(54) ВАКУУМНАЯ ЭЛЕКТРОПЕЧЬ НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ТЕРМООБРАБОТКИ


| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумная электропечь для термообработки металлических изделий | 1979 |
|
SU863975A1 |
| МНОГОКАМЕРНАЯ ПЕЧЬ ДЛЯ ВАКУУМНОЙ ЦЕМЕНТАЦИИ И ЗАКАЛКИ ЗУБЧАТЫХ КОЛЕС, ВАЛОВ, КОЛЕЦ И АНАЛОГИЧНЫХ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 2016 |
|
RU2639103C2 |
| Установка для вакуумной термообработки длинномерных изделий | 1981 |
|
SU992977A1 |
| Установка для термообработки длинномерных изделий | 1980 |
|
SU939572A2 |
| Комплекс для проведения нормализации крупного вагонного литья и закалки с последующим отпуском среднего вагонного литья | 2022 |
|
RU2795305C1 |
| ЛИНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1989 |
|
RU2040753C1 |
| Вакуумная закалочная печь | 1975 |
|
SU582306A1 |
| Закалочный бак | 1981 |
|
SU1071647A1 |
| Закалочно-отпускной агрегат | 1989 |
|
SU1775592A1 |
| Безмуфельный агрегат | 1990 |
|
SU1770705A1 |



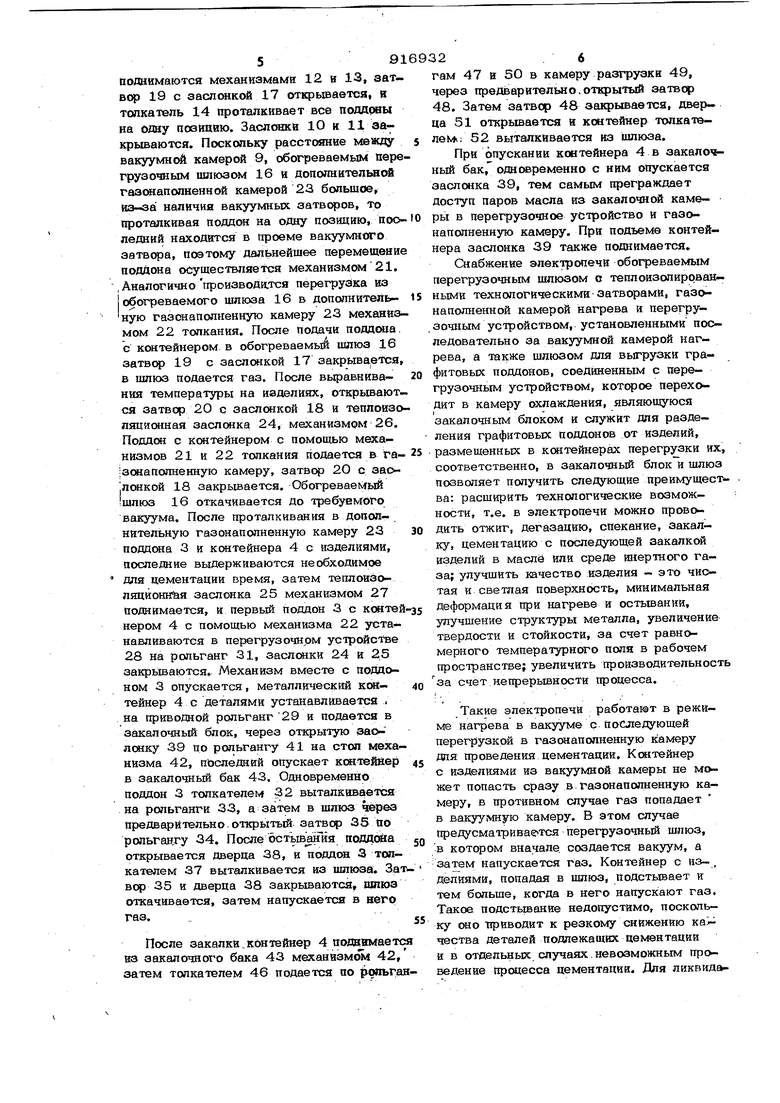
Изобретение относится к эпeк poтex нической промьпиленности, в частности, к области вакуумных электротермических установок для закалки, цементации и отпуска всех общепромьшленных сплав№ стали и других материалов и может быть использовано в метаплургической, машвностронтельной, электротехнической, авв- аиковной промьшшенности для создания вакуумных и газонаполненных электро11в-« чей для закалки, цементации BHpipyKfeBtтальных сталей, пресс-форм и др. взде лий. Известна вакуумная электропечь непрерывного действия дпя отжига издеявй, содержащая загрузочную камеру, вакуумную камеру нагрева, перегрузочный шлюз, для передачи изделий из вакуумнЫ1 камеры в гааонаполненаую, камеру ддя разгрузки, при этом изделие устанавпввается на футерованную тележку, перемещающуюся вдоль печи с помощью механизма толкания, при этом осе какгеры разделены между собой технологическими затвора ми Pi J . К/недостаткам этой конструкции относится то, что в перегрузочном шлюзе , нет нагревателей, и изделия подстывают, а это влияет на качество изделий. Данную конструкцию печи нельзя испол4зЗовать для закапки и цементации, так как в ней отсу(гствуют вентиляторы и закалочный бак. Наиболее близкой к предлагаемой является вакуумная электропечь сопротивления непрерьшного действвя дпя тепло; Обработки, содержащая последовательно расположенные камеры загрузки, нагрева, охлаждения в камеры разгрузки, отделенные между собой вакуумными технологическими затв1фами, механизмы перемешеная поддсжов . Недостаткстй данной ксй1С1рукции является то, что оиа вмеет узкое технологическое вазначеяве, например отжиг в спекание. Использование ее для других ссюоеменных технологически : процессов. 391 как закалка в вакуумном масле или ннерTttoi газе, вакуумная цементация, не 11редставляется возможным, так как в печн нет закалочного бака, вентиля-п а, устройства для разделения графитового поддона от изделий. Наличие только графитового поддона ;:клает печь не приспособленной для закалки в вакуумном маоле, так как поддон нельзя опускать в масло, в противном случае это приведет к загрязнению масла. Цель изобретения - расширение технологических возможностей и повышение качества изделий. Указанная цель достигается тем, что вакуумная электропечь непрерывного действия для термообработки, содержащая последовательно расположенные камеры загрузки, нагрева, охлаждения и разгрузки с вакуумными затворами № механизмы перемещения поддонов, снабжена последовательно установленными за камерой , i нагрева нагревательным шлюзом с теплоизолированными затвс зами, камерой цементации и перегрузочным устройством. На фиг. 1 изображена в плане левая часть печи; на фиг. 2 - правая часть .пе- чи; на фиг. 3 - левая часть печи, продол ный разрез; на фиг. 4 - правая часть печи, продольньй разрезана фиг. 5 графитовьй поддон и контейнер в верхнем положении; на фиг. 6 - графитовый поддан и контейнер в нижнем положении. Электропечь включает дверцу 1 для герметичного закрывания камеры 2 загрузки, в которой устанавливается графитовый поддон 3 с металлическим контейнером 4. С помощью толкателя 5 под дси с контейнером подается по ропьгангу 6 камеры загрузки на рольганг 7 через технологический затво1э 8, вакуумной камеры 9, при этом теплоизоляция на входе и выходе ее выполнена в виде заслонок 10 и 11 с механизмами длл их перемещения 12 и 13. Толкателем 14 под ааа с контейнером по направляющим 15 перемещается в камеру нагревательную. Обогреваемьй перегрузочный шлюз 16 с торцов теплЬизолирован заслонками 17 и 18, установленными на технологически затворах 19 и 2О, герметично перекрывающих пространство шлюза я камер С помощью механизмснв толкания 21 и 22, поддон с контейнером перемещается в дополнительную газонаполненную нагревательную камеру 23, теплоизоляция которой с торцов перекрывается заслсиками 24 и 25, перемещающихся с помо2щью механизмов 26 и 27. Перегрузочное устройство 28 состоит из приводного рольганга 29, подъемника ЗО с расположенным на нем рольгангом 31, толкателя 32 для подачн графитового поддсжа на рольганг 33 с последующей перегрузкой его на ропьганг 34 через технологический затвф 35, герметично перекрьшающий шлюз для выгрузки поддонов 36 с толкателем 37 и дверцей 38. Перегрузочное устройство заканчивается заслонкой 39 для предотвращения попадания паров масла из камеры 4О сослаждения, которая выполнена в виде закалочного блока. Контейнер с изделиями, в закалочном блоке, перемещается по рольгангу 41, затем с помощью механизма 42 опускается в закалочный бак 43 при этом в закалочном блоке установлен вентилятор 44 для обеспечения закалки изделий . в инертном газе и вентилятор 45 для перемешивания масш в закалочном баке. Из закалочного блока контейнер с изделиями с помощью толкателя 46, по рольГангу 47 через технологический затвор 48 попадает в камеру разгрузки 49, снабженную рольгангом 50, герметичной дверцей 51 и толкателем 52 для выгруз- ки контейнеров. Вакуумная камера нагре э, обогреваемый шлюз и газонаполненная камера нагрева, снабжены графитовыми нагревателями 53 - 55 соответственно, для поддержания в них заданной температуры. Работа печи осуществляется следующим образом. Открывается дверца 1 и графитовый поддон 3 вместе с металлическим контейнером 4 подаются на рольганг 6 камеры 2 загрузки. Дверца 1 закрывается перед загрузкой. Технологический затвор 8 закрыт. Камера 2 загрузки откачивается до требуемого вакуума, затвор 8 открывается и толкателем 5 поддон 3 с контейнером 4 подаются на рольганг 7, а затем устанавливаются на направляющие 15. Затвор 8 закрьшается, механизмом 12 поднимается заслонка Ю и поддон с ксятейнером толкателем 14 подается в вакуумную нагревательную камеру 9. Заслонка 10 закрьюается. Таким образом в вакуумную камеру подается необходимое количество, в зависимости от ее длины, поддсяов. Проходя через всю камеру, первый кттейнер 4 с садкой на- гревается до определенной температуры и выдерживается ира ней. После чего теплоизоляцисиные заслонки Ю и 11
поднимаются механизмами 12 и 13, затвор 19 с заслонкой 17 открьюается, и толкатель 14 проталкивает все поддшы на ошу позицию. Заслонки Ю и 11 закрываются. Поскольку расстояние между s вакуумнЫ камерой 9, обогреваемым перегрузочным шлюзом 16 и допопнительной газ(И1аполненной камерой 23 большое, из-за наличия вакуумньк затворов, то проталкивая поддон на одну позииию, поо-ю ледний находится в проеме BaKyyMHtro затвора, пютому Дальнейшее перемещение поддона осуществляется механизме 21. , Аналогично тфоизводатся перегруйка из обогреваемого шлюза 16 в допсянитепь- is ную газонаполненную камеру 23 механизмом 22 толкания. После подачи поддша. с контейнером в обогреваемьй шлюз 16 затвор 19 с заслонкой 17 закрывается, в шлюз подается газ. После выравнива- 20 ния температуры на изделиях, открываются затвор 20 с заслонкой 18 и теплоизоляцисшная заслонка 24, механизмом 26. Поддон с контейнером с помощью механизмов 21 и 22 толкания подается в га-25 |зонаполненную камеру, затвор 20 с зао.лонкой 18 закрывается. Обогреваемый шлюз 16 откачивается до требуемого вакуума. После проталкивания в допол-, нительную газонаполненную камеру 23 30 поддона 3 и контейнера 4 с изделиями, последние выдерживаются необходимое для цементации время, затем теплоизоляционная заслонка 25 механизмом 27 поднимается, и первый поддон 3 с кситей-зз нером 4 с помощью механизма 22 устанавливаются в перегрузочном устройстве 28 на рольганг 31, заслснки 24 и 25 закрьшаются. Механизм вместе с поддоном 3 опускается , металлический кон- 40 тейнер 4 с деталями устанавливается , на приводной рольганг 29 и подается в закалочньй блок, через открытую заоленку 39 по рольгангу 41 на стол механизма 42, последний опускает кдатеййар 45 в закалочный бак 43. Одновременно поддон 3 толкателем 32 выталкивается на рольганги 33, а затем в шлюз через предварительно.открытый затвор 35 по ропьган,гу 34. После 6стьюання поддоиа gg открывается дверца 38, и поддон 3 топка телем 37 выталкивается из шлюза. Затвор 35 и дверца 38 закрьшаются, отюз откачивается, затем напускается в негр газ.55
После закалка,контейнер 4 цодцамается из закалочного бака 43 механизме 42, затем толкателем 46 подается по р опьгангам 47 и 50 в камеру разгрузки 49, через предварительно.открытый затвор 48. Затем затвор 48 закрывается, дверца 51 открывается и контейнер толкате- 52 выталкивается из шлюза.
При опускании контейнера 4 в закалочный бак, ошовременно с ним опускается заслонка 39, тем самым преграждает доступ паров масла из закалочной камеры в перегрузочное устройство и газонапслненную камеру. При подъеме контейнера заслонка 39 также поднимается.
Снабжение электропечи обогреваемым перегрузочным шлюзом с теплоизолирован ными технологическимиЗатворами, газонаполненной камерой нагрева и перегру.зочным устройством, установленными последовательно за вакуумной камерой нагрева, а также шлюзом для выгрузки графитовых поддонов, соединенным с перегрузочным устройстве, которое переходит в камеру охлаждения, являющуюся закалочным блоком и служит для разделения графитовых поддонов от изделий, размещенных в ксйтейнерах перегрузки их соответственно, в закалочный блок и шлюз позволяет получить следующие преимущесва: расширить технологические возможности, т.е. в электропечи можно проводить отжиг, дегазацию, спекание, закалку, цементацию с последующей закалкой изделий в масле или среде инертного газа; улучшить качество изделия - это чистая и светлая поверхность, минимальная деформация при нагреве и остывании, улучшение структуры металла, увеличение твердости и стойкости, за счет равно мерного температурного поля в рабочем пространстве; увеличить производительност
за счет непрерывности процесса.
Такие электропечи работают в режиме нагрева в вакууме с Последующей перегрузкой в газонаполненную камеру для проведения цементации. Контейнер с изделиями из вакуумной камеры не может попасть сразу в Газонаполненную камеру, в противном случае газ попадает в вакуумную камеру. В этом случае предусматривается перегрузочный шлюз, в котором вначале, создается вакуум, а затгем напускается газ. Контейнер с из- , делиямй, попадая в шлюз, подстьюает и тем больше, когда в него напускают газ. Такое подстьюание недопустимо, поскольку оно тфиводит к резкому снижению качества деталей подлежащих цементации и в отдельных случаях, невозможным проведение процесса цементации. Для ликвидацин этих н дсюгатков в шлюз устанавливают нагревательные элементы, котфью , поддерживают необходимую температуру на изделии. После проведения процесса цементации изделия должны проходить закалку, для чего предусматривается йамерр охлаждения (закалочный блок), в которой можно проводить закалку в вакуумном масле, так ив среде имер-щого газа. . При проведении закалки в вакуумном масле ни тележку, ни графитовый поддон ни в коей мере нельзя опускать в закалочный бак, так как масло загрязняется и резко ухудшаются его калящие свойства отсюда, либо большой процент брака, либо вообще исключена возможность проведения закалки. Для того, чтобы этого не было, предусматривается для перемещения издеЛИЙ графитовьй поддон и установленньй на нем металлический контейнер. Графитовый поддон легко перемещается с помощью толкателя по графитовым направ ляющим, а металлический контейнер надежно удерживает детали. Когда поддон с контейнером попадают в перегрузочное устройство, то механизм, на котором рас полагается поддон, опускается вниз и вы талкивается толкателем в разгрузочный шлюз. Поскольку графитовый поддон имеет Б ширину меньший размер по отношению к металлическому контейнеру, то он свободно ггроходит между роликами приво ного рольганга, тогда как металлический ксжтейнер устанавливается на этот рольганг и перемещается в закалочную камеру. Если требуется закалка в масле, то стоп, на который устанавливается контей нер, опускается в закалочный бак; если требуется закалка в газе, то при установ ки консгейнора на стоп включается вентилятор. По окончании закалки контейнер выталкивается по рольгангам в шлюз. Снабжение печк графитовым поддоном и металлическим контейнером обеспечивает закалку в масле и газе-, а также другие процессы; отжиг, дегазацию, спекание и т.д.J .Сочетание графитового поддона с металлическим контейнером просто в изготовлении и обслуживании с минимальными материальными затратами. Наличие двух разгрузочных шлюзов обеспечивает раадельную разгрузку металлического контейнера и графитового поддона, т.к. их сочетание после выхода из газонакопленной камеры нагрева недопустимо. Формула изобретения Вакуумная электропечь непрерьюного Действия для термообработки, содержащая последователадо расположенные камеры загруяк-к, нагрева, охлаждения и разгрузки с вакуумными затворами и механизмы перемещения Поддонов, отличающаяся тем, что, с целью расширения технологических возможностей и повьш ения качества .обработки, ааа снабжена последовательно установленными за камерой нагрева нагревательным-шлюзом с теплоизолированными затвс ами, дополнительной камерой и перегрузочным устройством. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3778221, кл. 432-11, 1973. 2.Гурвич О. С. и др. Высокотемпературные электропечи с графитовыми элементами, М., Энергия, 1974, с. 42 44. 5Л 15 IS 9 л L 11 Л
15
2S
/
18
Фиг.З
ФигЛ
ifS
