(54) УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для абразивной центробежной обработки деталей | 1977 |
|
SU716794A2 |
| Способ обработки поверхностей деталей | 1980 |
|
SU921810A2 |
| Устройство для абразивной центробежной обработки деталей | 1978 |
|
SU1032664A2 |
| Устройство для абразивной центро-бЕжНОй ОбРАбОТКи дЕТАлЕй | 1979 |
|
SU844244A2 |
| Установка для обработки поверхностей деталей | 1974 |
|
SU937130A2 |
| Устройство для обработки поверхностей деталей | 1983 |
|
SU1164042A1 |
| Устройство для абразивной центробежной обработки деталей | 1977 |
|
SU941165A2 |
| Устройство для обработки поверхностей деталей | 1974 |
|
SU512901A2 |
| Устройство для обработки поверхностей деталей | 1977 |
|
SU632552A2 |
| СПОСОБ БАРАБАННОЙ ГАЛТОВКИ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ | 2019 |
|
RU2703083C1 |
1
Изобретение относится к машиностроению и может быть использовано для обработки мелких деталей гранулированной абразивно-полирующей массой.
По основному авт.св. 656816 известно устройство для абразивной обработки деталей в емкости, выполненной в виде двух горизонтально расположенных конусообразных полубарабанов, направленных большими основаниями навстречу друг другу, причем между полубарабанами установлен полый элемент, сообщающий рабочей см си дополнительную кинетическую ,энергию 1.
Цель изобретения - повышение производительности обработки деталей.
Достигается она тем, что полый элемент кинематически соединен с полубарабанами и снабжен вибраторами.
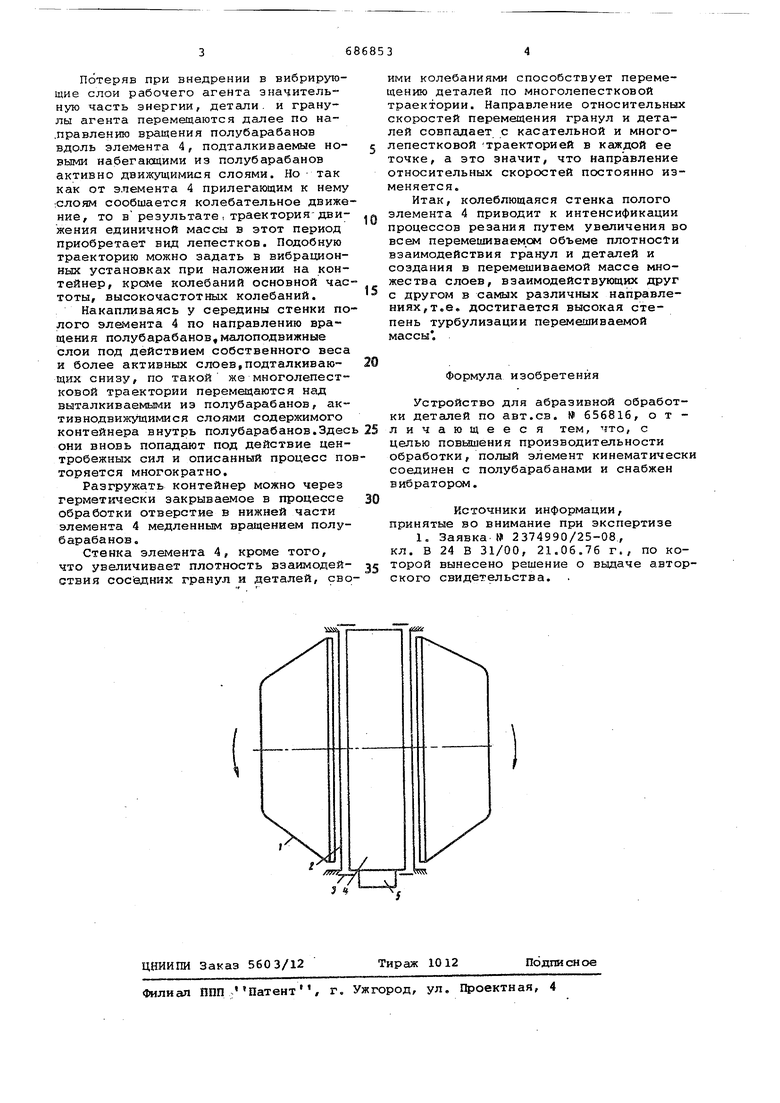
На чертеже показан составной контейнер описываемого устройства.
Устройство содержит две вращающиеся вокруг горизонтальной оси симметричные чаши (полубарабаны) 1, неподвижные кольца 2, уплотняющие чаши с минимальным зазором, и резиновые вставки 3, жестко прикрепленные к кольцам и полому элементу 4, установленному соосно с полубарабанами. На полом элементе установлен вибратор 5.
При работе устройства гранулы рабочего агента и обрабатываемые детали загружаются через отверстия в верхней части цилиндрического полого элемента 4. Ог привода (на черте0же не показан) полубарабаны 1 приводятся во вращение в одну сторону.
На этом этапе появление о тносительных скоростей перемещения гранул рабочего агента и соседних к ним обрабатываемых деталей обуславливается разностью их объемных весов и разностью -расстояний от центра чаш, а высокая плотность взаимодействия деталей и гранул агента - наличием малоподвижных слоев содержимого контейнера, прилегающих к элементу 4,и значительной величиной центробежной силы, перемещающей массу.
5 В месте перехода от полубарабанов 1 к элементу 4 максимально ускоренные детали внедряются в вибрирующие слои содержимого контейнера. При этом с обрабатываемых поверхностей снимает0 с я значительный слой металла. Потеряв при внедрении в вибрирующие слои рабочего агента значительную часть энергии, детали, и гранулы агента перемещаются далее по на.правлению вращения полубарабанов вдоль элемента 4, подталкиваемые новыми набегаюцими из полубарабанов активно движущимися слоями. Но так как от элемента 4 прилегающим к нему :слоям сообшается колебательное движе ние, то врезультате,траектория-движения единичной массы в этот период приобретает вид лепестков. Подобную траекторию можно задать в вибрационных установках при наложении на контейнер, колебаний основной час тоты, высокочастотных колебаний. Накапливаясь у середины стенки по лого элемента 4 по направлению вращения полубарабанов,малоподвижные слои под действием собственного веса и более активных слоев,подталкивающих снизу, по такой же многолепест ковой траектории перемещаются Нс1Д выталкиваекими из полубарабанов, активнодвижущимися слоями содержимого контейнера внутрь полубарабанов.Здес они вновь попадают под действие центробежных сил и описанный процесс по торяется многократно. Разгружать контейнер можно через герметически закрываемое в процессе обработки отверстие в нижней части элемента 4 медленным вращением полубарабанов. Стенка элемента 4, кроме того, что увеличивает плотность эзаимодействия сос1эдних гранул и деталей, сво ими колебаниями способствует перемещению деталей по многолепестковой траектории. Направление относительных скоростей перемещения гранул и деталей совпадает с касательной и многолепестковой Траекторией в каждой ее точке, а это значит, что направление относительных скоростей постоянно изменяется. Итак, колеблющаяся стенка полого элемента 4 приводит к интенсификации процессов резания путем увеличения во всем перемешиваемом объеме плотности взаимодействия гранул и деталей и создания в перемешиваемой массе множества слоев, взаимодействукяцих друг с другом в самых различных направлениях, т.е. достигается высокая степень турбулизации перемешиваемой массы. Формула изобретения Устройство для абразивной обработки деталей по авт.св. № 656816, отличающееся тем, что, с целью повышения производительности обработки, полый элемент кинематически соединен с полубарабанами и снабжен вибраторсм. Источники информации, принятые во внимание при экспертизе 1. Заявка W 2374990/25-08, кл. В 24 В 31/00, 21.06.76 г., по которой вынесено решение о выдаче авторского свидетельства.
