(54) СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения материала для изготовления эластичного абразивного инструмента | 1974 |
|
SU566726A1 |
| Чистящая салфетка | 1986 |
|
SU1373741A1 |
| ПЛИТА, СИНТЕЗИРОВАННАЯ ИЗ ПОРОШКА ИЗ НЕГОДНЫХ ПЕЧАТНЫХ ПЛАТ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2544707C2 |
| Бумажная масса | 1980 |
|
SU896138A1 |
| Состав для подложки полировального инструмента | 1990 |
|
SU1835422A1 |
| Способ изготовления абразивных дисков | 1975 |
|
SU691286A1 |
| Состав для изготовления абразивного инструмента | 1986 |
|
SU1509239A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ КОНТАКТНЫХ ПОВЕРХНОСТЕЙ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 1992 |
|
RU2010465C1 |
| Шлифовальный материал | 1987 |
|
SU1421508A1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2100385C1 |
Изобретение относится к составам для изготовления абразивных инструметов, предназначенных для зачистки плат печатного монтажа.
Известен состав для изготовления абразивного инструмента, содержащий абразив и связующее, состоящее из водного раствора мочевино-формальдегидной смолы и хлористого аммония, и полипропиленовое волокно 1.
Инструмент, изготовленный из этого состава не обеспечивает требуемой чистоты обработанной поверхности и имеет низкую стойкость.
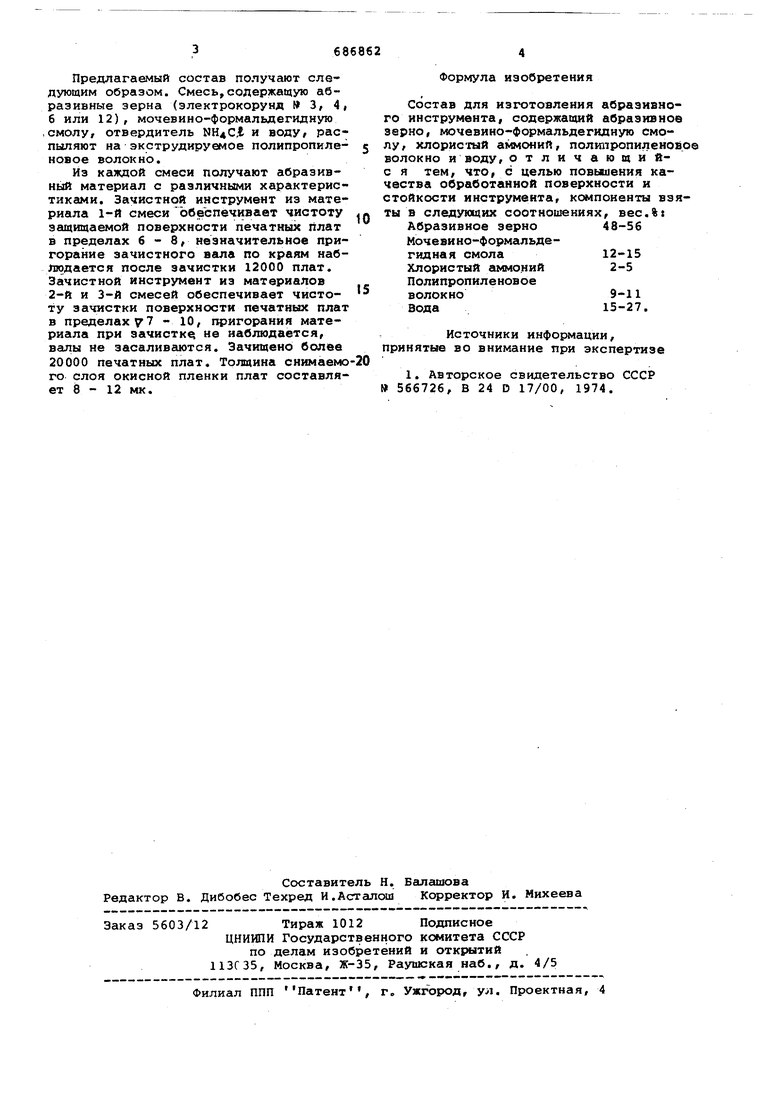
С целью повышения качества обработанной поверхности и стойкости инструмента компоненты состава берут в следующем соотношении, вес.%:
Абразивное зерно 48-56
Мочевино-формальдегидная смола12-15
Хлористый аммоний2-5
Полипропиленовое I волокно9-11
Вода15-27
Для получения абразивного материала предлагаемого состава приготовлены три смеси. Состав их показан в таблице. Предлагаемый состав получают следующим образом. Смесь, содержащую абразивные зерна (электрокорунд 3, 4, 6 или 12), мочевино-формальдегидную .смолу, отвердитель МНдС.1 и воду, распыляют на экструдируемое полипропиленовое волокно. Из каждой смеси получают абразивный материал с различными характеристиками. Зачистной инструмент из материала 1-Й смесиобеспечивает чистоту защищаемой поверхности печатных плат в пределах 6-8, незначительное пригорание зачистного вала по краям наблюдается после зачистки 12000 плат. Эачистной инструмент из материалов 2-й и 3-й смесей обеспечивает чистоту зачистки поверхности печатных плат в пределах 77 - 10, пригорания материала при зачистке; не наблюдается, валы не засаливгиотся. Зачищено более 20000 печатных плат. Толщина снимаемо го слоя окисной пленки плат составляет 8 - 12 мк. Формула изобретения Состав для изготовления абразивного инструмента, содержащий абразивное зерно, мочевино-формальдегидную смолу, хлористый аммоний, полипропиленовое волокно и воду, ртличающийс я тем, что, с целью повышения качества обработанной поверхности и стойкости инструмента, компоненты взяты в следующих соотношениях, вес.%1 Абразивное зерно 48-56 Моче ви но-формал ьдегидная смола12-15 Хлористый аммоний 2-5 Полипропиле нов ое волокно9-11 Вода15-27. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 566726, В 24 D 17/00, 1974.
