1
Изобретение относится к поверхностной обработке деталей в галтовочных и центробежных барабанах и может быть использовано в машиностроительной, литейной и других промышл е нностях.
Из основного авт.св. № 656816 известно устройство для абразивной центробежной обработки деталей, размещенных в емкости, выполненной Е виде двух горизонтально расположенных конусообразных полубарабанов, направленных большими основаниями навстречу один другому, между которыми установлен полый элемент со сквозным фигурным отверстием.
Недостатком известного устройства является то, что в зоне фигурного отверстия при высоких оборотах полубарабанов будут образовываться пустоты за нисходящей ветвью лопасти, рабочая смесь не успеет заполнить образующуюся пустоту, что. скажется на производительность установки, причем при увеличении оборотов объем образующейся пустоты будет увеличиваться.
Цель изобретения - увеличение производитеиьности.
Это достигается тем, что лопасти полого элемента снабжены желобами.
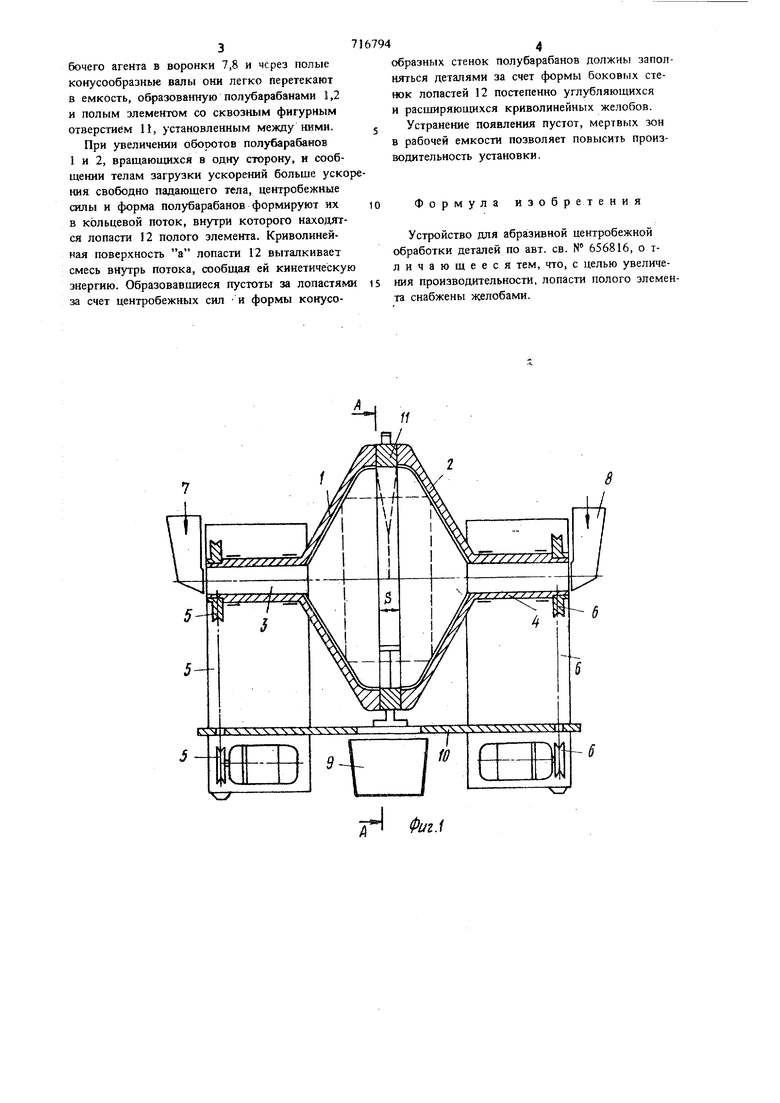
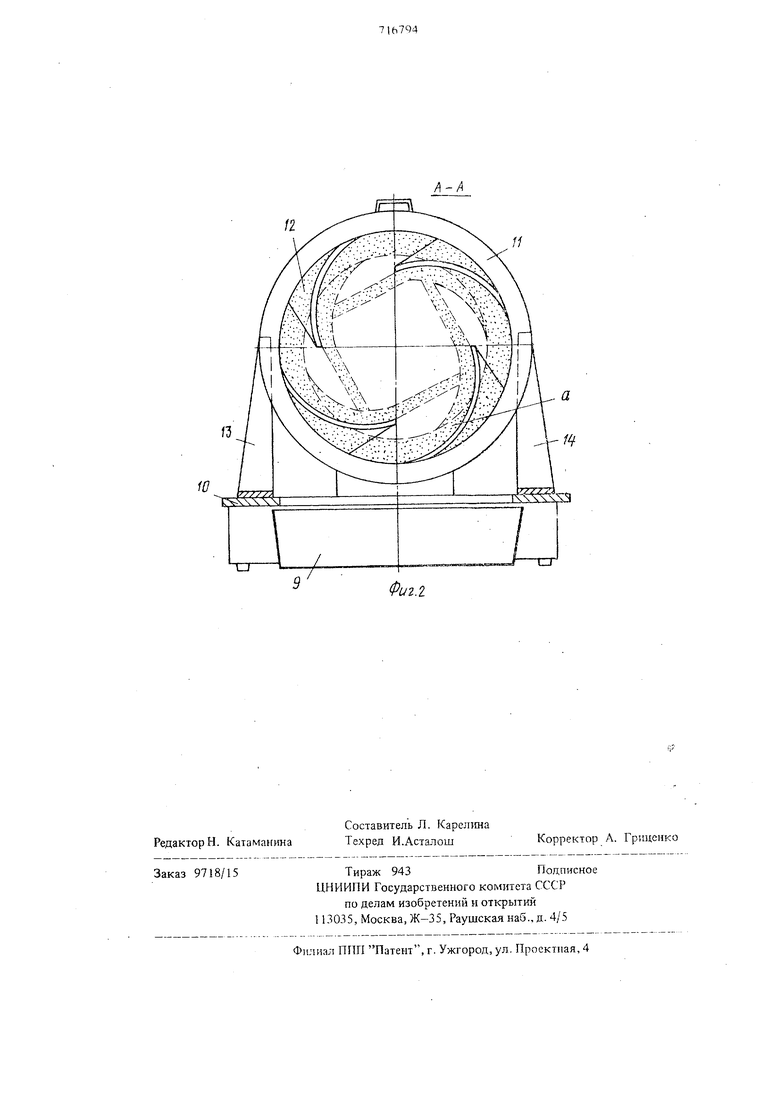
На фиг. 1 - схематично изображено устройство, продольный разрез: на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит (см. фиг. I) два полубарабана 1 и 2 с полыми валами 3 и 4, выполненными с малым конусом в сторону барабанов, приводы 5 и 6 вращения полубарабанов, воронки для загрузки емкости через полые валы полубарабанов соответственно 7 и 8, тару 9 для выгружаемых деталей, монтажную плиту 10 с проемом для выгрузки, полый элемент 11 со сквознь1м фигурным отверстием, установленный между полубарабанами I и 2, снабженный лопастями 12, S - ширина полого элемента, установку которого осуществляют при помощи кронштейнов 13 и 14.
Полубарабаны внутри футерованы материало с большим коэффициентом трения.
Работает устройство следующим образом. Включают приводы 5,6 вращения попубарабанов 1 и 2, засыпают смесь из деталей и рабочего агента в воронки 7,8 и через полые конусообразные валы они легко перетекают в емкость, образованную полубарабанами 1,2 и полым элементом со сквозным фигурным отверстием 11, установленным между ними. При увеличении оборотов полубарабанов I и 2, вращающихся в одну сторону, и сообщении телам загрузки ускорений больше ускорения свободно падающего тела, центробежные силы и форма полубарабанов формируют их в кольцевой поток, внутри которого на:1содятся лопасти 12 полого элемента. Криволинейная поверхность а лопасти 12 выталкивает смесь внутрь потока, сообщая ей кинетическую энергию. Образовавишеся пустоты за лопастями за счет центробежных сил и формы конусообразных стенок полубарабанов должны заполняться деталями за счет формы боковых стенок лопастей 12 постепенно углубляющихся и расширяющихся криволинейных желобов.
Устранение появления пустот, мертвых зон в рабочей емкости позволяет повысить производительность установки.
Формула изобр е т е н и я
Устройство для абразивной центробежной обработки деталей по авт. св. № 656816, о тличающееся тем, что, с целью увеличения производительности, лопасти полого элемента снабжены желобами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для абразивной центро-бЕжНОй ОбРАбОТКи дЕТАлЕй | 1979 |
|
SU844244A2 |
| Устройство для абразивной центробежной обработки деталей | 1976 |
|
SU656816A1 |
| Устройство для абразивной центробежной обработки деталей | 1978 |
|
SU1032664A2 |
| Устройство для абразивной центробежной обработки деталей | 1977 |
|
SU941165A2 |
| Установка для обработки поверхностей деталей | 1974 |
|
SU937130A2 |
| Устройство для обработки поверхностей деталей | 1983 |
|
SU1168393A1 |
| Устройство для обработки поверхностей деталей | 1974 |
|
SU512901A2 |
| Устройство для обработки поверхностей деталей | 1981 |
|
SU984831A2 |
| Устройство для обработки поверхностей деталей | 1974 |
|
SU476965A1 |
| Устройство для обработки поверхности деталей | 1989 |
|
SU1705037A1 |
Гп Фиг.
12
Л-/1
Фиг.г
