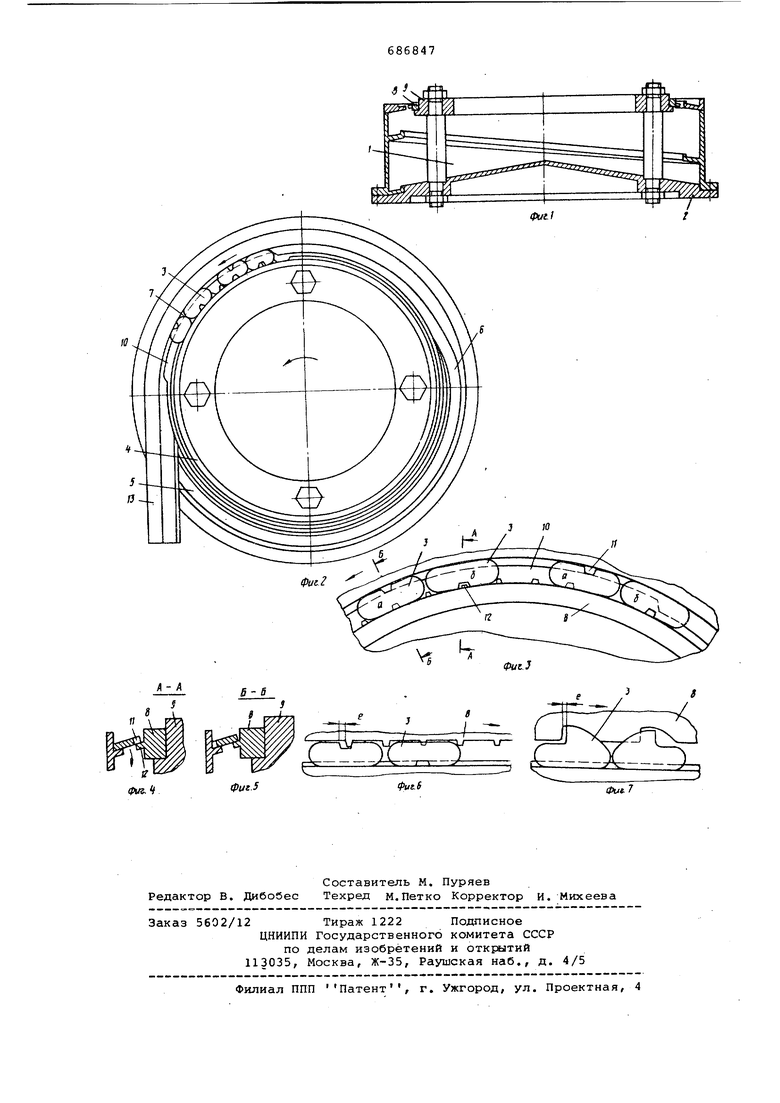
(54) СПОСОБ ОРИЕНТИРОВАНИЯ ПЛАСТИНЧАТЫХ ДЕТАЛЕЙ АСИММЕТРИЧНОЙ ФОРМЫ чистотой обработки детали и элементов селектора и лимитируется обеспе чением надежного удаления ориентиру щих для рассматриваемого класса деталей . Максимальная величина е лими тируется прочностью ориентирукадего элемента селектора и, в особенности обеспечением надежного, устойчивого прохождения правильно ориентированных деталей через.селектор. Время ориентирования может быть определено аналитически по приближенной формуле , L- Г где S - толщина детали, 9 - ускорение свободного падения. Величина времени ориентирования, расчитанная по приближенной формуле отличается от фактической не более ±10%, поскольку толщина ориентирующ зубьев селектора 2-3 мм и угол пово рота детали при опрокидывании незна чителен (5+10 ). Тогда время ориент рования составит 4. - Г2-2-10- o,o2ceic iTQx V g.Q Максимальная величина скорости транспортирования для ориентировани соединительной пластины цепи составит „ бОо;оГ бм/мин, средней пластины цепи 2 J м/мин. и 60 Минимальная величина скорости дл обоих случаев и „ бО-%Ё г.Нм/мин. На фиг. 1 показано устройство дл ориентирования деталей предлагаемым способом, общий ВИД; на фиг. 2 - то же, вид сверху; на фиг. 3 - часть устройства, вид сверху; на фиг. 4 и 5 - разрезы А-А и Б-Б на фиг. 3; на фиг. 6 и 7 - схемы ориентирования деталей. В бункер 1 вибрационного устрой ства 2 подаются детали 3, подлежащие о 1иентированию. По спиральной дорожке 4 они поднимаются вверх, образуя систематизированный поток, занимая положение а и б. Способы систематизации потока деталей не по казаны. Со спиральной дорожки 4 детали 3 попадают на начало 5 криволинейного лотка 6 и продолжают движ ние со скоросттью VHпо средней части 7 лотка 6. Под действием вибраци кольцевой селектор 8 движется по не подвижному кольцу 9 со скоростью Vj в направлении транспортирования деталей. Скорость движения селектора 8 можно изменять, например, путем подбора материала неподвижного кольца и материала, селектора. Детали 3 в средней части 7 лотка б перемещаются относительно селектора со скоростью У ( V) м/мин. При движении над пазом 10 в выемку 11 деталей 3 (положение б) попадают выступы 12 селектора 8 (фиг.З) и под действием собственной силы тяжести проваливаются в бункер 1 вибрационного устройства 2 (фиг.4). Деталям, занявшим положение и , перемещающимся над пазом 10 (фиг.З и фиг. б), выступы 12 кольцевого селектора 8 не дают провалиться в бункер, и они попадают в отводной лоток 13 Таким образом, правильно ориентированные детали (положение а) подают в машину для дальнейшей обработки, а неправильно ориентированные детали (положение б) вновь попадают на спиральную дорожку 4 вибробункера для ориентирования. Формула изобретения Способ ориентирования пластинчатых деталей асимметричной формы, включающий транспортирование деталей в систематизированном потоке с последующим ориентированием во вращающемся селекторе по ориентирующему элементу, отличающийся тем, что, с целью интенсификации процесса ориентирования и повышения производительности, деталь, перемещают относительно селектора со скоростью, отличной от скорости последнего на величину, определяемую отношением величины торцового зазора между ориентирующими элементами селектора и детали ко времени ориентирования детали в селекторе по формуле uV (V4- Vj) где ДУ - абсолютная величина разности скоростей; V - скорость перемещения селектора;Vi - скорость транспортирования детали; €. - величина торцового зазора между ориентирующими элементами селектора и детали; t - время ориентирования детали в селекторе. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 176164, кл. В 23 Q 7/02, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вибробункер | 1987 |
|
SU1493441A1 |
| Устройство для ориентации деталей | 1980 |
|
SU933551A1 |
| Устройство для подачи деталей | 1983 |
|
SU1092032A1 |
| Вибрационное ориентирующее устройство | 1981 |
|
SU998083A1 |
| Устройство для ориентированной подачи цилиндрических деталей типа колпачков | 1981 |
|
SU1004073A1 |
| Устройство для ориентации и поштучной выдачи | 1985 |
|
SU1270082A1 |
| Вибрационное загрузочное устройство | 1981 |
|
SU1004069A1 |
| Устройство для ориентирования и накопления деталей,типа пружинных колец | 1982 |
|
SU1009712A1 |
| Устройство для контактной сварки | 1989 |
|
SU1698012A1 |
| Устройство для ориентирования деталей | 1984 |
|
SU1269969A1 |