1
Изоб)еге11ис относигся к 11ромын1лениости строи1.ельиых viaiepna.ioB и может быть использовано для автомагизации пронесса укладки кирпича и подобп.ых изделий ма печные вагонетки.
Известен автомат к. 1а,1чмк кирпича на печную вагонетку, соде 1жапи1Й подъемный механизм д.:я ваюнегок. Oiiopiiyio раму. в наиравляющн.ч KOTopt)ii п(М1емеп1аетсн укладчик в виде тележки, несущей noisopoTный захват с гидрозажимами. и механизмы сталкивания, кантова1П1я и группирования кирпичей, поступающих с пресса 1.
Известен и друг ()и автомаг /мя садки кирпича на печные вагонетки, вк/ночающп . смонтированные на общей раме подъемнотранспортный механизм с тележкой продольной подачи, приводные трансиортеркаптователь и комплектовочпый стол 2.
Однако наличие передаточных механ1 змов между транспортером-кантователем и комплектовочным сто.юм снижает надежность работы автомата, создает условия для новышенной деформа1и1и изде,тий, что ухуди ает качество кирпича; отсутствие возможности регулирования скорости перемещения тележки продольной нодачп предопре.челяет в()31П1Кновеиие инерционных сил, наругпающпх точность фиксации захвага в крайних положенпях. Система набора кирпичей на комплектовочпом столе пе обесиечииает устойчивости садки.
Цельюизобретения является повышение надежности работы автомата и обеснечение возможности укладки кирпича на печные вагонетки к соответствии с заданной схемой садкн.
Это достигается тем, что автомат для садки кирпича на печные вагонетки, включающий смонтпрованн1 1е на общей раме подч емпо-транспортиьп механизм с тележкой продольно подачи и ириводные транснортер-кантовател) и ко.хпкчектовочный стол, снабжен нрогра.1МИ)Ю1пим устройством и П1ариирно-рычажным механизмом, связываюHiHM транс 1Ортер-каптоватс.н и коми,чектовочный CTO.i, а привод транспортера-кантователя выполнен в впде зубчатой передачи
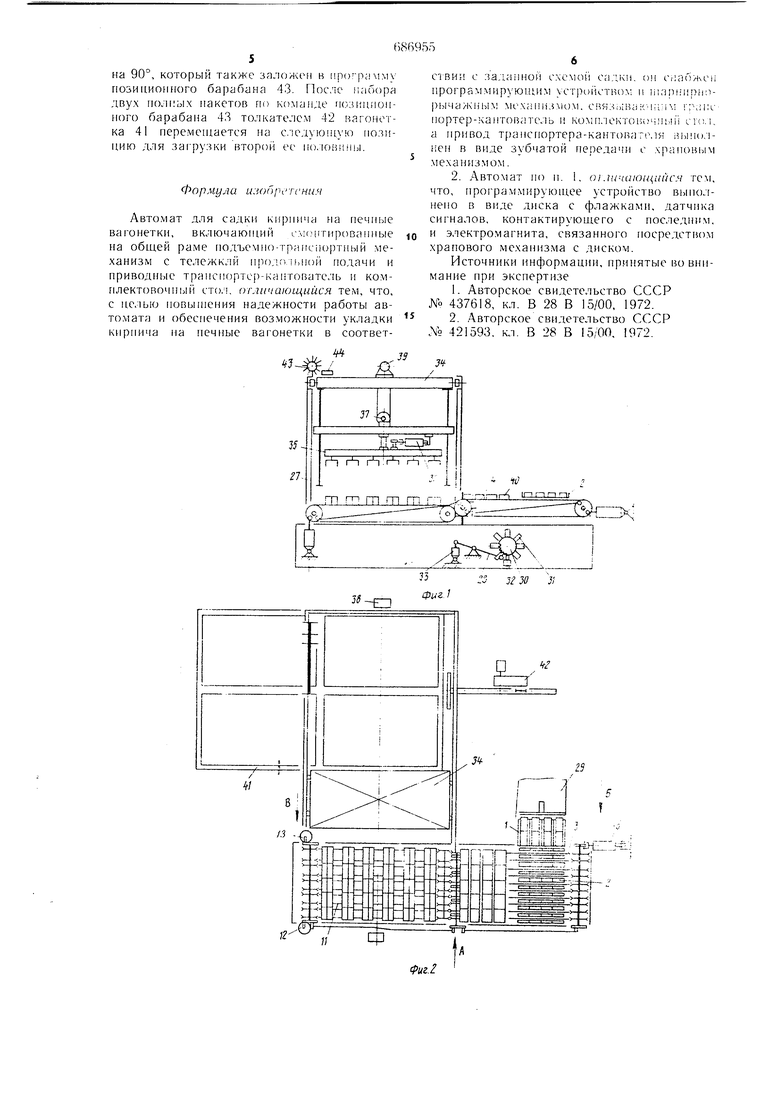
с храповым : iexaнп.iмoм, кроме того, програм%п руюп1ее -стпойство выполнено в впде диска с ф|,1аж1 а п1. датчика CHiiia.ion, контактирующс:;) о иос,1е;,ним, и TJ.ICKTJHI.;,гии i ;i. связапмого iK)cpe;ui .«),; .p;));o механизма с диском. На фиг. 1 изображен прел.;;;: ;иМыГ .ичч)мат. Qoiiuiii вид; на 1|)иг. 2 fu /ко., lut.i в 1;1ане; на фиг. 3 ;М1Д гл/ стро,1кс .Л па (|)11Г. 2; на фиг. 4 - вид по етре.чке Б на фиг. 2; иа (|)иг. 5 --- вид по стре.лкг В на фиг. 2. .Хвто.мат содержит ириемшлй ст().1ик 1, на который поступают вьгга.чкнвае.мые толкателем иресса ки)пичи, опускающиеся иолки 2, осуществляющие прием кирпичей от приемного столика и передающие и.х на клиновые ремни трансиортера-каитователя 3, кантующий вал 4, приводной .механизм 5 транспортера-кантователя, служащий для быстрого вывода кирпичей, находящихся на ремнях транспортера-кантователя, из зоны действия толкателя пресса и обеспечивающий таким образом непрерывный отбор кирпичей от пресса, включающий зубчатую передачу, состоящую из зубчатой рейки 6 и зубчатого колеса 7, и храповой механизм, состоящий из храпового колеса 8 и собачки 9, приводимые в действие пневмоцилиндром 10, комплектовочный стол 11, приводной вал которого связан кинематически с щарнирно-рычажным приводом 12 и приводом 13, обеспечивающим набор кирпичей парами. Приводной механизм включает кривощипы 14, 15, 16 и храповые механизмы 17, 18, 19 соответственно приводного вала комплектовочного стола II, кантующего вала 4, приводного вала транспортера-кантователя 3, щатуны 20, 21 и пнев.моцилиндр 22. Дополнительный привод 13 вк„тючает в себя храповой механизм, состоящий из храпового колеса 23 и собачки 24, кривощип 25 и пневмоцилиндр 26. На раме 27 установлено программирующее устройство 28, дистанциоино связанное с толкателем пресса 29, включающее диск 30 с флажками 31, контактирующими с датчиком 32 сигналов, и приводимое от и.мпульсного электромагнита 33. В направляющих рамы 27 установлена теле;кка 34 продольной подачи с кассетой 35 для захвата кирпичей с комплектовочного стола 11. Поворот кассеты на 90 для перекладки кирпичей на вагонетке осуществляется пневмоцилиндром 36, а перемещение кассеты в вертикальной плоскости - механизмом 37 подъема, установленным на тележке 34. Привод тележки 34 продольной по;и;;1чи осуществляется от механизма 38 передвижения, снабженного многоскоростным электродвигателем 39. Кирпич 40 укладывается на печную вагонетку 41, перемеп.1ающуюся от толкателя 42. Управление перемепдениями тележки 34, вагонетки 41 и поворотом кассеты 35 обеспечивается позиционным барабаном 43, приводным гп евмоцилиндром 44, дистанционно связанны.м с толкателем пресса 29. i i|ic,Viai аемый автомат работает следую.UII.M образом. К;|рпичи 40 толкателем 29 пресса полаются на приемный столик и далее - ia опускающиеся полки 2, расположенные между клиновыми ремнями транспортеракантователя 3. После набора определенного количества кирпичей 40 по ко.манде програ.ммирующего устройства 28 опускающиеся полки 2 укладывают кирпичи на ремни транспортера-кантователя 3. Затем с помощью дополпительного приводного механизма 5 транспортера-кантователя кирпичи подаются в зону кантуюгцего зала 4, после чего опускающиеся полки 2 возвращаются в исходное положение и продолжают прие.м кирпичей от пресса 29. В связи с наличием общего вспомогательного привода 12, транспортера-кантователя 3, кантующего вала 4 и комплектовочного стола 11 при ходе щтока пнев.моцилиндра 22 вниз (см. фиг. 3) кирпичи 40 перемещаются на транспортере-кантователе 3 и комплектовочном столе II, приуем собачка храпового механизма 18 кантуюн.1.его вала 4 прощелкивает, не передавая на кантующий вал 4 крутящего момента. При ходе щтока пневмоцилиндра 22 вниз собачки храповых механизмов 17, 19 приводных валов, соответственно комплектовочного стола и транспортера-кантователя, прощелкивают, не передавая на валы крутящего момента, а приводится кантующий вал 4, в результате чего кирпичи 40 из положения «на ложок на транспортере-кантователе 3 переводятся в положение на ребро на комплектовочном столе,11. Периодически срабатывающий дополнительный привод 13 комплектовочного стола 1I обеспечивает набор кирпичей парами. Порядком работы приводов 5, 12 и 13 управляет програм.мирующ.ий механиз.м 28. При наборе определенного количества пар кирпичей на комплектовочном столе 11 кассета 35 опускается на кирпичи, захватывает их и поднимается в вехнее положение. Затем с помощью механизма 38, тележка 34 продольной подачи перемещается по раме,подается в зону осадки на вагонетку дальнего от пресса 29 пакета кирпича и останавливается, взаимодействуя с управляющими упорами позиционного барабана 43, причем останов ее осуществляется при минимальной скорости. Механизм 37 подъема опускает кассеты 35 с кирпичами на вагонетку, затем кассета возвращается в верхнее положение и тележка продольной подачи помещает ее в исходное положение над комплектовочным столо.м 11. Следующую группу кассета доставляет на ближний к прессу 29 пакет кирпича. Четные ряды пакетов для перевязки укладываются с поворотом кассеты с кирпичами
на 90°, который также зялончон в позиционного барабана 43. После liaoopa двух полных пакетов по команде позиционного барабана 4Я толкателем 42 вагонетка 41 неремеп1аетея па еледуклцхю позицию для загрузки второй ее но.,|.
Формула ЫЛОП/ч7Г«НЯ
Автомат для садки кпрнича па нечные вагопеткп, включающий с.(}Итирова1ПН51е па общей раме нодъемпо-трннспортный мехапизм с тележклй нро, подачи и приводпые трапс 10ртер-ка1ггователь и комплектовочп1 1Й стол, отличающийся тем, что, с пелью повышения падежпости работы автомата и обеспечепия возможности укладки кирпича на печные вагопетки в соответствии с заданной cxeNuiH оа;,кн. он ri;a6 eii программирующим устро1Ктн(п; и шгиигипно|)ычаж1)Ы механизмом. сиязп1н;1кч;1п : . портер-кантователь и KONir.ieKTOi-;u4n;, его,i, а привод трапсиортера-ка)ггователя ).iнеп в виде зубчатой передачи с храповым механизмом.
2. Автомат но н. 1, oi.Шюющиис.ч тем, что, программирующее устройство вьнюлнено в виде диска с флажками, датчика сигналов, контактирующего с последним, и электромагнита, связанного посредством
0 храпового механизма с диском.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельетво СССР 437618, кл. В 28 В 15/00, 1972.
2.Авторское свидетельство СССР Ло 421593, кл. В 28 В 15/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для садки кирпича на печные вагонетки | 1983 |
|
SU1104023A1 |
| Автомат для садки кирпича на печные вагонетки | 1983 |
|
SU1088933A1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
| Садчик кирпича на печные вагонетки | 1988 |
|
SU1622132A1 |
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |
| Установка для садки керамических изделий на печные вагонетки | 1983 |
|
SU1098800A1 |
| АВТОМАТ-УКЛАДЧИК КИРПИЧА-СЫРЦА НА ПЕЧНУЮВАГОНЕТКУ | 1971 |
|
SU295730A1 |
| Устройство для садки кирпича на печную вагонетку | 1973 |
|
SU531742A1 |
| Транспортер-накопитель | 1979 |
|
SU808317A1 |
| Линия формования кирпича полусухого прессования | 1983 |
|
SU1217680A1 |

ifuz.Z
-22
Фиг.З
Фиг.Н
////А//777
