Изобретение относится к автоматизации сварочных процессов в машиностроении и может быть использовано в загрузочных устройствах сварочных машин.
Целью изобретения является повышение качества сварки путем обеспечения более точного ориентирования и подачи деталей типа гаек, бонок, шайб, и т.д., имеющих одну из сторон гладкую, а другую - рельефную для контактной сварки с другим свариваемым изделием.
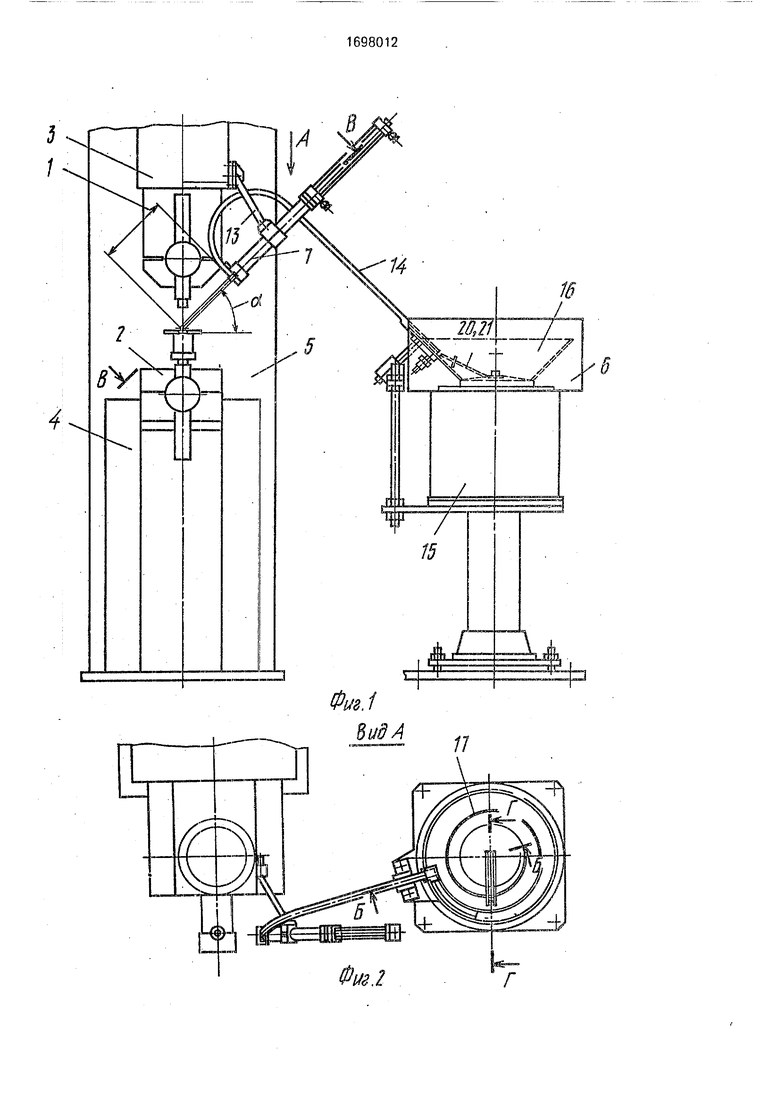
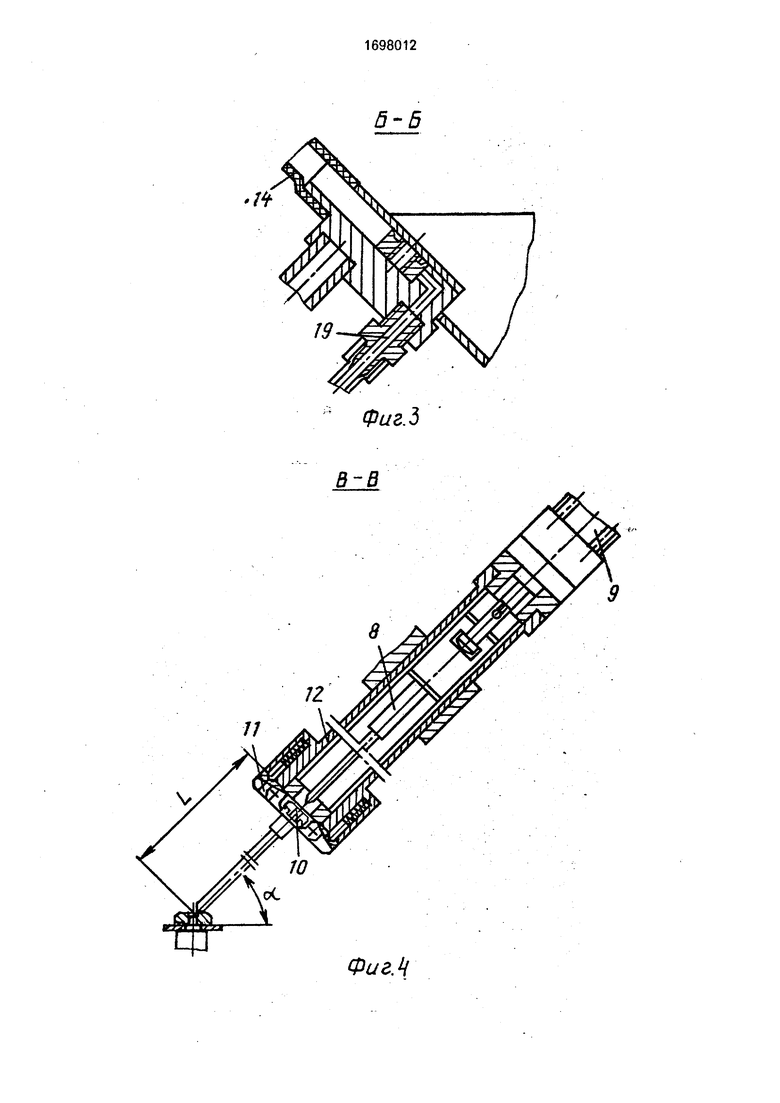
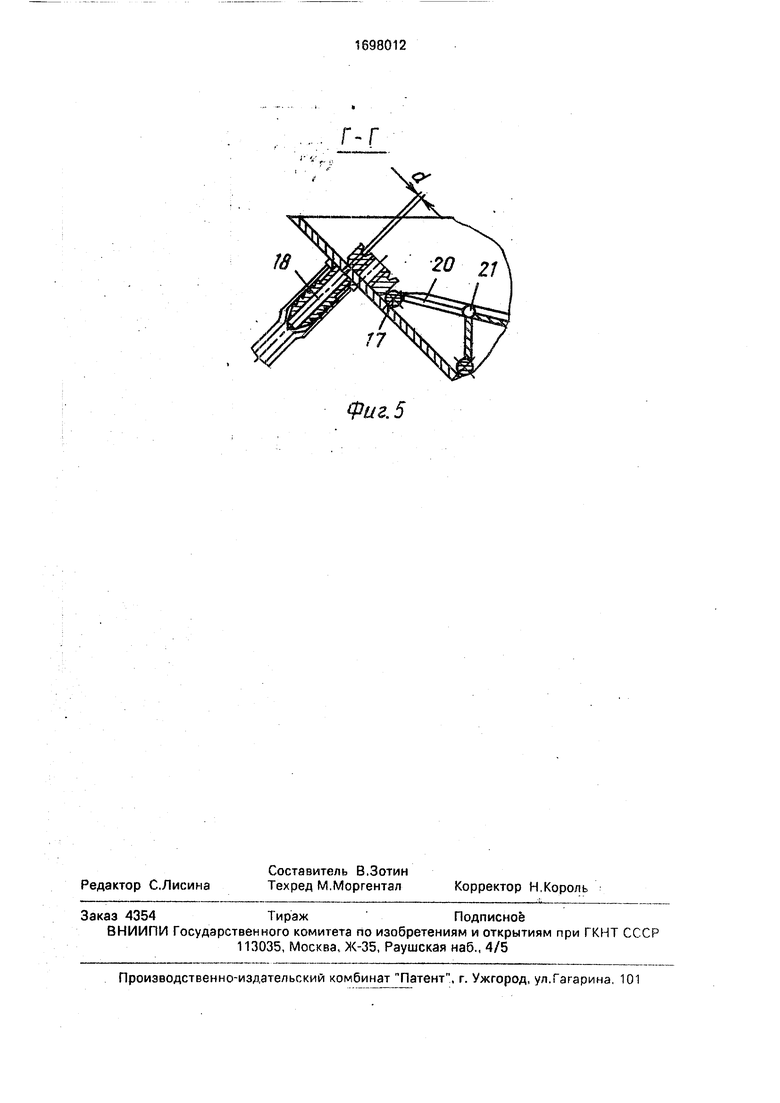
На фиг.1 схематически изображено устройство для контактной сварки; на фиг.2 - вид А на фиг.1; на фиг.З - сечение Б-Б на фиг.2; на фиг,4 - сечение В-В на фиг.1; на фиг.5 - сечение Г-Г на фиг.2.
Устройство для контактной сварки содержит верхний 1 и нижний 2 электрододержатели с электродами, размещенные в соответствующих верхнем 3 и нижнем 4 кронштейнах корпуса 5 сварочной машины,
вибрационный бункер 6 и механизм 7 подачи, выполненный в виде полого цилиндра со ступенчатым штоком 8, большая ступень которого соединена с поршнем пневмоци- линдра 9, а меньшая ступень имеет заостренную форму, установленного с возможностью направления и перемещения свариваемой детали на рабочую поверхность нижнего электрода.
В торце полого цилиндра выполнено приемное гнездо 10 под свариваемую деталь, замыкаемое подпружиненными собачками 11, закрепленными на осях в корпусе 12 полого цилиндра, связанного с верхним кронштейном 3 электрододержателя 1 сварочной машины регулируемой тягой 13, выполненной раздвижной, а с вибрационным бункером 6 - гибким шлангом 14.
Раздвижная тяга 13 связана с верхним1 кронштейном 3 электрододержателя 1 шар- нирно, что позволяет регулировать угол наО
ю
00
о
ю
клона а, а с корпусом 12 полого цилиндра - хомутом с возможностью осевого смещения к рабочей поверхности электрододер- жателя на расстояние L
Вибрационный бункер 6, выполнен в виде закрепленной на вибропроводе 15 конической чаши 16 с винтовым лотком 17, расположенным на внутренней поверхности чаши, и подведенными патрубками 18 и 19 подачи воздуха. Один патрубок для сброса несориентированных деталей, а другой - для транспортировки сориентированных деталей по гибкому шлангу 14 к механизму 7 подачи.
В конической чаше 16 вибробункера 6 размещено дополнительное ориентирующее средство, выполненное в виде закрепленной в центре конической чаши 16 под углом к верхнему наружному винту лотка планки 20, на консольном конце которой размещен щиток 21, направленный к предыдущему витку лотка.
Устройство для контактной сварки работает следующим образом.
На рабочую поверхность нижнего электрода размещают одну из свариваемых деталей. Вторую деталь подают следующим образом. При движении ее в конической чаше 16 вибрационного привода 15 по винтовому лотку 17, расположенному на внутренней поверхности чаши, деталь попадает в зону подачи воздуха по первому патрубку 18. Перекрыв диаметр отверстия d гладкой стороной, деталь проходит эту зону, так как при плотном перекрытии отверстия сила, действующая на деталь, равна произведению площади на удельное давление, что позволяет удерживать деталь на винтовом лотке 17, а если деталь попадает рельефной стороной, то происходит ее сброс, так как удельное давление воздуха увеличивается на площадь детали. После сброса с винтово- го лотка 17 деталь попадает на вибрирующую пластину 20, закрепленную в центре конической чаши 16 вибробункера 6, скользит по ней, переворачивается и по щитку 21, закрепленному консольно на конце пластины 20, попадает сориентированной на предыдущей виток лотка 17, а не на дно чаши, что сокращает время подачи и ориентирования.
После сортировки сориентированные детали попадают в зону подачи воздуха по второму патрубку 19 и по гибкому шлангу 14 транспортируются в приемное гнездо 10, замыкаемое подпружиненными собачками 11, закрепленным на осях в корпусе 12 полого цилиндра механизма 7 подачи, соеди- ненного с верхним кронштейном 3 электрододержателя 1 корпуса 5 свароч0
5
0
5
0
5
0
5
0
5
ной машины шарнирно раздвижной тягой 13 перед сваркой, ориентируемой под углом наклона а.
Перед сваркой ступенчатый шток 8, ступень с большим диаметром которого соединена с поршнем пневмоцилиндра 9, а с меньшим диаметром имеет заостренную форму кольца, перемещаясь от пневмоцилиндра 9 в корпусе 12 полого цилиндра на определенное расстояние L проходит через отверстие верхней свариваемой детали, соединяясь с выступом рабочей поверхности нижнего электрододержателя 2, размещенного в соответствующем нижнем кронштейне 4 корпуса 5 сварочной машины, а в конце i хода ступенью штока выбивает деталь из подпружиненных собачек 11 и деталь, скользя по штоку 8, попадает сверху на свариваемое изделие, сориентированное по выступу нижнего электрода, после чего ступенчатый шток 8 отходит, происходит подвод верхнего электрододержателя 1 с электродом к нижнему электрододержателю 2 и происходит сварка.
Таким образом, устройство позволяет получить качественно сваренное изделие в результате того, что на нижнем электродо- держателе размещают корпусные детали больших масс или малогабаритные детали любой конструкции, а сверху подают вторую свариваемую деталь, точно ориентированную относительно первой, Точность ориентирования достигается тем, что деталь, предварительно ориентированная из вибробункера, подается в гнездо цилиндра механизма подачи, а затем перемещается по наконечнику штока на поверхность нижней детали. В процессе перемещения наконечник обеспечивает направленное и фиксиро-. ванное положение детали, подаваемой сверху, относительно нижней детали.
При движении детали в конической чаше 16 вибрационного привода 15 по винтовому лотку 17, расположенному на внутренней поверхности чаши, деталь .попадает в зону подачи воздуха на первому патрубку 18. Перекрыв диаметр отверстия d гладкой стороной, деталь проходит эту зону, так i как при плотном перекрывании отверстия сила, действующая на деталь, равна произведению площади на удельное давление, что позволяет удерживать деталь на винтовом лотке 17, а если деталь попадает рельефной стороной, то происходит ее сброс, так как удельное давление воздуха увеличивается на пло- |Щэдь детали.
Таким образом, процесс ориентации деталей и их отбор правильно сориентированных
начинает осуществляться в вибрационном бункере.
Подача детали снизу вверх по гибкому шлангу 14 в гнездо механизма подачи осуществляется импульсной струей сжатого воздуха, поступающего по патрубку 19.
Подача деталей из конической чаши вибрационного бункера по гибкому шлангу снизу вверх позволяет оператору произво- дить загрузку деталей без дополнительных средств и приспособлений, так как чаша находится на низком рабочем уровне, гарантируя удобство обслуживания машины.
Существенным является расположение механизма подачи под углом к электроду нижнего электрододерждателя, так как в процессе работы устройства выдвигается ступень штока 8 с меньшим диаметром к электроду, на посадочном диаметре которого уже размещена крупная деталь, а заостренный конец штока 8 создает направление для перемещения мелкой детали и ее точного расположения относительно оси нижнего электрода на поверхности крупной детали, Таким образом, деталь подается к месту сварки, съезжая по заостренному концу штока 8 и затем попадает на посадочный диаметр нижнего электрода. Расположение механизма подачи под углом к нижнему электрододержателю осуществляет перемещение детали под собственным весом и строго ориентировано в зону сварки.
Выполнение в чаше бункера вибраци- онной пластины 20, закрепленной в центре чаши, на которую после сброса попадает деталь, скользит по ней, переворачиваясь, и по щитку 21, закрепленному консольно на конце пластины 20, попадает сориентиро- ванной на предыдущий виток лотка 17, а не на дно чаши, сокращает время подачи и ориентирования.
Автоматизация процесса сборки свариваемых деталей в результате внедрения предлагаемого устройства контактной сварки позволяет не только повысить качество сварки, но и уменьшить травматизм путем исключения приемов ручного труда при сборке и увеличить общую производи- тельность.
Формула изобретения
1.Устройство для контактной сварки, содержащее верхний и нижний электродо- держатели с электродами, размещенные в соответствующих кронштейнах корпуса, вибрационный бункер с вибропроводом и механизм подачи с пневмоприводом, связанным с верхним кронштейном и с вибрационным бункером посредством гибкого шланга, отличающееся тем, что, с целью повышения качества сварки за счет обеспечения более точного ориентирования и подачи деталей типа гаек, банок, шайб и т.д., имеющих одну из сторон гладкую, а другую - рельефную, для контактной сварки с другой деталью, механизм подачи выполнен в виде полого цилиндра с двухступенчатым штоком, ступень большего диаметра которого соединена с поршнем пневмоци- линдра подачи деталей, а ступень меньшего диаметра имеет заостренную форму для установки свариваемой детали на рабочую поверхность нижнего электрода, в торце цилиндра выполнено приемное гнездо под свариваемую деталь, гнездо снабжено закрепленным в корпусе полого цилиндра подпружиненными собачками для удержания детали и соединено гибким шлангом с вибрационным бункером, выполненным в виде закрепленной на вибропроводе конической чаши с винтовым лотком, закрепленным на внутренней поверхности чаши, и патрубками подачи воздуха, сброса несориентированной детали и транспортировки сориентированной свариваемой детали по гибкому шлангу в приемное гнездо механизма подачи, при этом пневмоцилиндр механизма подачи установлен наклонной к оси электрода нижнего электроде держателя и снабжен регулируемой по длине тягой, соединенной одним концом шарнирно с верхним кронштейном, а другим - с цилиндром.
2.Устройство поп.1,отличающее- с я тем, что снабжено дополнительным ориентирующим устройством, выполненным в виде закрепленной консолью в центре чаши вибробункера наклонно к наружному витку лотка плёнки с отверстием и отсекающего щитка установленного на планке.
Фив.1 ЪидА
Фш.2
16
5-5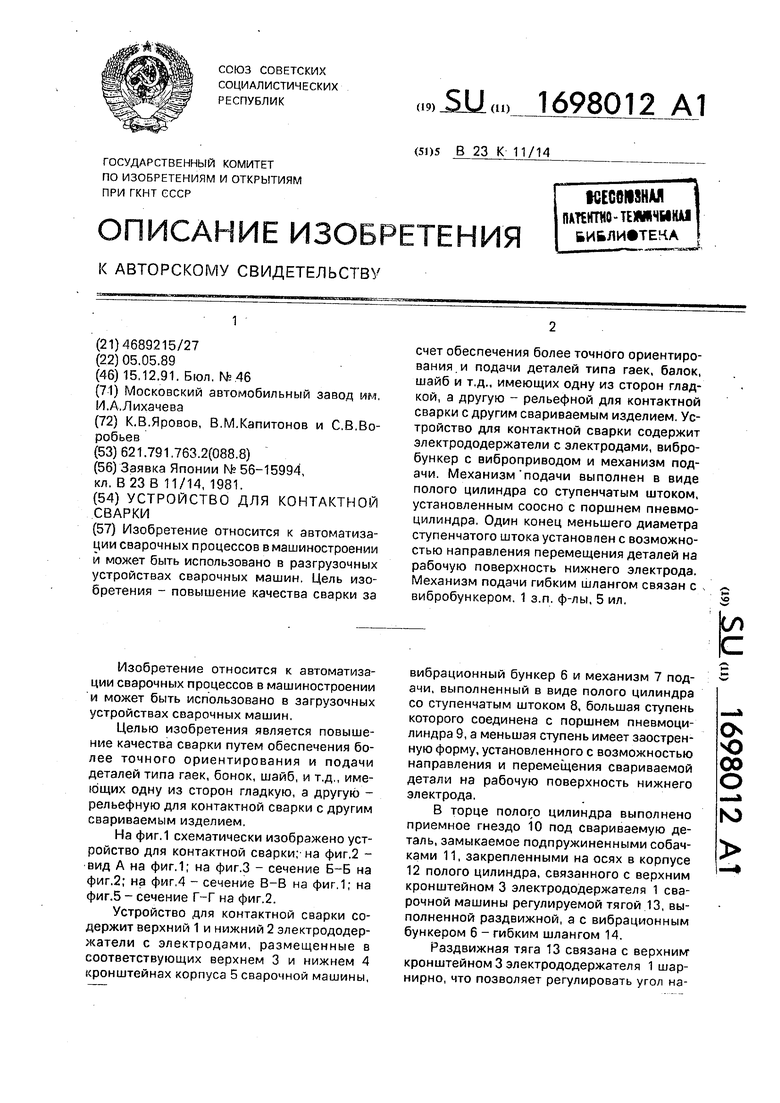


| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для многоточечной контактной сварки | 1974 |
|
SU515611A1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ | 1992 |
|
RU2019371C1 |
| Механизм сжатия машин для контактной точечной и рельефной микросварки | 1987 |
|
SU1551495A1 |
| Пистолет для контактной точечной сварки | 1977 |
|
SU656768A1 |
| Установка для контактной рельефной сварки | 1984 |
|
SU1199531A1 |
| Устройство для сборки и контактной сварки деталей | 1978 |
|
SU770696A1 |
| Устройство для контактной точечной сварки | 1988 |
|
SU1698013A1 |
| Установка для многоточечной контактной сварки | 1982 |
|
SU1092020A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ И РЕЛЬЕФНОЙСВАРКИ | 1971 |
|
SU298446A1 |
Изобретение относится к автоматизации сварочных процессов в машиностроении и может быть использовано в разгрузочных устройствах сварочных машин. Цель изобретения - повышение качества сварки за счет обеспечения более точного ориентирования и подачи деталей типа гаек, балок, шайб и т.д., имеющих одну из сторон гладкой, а другую - рельефной для контактной сварки с другим свариваемым изделием. Устройство для контактной сварки содержит электрододержатели с электродами, вибробункер с виброприводом и механизм подачи. Механизм подачи выполнен в виде полого цилиндра со ступенчатым штоком, установленным соосно с поршнем пневмо- цилиндра, Один конец меньшего диаметра ступенчатого штока установлен с возможностью направления перемещения деталей на рабочую поверхность нижнего электрода. Механизм подачи гибким шлангом связан с вибробункером. 1 з.п. ф-лы, 5 ил,
72
77
v
wW I.
ГТ
ФигМ
.. г-г
Фиг. 5
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
