ND
СО
Изобретение относится к промышленности строительных материалов и может быть использовано для автоматизации процесса укладки кирпича и подобных изделий на печные вагонетки.
Известен автома для садки кирпича на печные вагонетки, содержащий смонтированные на общей раме подъемно-транспортный механизм с тележкой продольной подачи и приводные транспортер-кантователь и комплектовочный стол, причем привод транспортера-кантователя выполнен в виде зубчатой передачи с храповым механизмом 1.
Недостаток этого автомата заключается в том, что при наборе изделий на комплектовочном столе кирпичи не выставляются в одну линию, а разворачиваются один относительно другого, шаг между кирпичами нарушается и, вследствие этого, захват часто не попадает в зазоры между изделиями. Кирпичи приходится подправлять вручную. Разворот кирпичей вызван тем, что при многократном сдвигании изделий на комплектовочном столе пневмоцилиндрами некоторые ремни проскальзывают на шкивах.
Наиболее близким к изобретению по технической сущности является автомат для садки кирпича на печные вагонетки, содержащий приемный столик с толкателем, расположенные на общей раме подъемно-транспортный механизм с тележкой продольной подачи, приводные транспортер-кантователь с кантующим валом и комплектовочный стол шарнирно-рычажный механизм, соединяющий транспортер,кантователь и комплектовочный стол; подъемно-опускное выравнивающее устройство, установленное в зоне комплектовочного стола и выполненное в виде рамки, размещенной на пневматических мембранах, и профильных пластин, жестко закрепленных на рамке 2.
Недостатком известного автомата является то, что -При перемещении изделий транспортером-кантователем они контактируют с изделиями, находящимися неподвижно на приемном столике, при этом крайний, ближний к прессу ряд изделий разворачивается на некоторый угол по отношению к оси транспортеров. Кроме того, даже незначительная вибрация несущего органа транспортера-кантователя и инерционные нагрузки на изделия, возникающие при резких остановках привода, вызывают появление зазоров между кирпичами в поперечном сечении транспортера-кантователя. Это отрицательно сказывается на надежности работы захвата и, что самое нежелательное, - на устойчивости садки изделий на печной вагонетке.
Целью изобретения является повыщение устойчивости садки путем обеспечения точного выставления кирпичей на комплектовочном столе.
Поставленная цель достигается тем, что в автомате для садки кирпича на печные вагонетки, содержащем приемный столик с толкателем, расположенные на общей раме подъемно-транспортерный механизм с тележкой продольной подачи, пр-иводные транспортер-кантователь с кантующим валом и комплектовочный стол, шарнирно-рыуажный механизм, соединяющий транспортеркантователь и комплектовочный стол, подъемно-опускное выравнивающее устройство,
установленное в зоне комплектовочного стола и выполненное в виде рамки, размещенной на пневматических мембранах, и про.фильных пластин, жестко закрепленных на рамке, рама снабжена жестко закрепленными фигурными кулачками и шарнирно установленными коромыслами, на кантующем валу транспортера кантователя смонтированы торцователи изделий, а на приемном столике - регулируемые упоры, причем торцователи изделий выполнены в виде подпружиненных толкателей, установленных с возможностью контакта с кулачками рамы, коромысла щарнирно соединены с приемным столиком, регулируемые упоры которого установлены с возможностью контакта с толкателем.
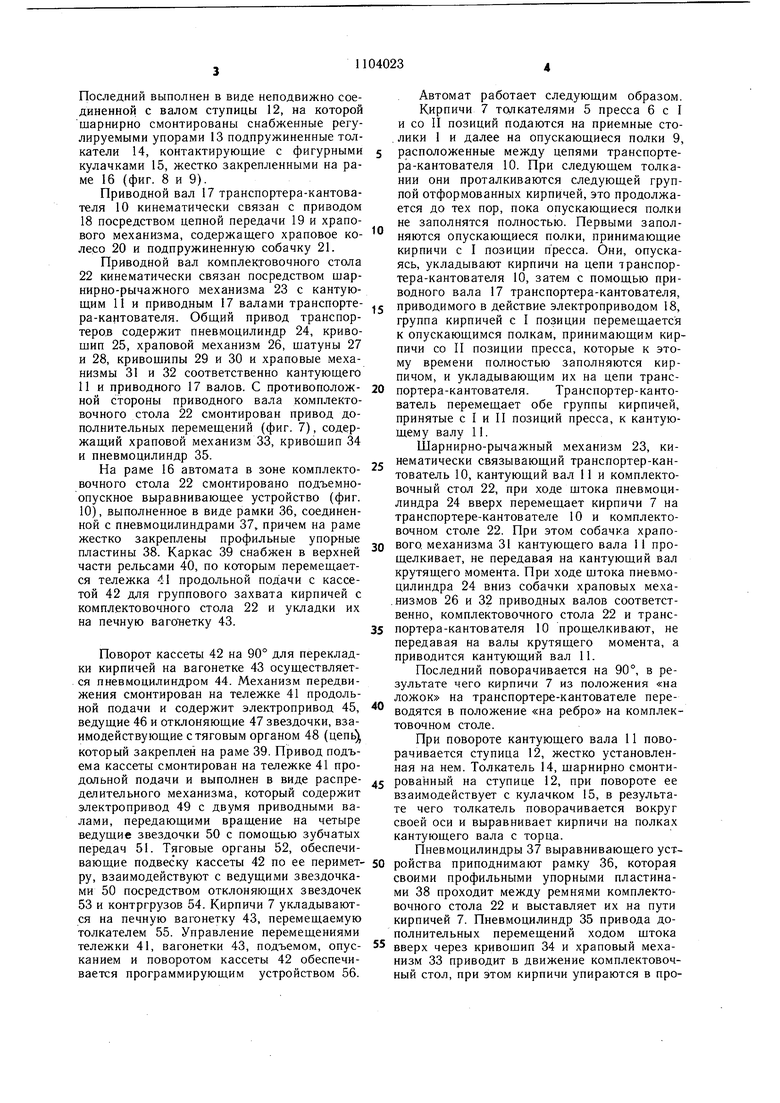
5На фиг. 1 изображен предлагаемый автомат, общий вид в плане; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1 (тележка с кассетой показана в исходном положении над комплектовочным транспортером); на фиг. 4 - разрез В-В на фиг. 1;
0 на фиг. 5 - вид Г на фиг. 2; на фиг. 6 - вид Д на фиг. 1; на фиг, 7 - вид Е на фиг. 2; на фиг. 8 - разрез Ж-Ж на фиг. 3; на фиг. 9 - разрез 3-3 на фиг. 8; на фиг. 10- разрез И-И на фиг. 1.
Автомат для садки кирпича на печные
5 вагонетки содержит приемные столики 1, шарнирно соединенные с качающимися коромыслами 2. В исходном положении коромысла прижаты к упорам 3 посредством пружин 4 растяжения.
« Толкатели 5 пресса 6 полусухого формования выталкивают кирпичи 7 на приемные столики 1, снабженные вертикаль1}ыми перегородками (фиг. 3). В конце хода толкатель 5 нажимает на регулируемые упоры 8, смонтированные на приемных столиках, при
5 этом последние вследствие шарнирного соединения с коромыслами 2 приближаются вплотную к опускающимся полкам 9. При обратном ходе толкателя 5 пресса приемный столик 1 вместе с изделиями, находящимися на нем, посредством пружин 4 возвращается
в исходное положение до контакта с упорами 3. Этим создается гарантированный зазор а (фиг. 4) между изделиями 7, находящимися на опускающихся полках 9 и на приемном столике 1.
- С опускающихся полок изделия попадают на тяговый орган (цепи) транспортеракантователя 10, на кантующем валу 11 которого смонтирован торцователь изделий.
Последний выполнен в виде неподвижно соединенной с валом ступицы 12, на которой шарнирно смонтированы снабженные регулируемыми упорами 13 подпружиненные толкатели 14, контактирующие с фигурными кулачками 15, жестко закрепленными на раме 16 (фиг. 8 и 9).
Приводной вал 17 транспортера-кантователя 10 кинематически связан с приводом 18 посредством цепной передачи 19 и храпового механизма, содержащего храповое колесо 20 и подпружиненную собачку 21.
Приводной вал комплектовочного стола 22 кинематически связан посредством шарнирно-рычажного механизма 23 с кантующим 11 и приводным 17 валами транспортера-кантователя. Общий привод транспортеров содержит пневмоцилиндр 24, кривощип 25, храповой механизм 26, щатуны 27 и 28, кривошипы 29 и 30 и храповые механизмы 31 и 32 соответственно кантующего И и приводного 17 валов. С противоположной стороны приводного вала комплектовочного стола 22 смонтирован привод дополнительных перемещений (фиг. 7), содержащий храповой механизм 33, кривощип 34 и пневмоцилиндр 35.
На раме 16 автомата в зоне комплектовочного стола 22 смонтировано подъемноопускное выравнивающее устройство (фиг. 10), выполненное в виде рамки 36, соединенной с пневмоцилиндрами 37, причем на раме жестко закреплены профильные упорные пластины 38. Каркас 39 снабжен в верхней части рельсами 40, по которым перемещается тележка 41 продольной подачи с кассетой 42 для группового захвата кирпичей с комплектовочного стола 22 и укладки их на печную вагоБетку 43.
Поворот кассеты 42 на 90° для перекладки кирпичей на вагонетке 43 осуществляется пневмоцилиндром 44. Механизм передвижения смонтирован на тележке 41 продольной подачи и содержит электропривод 45, ведущие 46 и отклоняющие 47 звездочки, взаимодействующие стяговым органом 48 (цепь) который закреплен на раме 39. Привод подъема кассеты смонтирован на тележке 41 продольной подачи и выполнен в виде распределительного механизма, который содержит электропривод 49 с двумя приводными валами, передающими вращение на четыре ведущие звездочки 50 с помощью зубчатых передач 51. Тяговые органы 52, обеспечивающие подвеску кассеты 42 по ее периметру, взаимодействуют с ведущими звездочками 50 посредством отклоняющих звездочек 53 и контргрузов 54. Кирпичи 7 укладываются на печную вагонетку 43, перемещаемую толкателем 55. Управление перемещениями тележки 41, вагонетки 43, подъемом, опусканием и поворотом кассеты 42 обеспечивается программирующим устройством 56.
Автомат работает следующим образом. Кирпичи 7 толкателями 5 пресса 6 с I и со II позиций подаются на приемные сто. лики 1 и далее на опускающиеся полки 9, расположенные между цепями транспортера-кантователя 10. При следующем толкании они проталкиваются следующей группой отформованных кирпичей, это продолжается до тех пор, пока опускающиеся полки не заполнятся полностью. Первыми заполняются опускающиеся полки, принимающие кирпичи с I позиции пресса. Они, опускаясь, укладывают кирпичи на цепи транспортера-кантователя 10, затем с помощью приводного вала 17 транспортера-кантователя, 5 приводимого в действие электроприводом 18, группа кирпичей с I позиции перемещается к опускающимся полкам, принимающим кирпичи со II позиции пресса, которые к этому времени полностью заполняются кирпичом, и укладывающим их на цепи транс0 портера-кантователя. Транспортер-кантователь перемещает обе группы кирпичей, принятые с I и II позиций пресса, к кантующему валу 11.
Шарнирно-рычажный механизм 23, ки нематически связывающий транспортер-кантователь 10, кантующий вал 11 и комплектовочный стол 22, при ходе щтока пневмоцилиндра 24 вверх перемещает кирпичи 7 на транспортере-кантователе 10 и комплектовочном столе 22. При этом собачка храпо0 вого механизма 31 кантующего вала II прощелкивает, не передавая на кантующий вал крутящего момента. При ходе штока пневмоцилиндра 24 вниз собачки храповых меха.низмов 26 и 32 приводных валов соответственно, комплектовочного стола 22 и транс5 портера-кантователя 10 прощелкивают, не передавая на валы крутящего момента, а приводится кантующий вал 11.
Последний поворачивается на 90°, в результате чего кирпичи 7 из положения «на ложок на транспортере-кантователе переводятся в положение «на ребро на комплектовочном столе.
При повороте кантующего вала 11 поворачивается ступица 12, жестко установленная на нем. Толкатель 14, шарнирно смонти5 рованный на ступице 12, при повороте ее взаимодействует с кулачком 15, в результате чего толкатель поворачивается вокруг своей оси и выравнивает кирпичи на полках кантующего вала с торца.
Пневмоцилиндры 37 выравнивающего уст0 ройства приподнимают рамку 36, которая своими профильными упорными пластинами 38 проходит между ремнями комплектовочного стола 22 и выставляет их на пути кирпичей 7. Пневмоцилиндр 35 привода дополнительных перемещений ходом щтока 5 вверх через кривошип 34 и храповый механизм 33 приводит в движение комплектовочный стол, при этом кирпичи упираются в профильные упорные ;пластины 38 и выравниваются в поперечном положении, затем рамка 36 опускается. После набора определенного количества кирпичей 7 на комплектовочном столе 22 кассета 42 опускается на кирпичи, захватывает их и поднимает в верхнее положение, затем тележка 41 продольной подачи с кассетой 42 по рельсам 40 перемещается в зону садки на печную вагонетку 43 дальнего от комплектовочного стола пакета (фиг. 2) кирпичей и останавливается, взаимодействуя с упорами программирующего устройства 56. Механизм подъема опускает кассету с кирпичами на вагонетку, разжимает кирпичи, затем пустая кассета возвращается в верхнее положение и тележка продольной подачи перемещается в исходное положение над комплектовочным столом.
В Л/703. 7 1/703. Следующую группу кирпичей каСсета доставляет на ближайший к комплектовочному столу пакет кирпичей, четньге ряды пакетов для устойчивости («перевязки) укладываются с поворотом кассеты на 90°, который осуществляется пневмоцилиндром 44, а команда на поворот заложена в программирующее устройство 56. После набора двух пакетов полностью по команде программирующего устройства толкатель 55 перемещает вагонетку 43 на следующую позицию для загрузки второй ее половины. Изобретение позволяет обеспечить точное выставление кирпичей на комплектовочном столе, в результате повыщается устойчивость Садки кирпичей на печной вагонетке и надежность работы автомата.
Фиг.1
S/ /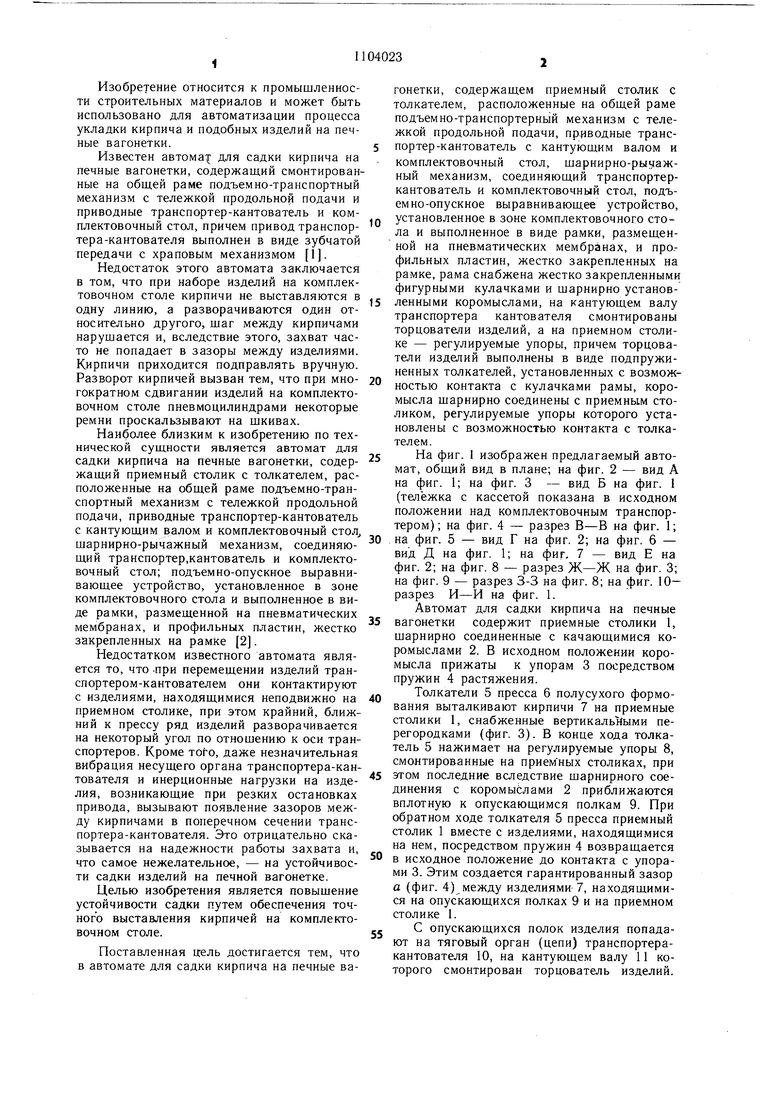
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для садки кирпича на печные вагонетки | 1976 |
|
SU686955A1 |
| Автомат для садки кирпича на печные вагонетки | 1983 |
|
SU1088933A1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
| Линия формования кирпича полусухого прессования | 1983 |
|
SU1217680A1 |
| Транспортер-накопитель | 1979 |
|
SU808317A1 |
| Садчик кирпича на печные вагонетки | 1988 |
|
SU1622132A1 |
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |
| Установка для садки керамических изделий на печные вагонетки | 1983 |
|
SU1098800A1 |
| Устройство для садки кирпича на печную вагонетку | 1973 |
|
SU531742A1 |
| Линия формирования садки сырца-кирпича на печную вагонетку | 1987 |
|
SU1412975A1 |


АВТОМАТ ДЛЯ САДКИ КИРПИЧА НА ПЕЧНЫЕ ВАГОНЕТКИ, содержащий приемный столик с толкателем, расположенные на общей раме подъемно-транспортный механизм с тележкой продольной подачи, приводные транспортер-кантователь с кантующим валом и комплектовочный стол, щарнирно-рычажный механизм, соединяющий транспортер-кантователь и комплектовочный стол подъемно-опускное выравнивающее устройство, установленное в зоне комплектовочного стола и выполненное в виде рамки, размещенной на пневматических мембранах, и профильных пластин, жестко закрепленных на рамке, отличающийся тем, что, с повышения устойчивости садки путем обеспечения точного выставления кирпичей на комплектовочном столе, рама снабжена жестко закрепленными фигурными кулачками и щарнирно установленными коромыслами, на кантующем валу транспортера кантователя смонтированы торцователи изделий, а на приемном столике - регулируемые упоры, причем торцователи изделий выполнены в виде подпружиненных толкателей, установленных с возможностью g контакта с кулачками рамы, коромысла щар(Л нирно соединены с приемным столиком, регулируемые упоры которого установлены с возможностью контакта с толкателем.
es
III HIM II
7 S6
fUB.J S S 8 Г
Фиг. 7
ВиЭД
Ы
Фиг. 6
аг.7
/ 7
PUZ.9
22
И-и
38
22
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для садки кирпича на печные вагонетки | 1976 |
|
SU686955A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 923844, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
