мая длинномерная деталь движется в направлении 16.
Работает установка еледующим образом.
Включают регулируемый привод полубарабанов 1 и 2 и полого элемента 9.
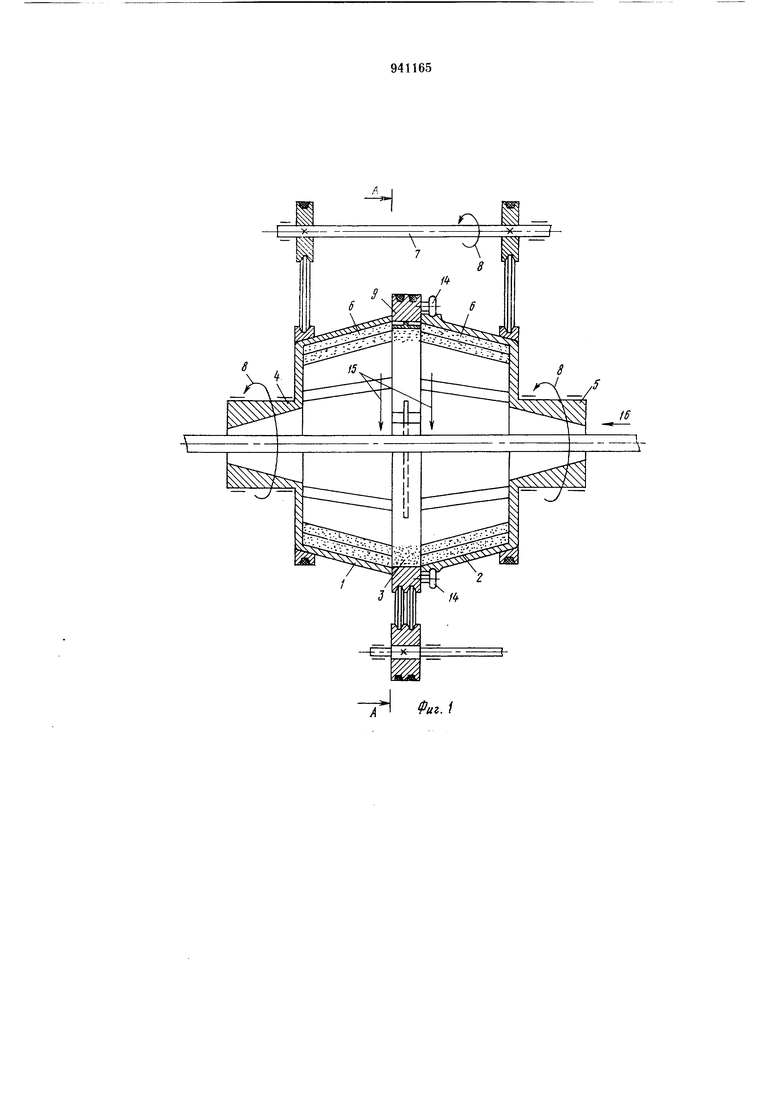
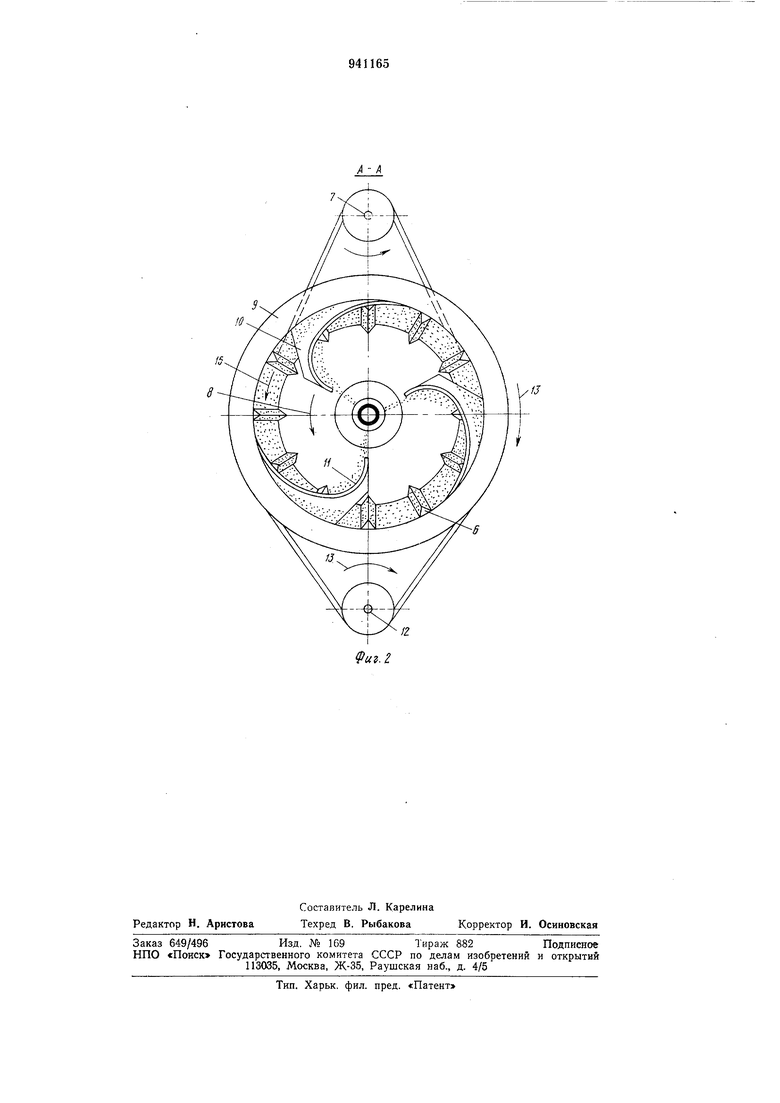
Сообщают рабочим телам загрузки, находящимся в емкости, ускорения больше ускорения свободного падения (9,8 м/сек). При этом рабочие тела загрузки стремятся сформироваться в единый кольцевой поток, однако, выбрасыватели 10 полого элемента 9, находящиеся в середине потока, стремятся его разъединить и образуют рабочие потоки тел, направленные внутрь емкости, на поверхность обрабатываемой длинном-ерной детали. Рабочие тела бомбардируют поверхность детали, которая движется по центру емкости вдоль ее оси вращения. Рабочие тела, отразившись от поверхности детали, падают внутрь полубарабанов, но наличие ребер внутри полубарабанов позволяет мгновенно сообщить рабочим телам большие кинетические энергии, а конусообразная форма внутренней полости полубарабанов выносит рабочие тела в полость полого элемента и они вновь участвуют в работе.
Ввиду большой скорости рабочих тел процесс обработки поверхности длинномерного тела - интенсивный. Так как полый
элемент сам вращается относительно обрабатываемой детали, то рабочие потоки по винтовой линии обегают его, и поверхность равномерно обрабатывается независимо от
его формы в поперечном сечении. Интенсивность обработки можно регулировать простым увеличением оборотов регулируемого привода 7 независимо от вида обработки: при очистке поверхности, при упрочнеНИИ поверхности (если рабочими телами являются шарики) или KOM6HHHpoBaHHON; виде обработки.
Устройство обеспечивает равномерную обработку поверхности длинномерных деталей.
Формула изобретения
Устройство для абразивной цектробежной обработки деталей по авт. св. 656816, отличающееся тем, что, с целью интенсификации обработки, устройство снабжено роликами, смонтированными на полом элементе с возможностью обкатывания ими наружной поверхности одного из полубарабанов.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР
№ 656816, кл. В 24 В 31/08, 1976.
W
IZ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для абразивной центробежной обработки деталей | 1978 |
|
SU1032664A2 |
| Устройство для абразивной центробежной обработки деталей | 1977 |
|
SU716794A2 |
| Устройство для абразивной центробежной обработки деталей | 1976 |
|
SU656816A1 |
| Устройство для абразивной центро-бЕжНОй ОбРАбОТКи дЕТАлЕй | 1979 |
|
SU844244A2 |
| Установка для обработки поверхностей деталей | 1974 |
|
SU937130A2 |
| Устройство для обработки деталей | 1979 |
|
SU831570A1 |
| Устройство для обработки поверхностей деталей | 1983 |
|
SU1168393A1 |
| Устройство для обработки поверхностей деталей | 1977 |
|
SU632552A2 |
| Устройство для обработки поверхностей деталей | 1981 |
|
SU984831A2 |
| Устройство для обработки поверхности деталей | 1989 |
|
SU1705037A1 |