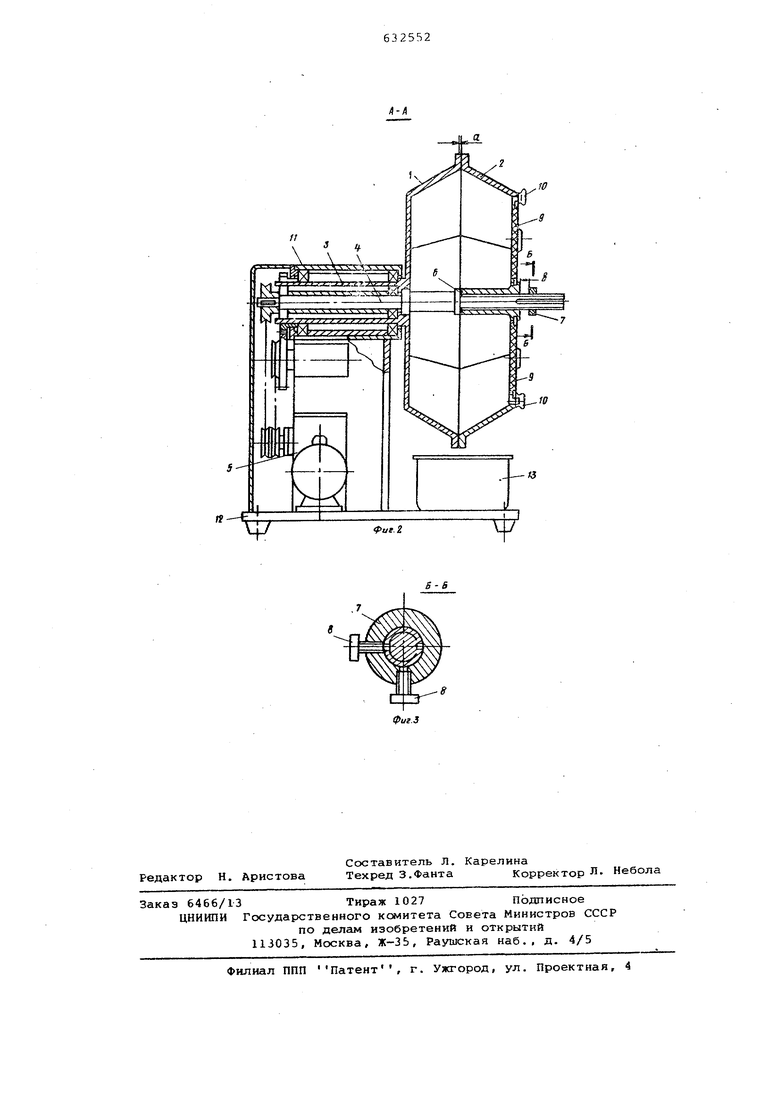
бу 6, которая подобрана по толщине так, что при этом между фланцами полубарабанов 1 и 2 остается кольцевой зазор а, меньший размеров деталей и тел наполнителя, но достаточно большой длч размеров отходов, котор ые образуются в процессе работы устройства (частицы пыли от абразива и мелкая металлическая стружка). На наружный винтовой конец вала 4 навинчивается .гайка 7 на размер g и стопорится стопорньм элементом 8. Размер и должен быть больше размеров деталей и тел наполнителя. Открывается одна из крьдиек 9 и через образовавшееся окно лотком разгружается в емность, образованную двумя полубарабанами 1 и 2, детали и абразивные -тел а.
Затем крьн1жа устанавливается на место и стопорится барашком 10. Включается привод 5 полубарабанов 1 и 2, которые вращаются в разные стороны, причем полубарабан 1 вращается по часовой стрелке, а полубарабан 2 против часовой стрелки, поэтому он стремится быть всегда навинченным
на винтовой конец вала 4 до упора в шайбу б, этому способствуют и загруженные в емкость тела,
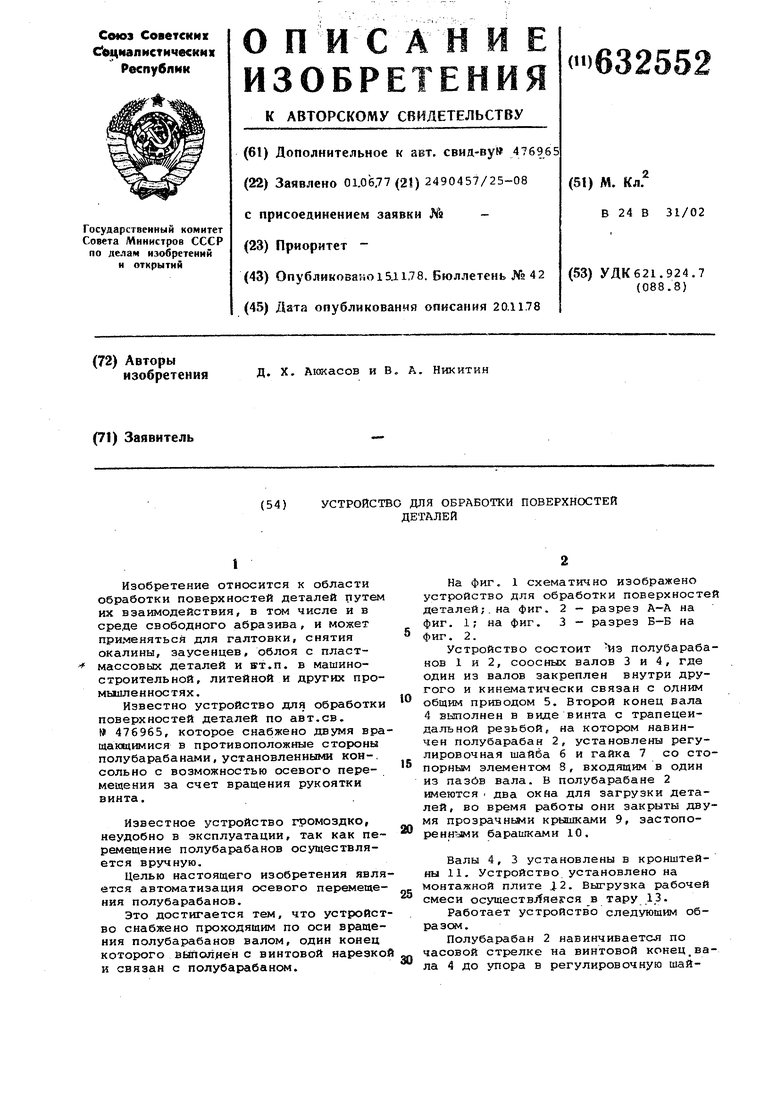
Перед окончанием обработки уменьшают скорость вращения полубарабано
чтобы встречные потоки вращались с ускорением, меньшим ускорения сво,бедного падения, и включают реверс привода. При этом за счет сил инерции полубаоабан 2 ввинчивается и перемещается вправо на величину в до упора в гайку 7, и загрузка высыпается на емкости в тару 13. Затем при реверсе вращения полубарабан 2 движется влево до упора, привод останавливается, установка готова к роботе, а весь цикл можно вновь повторить.
Предложенное техническое решение отличается от известных простотой конструкции, малыми габаритами и возможностью автоматизировать весь цикл обработки деталей для основной номенклатуры обрабатываемых деталей.
Формула изобретения
Устройство для обработки поверхностей jqeT алей по авт.св. № 476965, отличающееся тем, что, с целью автоматизации осевого перемещения полубарабанов, устройство снабжено проходящим по оси вращения полубарабанов валом, один конец которого выполнен с винтовой нарезкой и связан с полубарабаном.
/;
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки поверхностей деталей | 1981 |
|
SU984831A2 |
| Устройство для обработки деталей | 1979 |
|
SU831570A1 |
| Устройство для обработки поверхностей деталей | 1974 |
|
SU476965A1 |
| Галтовочное устройство | 1990 |
|
SU1797562A3 |
| Способ обработки поверхностей деталей | 1980 |
|
SU921810A2 |
| Устройство для обработки поверхностей деталей | 1983 |
|
SU1168393A1 |
| Способ обработки поверхностей деталей | 1980 |
|
SU931406A2 |
| Устройство для абразивной центробежной обработки деталей | 1978 |
|
SU1032664A2 |
| Устройство для обработки поверхностей деталей | 1980 |
|
SU865628A2 |
| Установка для обработки поверхностей деталей | 1974 |
|
SU937130A2 |