрыты опорами б. Поперечные каналы 5 сое/ няют эжекторные камеры 77 у форсунок 16 (фиг. 3) с продольным газосборником 7. С торцевой стороны камеры перед загрузочной дверцей 14 установлен пневматический толкатель 8 (фиг. 1), на стол которого укладываются круглые жароупорные направляющие 9, проходящие через загрузочный порог в полость печи вместе с седлами 13 (фиг. 5) и нагруженными на них изделиями. С противоположной торцевой стороны камеры имеется разгрузочное окно, закрывающееся щитом 10 из двухслойного листа. К загрузочному окну внутри печи при.мыкает разгрузочный скат 77 с наклоном к закалочной ванне, утопленной в полу. В стенке над разгрузочным окном имеется два окна 72 для наблюдения за горением.
Изделия, подлежащие закалке, укладываются на седла в несколько рядов по высоте, и стопки подаются толкателем 8 к загрузочной дверце 14 печи. Затем толкатель 8 отводится в исходное положение и между ним и стопкой изделий прокладывается рамка, сваренная из труб. При наступлении момента очередного проталки61
вания калильщик включает подъемник (кран магистрали сжатого воздуха) и открывает загрузочную дверцу 1-1. С этим подъемником сблокирован разгрузочный щит 10, зстанавливающийся при включении подъемника параллельно разгрузочному скату 7/. Толкатель 8 продвигает с помощью рамки последнюю стопку до садки, находящейся в камере /, а затем за оставщуюся часть хода перемещает всю садку к печи, к закалочной ванне. Таким образом, первая по ходу садки стопка, очутивп ись вне направляющих 9, по наклонному разгрузочному скату 7 7 при открытом щите 10 падает в закалочную ванну. В это время толкатель 8 соверщает обратный ход, и выключением подъемника загрузочная дверца 14 под действием своего веса опускается в нижнее положение, щит 10 с помощью противовеса занимает снова вертикальное положение, закрывая разгрузочное окно.
На столе толкателя 5 производится очередная укладка изделий, а в камере 7 в это время соверщается нагрев и выдержка загруженных изделий до следующего периода толкания.
Садка в печи занимает почти центральное положение. Два поворота пламени от форсунки 7(5 до металла позволяет полностью заверщить реакции горения. Только после этого продукты горения топлива, омывая садку, опускаются в поперечные каналы 5 печи и собираются в продоль Mg %%
ных газосборниках 7, а оттуда яо вертикальным каналам 75 (фиг. 3) подходят к диффузорам форсунок 16 и эжектируются в полость рабочей камеры 7 через топки 2.
Поперечные каналы 5 (фиг. 4) только с третьего по восьмой включительно по ходу садки соединены с эжекторными камерами 77 у форсунок 16. Из них продукты сгорания поступают в топки 2 и разбавляют горючую смесь из форсунок, способствуя созданию равномерного температурного поля. Последний или девятый по счету поперечный канал имеет назначение не допускать к нагреваемому металлу паров воды из закалочной ванны и наружного воздуха, которые могут способствовать увеличению окисления, попадая в рабочую камеру 7 при открытых дверке 14 и щите 10 во время очередного проталкивания садки.
Первые два поперечные канала сводятся в левый угловой дымоход и предназначены для основного отвода продуктов сгорания из печи.
Предмет изобретения
Печь для закалки стальных изде ЛИЙ с периодическим проталкивание.м их в закалочн)то ванну и с эжекцией части отработанных газов в форсунки, отличающаяся тем, что общая эжекторная камера, расположенная у форсунок, соединена с продольным газосборником поперечными каналами.
Фиг. 1
Фиг. 2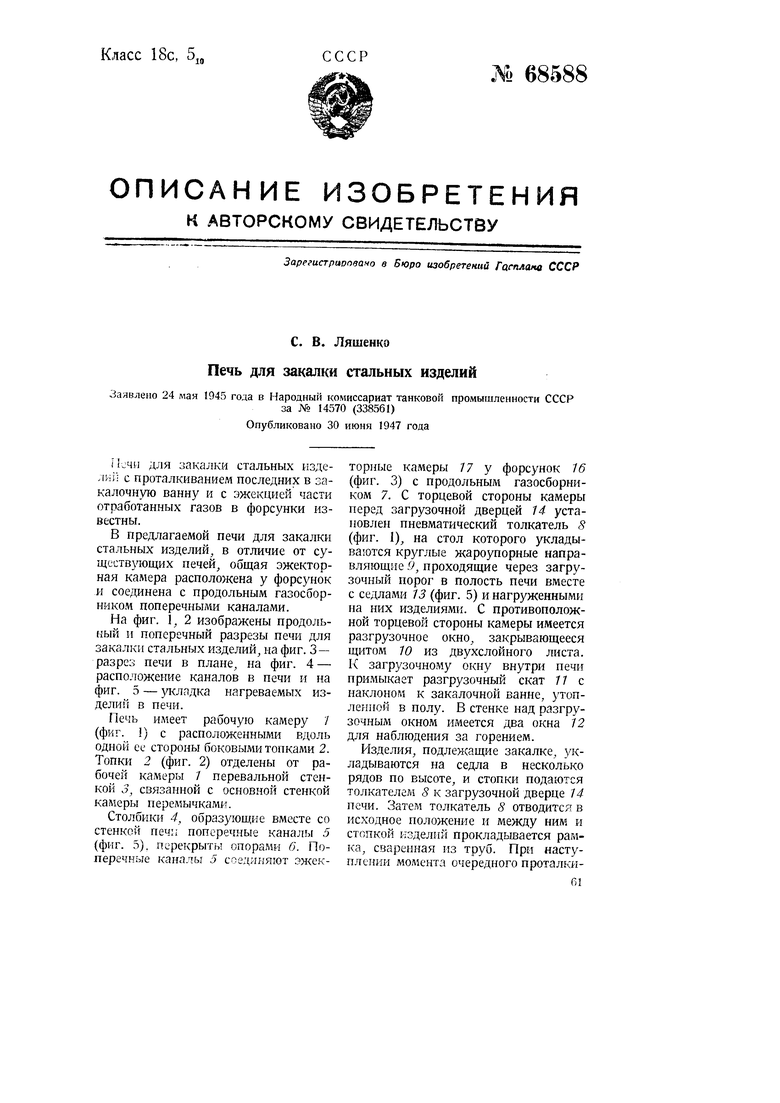
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумная электропечь непрерывного действия для термообработки | 1980 |
|
SU916932A1 |
| Закалочно-отпускной агрегат | 1989 |
|
SU1775592A1 |
| Комплекс для проведения нормализации крупного вагонного литья и закалки с последующим отпуском среднего вагонного литья | 2022 |
|
RU2795305C1 |
| Устройство для закалки | 1978 |
|
SU791774A1 |
| Линия для термической обработки | 1985 |
|
SU1416519A1 |
| Безмуфельная периодически действующая печь для азотирования стальных изделий | 1945 |
|
SU92356A1 |
| ЗАКАЛОЧНЫЙ БАК | 1991 |
|
RU2016091C1 |
| Установка для закалки стальных деталей | 2020 |
|
RU2755357C1 |
| Способ и устройство термической обработки шаров | 2016 |
|
RU2634541C1 |
| УСТРОЙСТВО для ЗАКАЛКИ ИЗДЕЛИИ | 1968 |
|
SU210198A1 |
Фиг. 3
Фиг. 4
/Л Щ
А
Фиг. 5
