(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НАКЛАДНОГО ПРОКАТНОГО СТЕКЛА
Цель изобретения - повышанив качества стекла за счет стабилизации то/оцины накладного слоя.
Это достигается тем, что в устройстве для изготовления накладного прокатного стекла, содержащем сливной лоток стекловаренной пэчи, прокатную машину и питатель накладной стекломассы со щелевидным отверстием в дне и нагревателями, установленный над сливным лотком, нагреватели установлены со смещением относительно оси питателя в направлении прокатной машины, равным 3-25% ширины питателя. Кроме того, нагреватели установ лены с возможностью вертикального и горизонтального перемещений от привода.
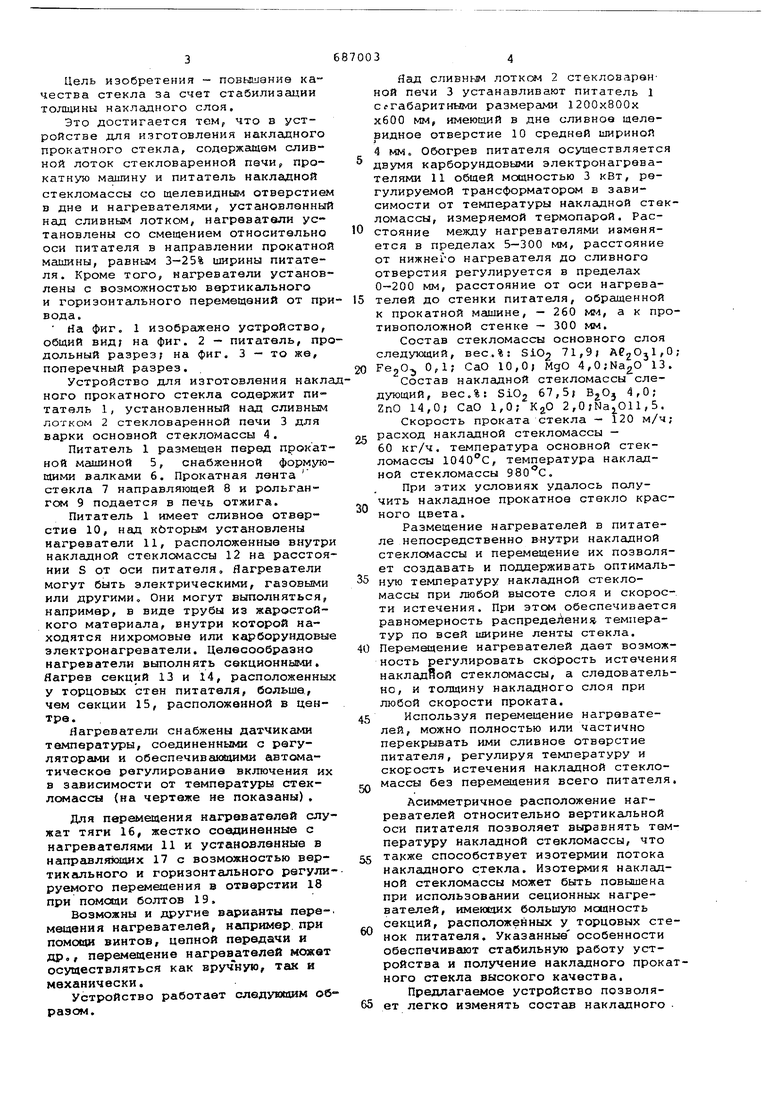
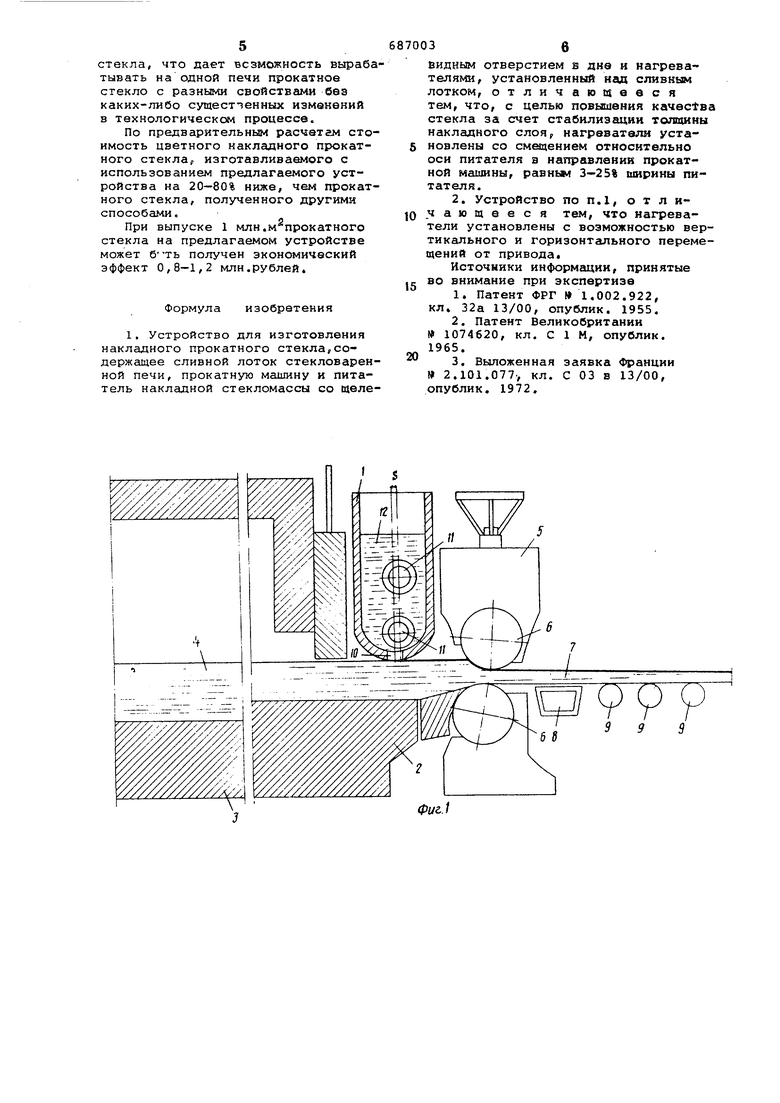
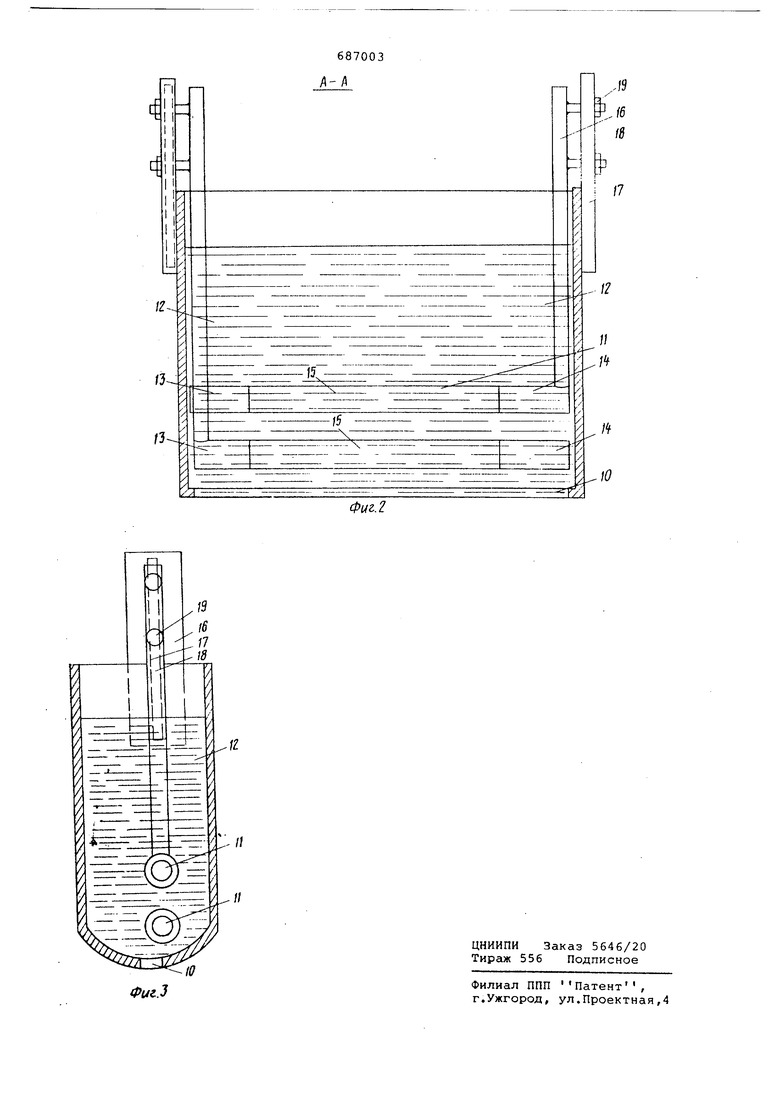
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - питатель, продольный разрез; на фиг. 3 - то же, поперечный разрез.
Устройство для изготовления накланого прокатного стекла содержит питатель 1, установленный над сливным лотком 2 стекловаренной печи 3 для варки основной стекломассы 4.
Питатель 1 размещен перед прокатной машиной 5, снабженной формующими валками 6. Прокатная лента стекла 7 направляющей 8 и рольгангом 9 подается в печь отжига.
Питатель 1 имеет сливное отверстие 10, над кбторым установлены нагреватели 11, расположенные внутри накладной стекломассы 12 на расстоянии S от оси питателя, Нагреватели могут быть электрическими, газовыми или другими. Они могут выполняться, например, в виде трубы из жаростойкого материала, внутри которой находятся нихромовые или карборундовые электронагреватели. Целесообразно нагреватели выполнять секционными, Яагрев секций 13 и 14, расположенных у торцовых стен питателя, больше., чем секции 15, расположенной в центре.
Нагреватели снабжены датчиками температуры, соединенными с регуляторами и обеспечивакицими автсялатическое регулирование включения их в зависимости от температуры стекломассы (на чертеже не показаны).
Для перемещения нагревателей служат тяги 16, жестко соединенные с нагревателями 11 и установленные в направляющих 17 с возможностью вертикального и горизонтального регулируемого перемещения в отверстии 18 при помсяди болтов 19,
Возможны и другие варианты пере-, мещения нагревателей, нгшример при помосци винтов, цепной передачи и др,, перемещение нагрев ателей может осуществляться как вручную, так и механически.
Устройство работает следующим об разом.
Над сливньм лотксаи 2 стекловаренной печи 3 устанавливают питатель 1 сггабаритными размерами 1200х800х хбОО мм, имеющий в дне сливное щелевидное отверстие 10 средней шириной 4 мм о Обогрев питателя осуществляется двумя карборундовыми электронагревателями 11 общей мощностью 3 кВт, регулируемой трансформатором в зависимости от температуры накладной стекломассы, измеряемой термопарой. Расстояние между нагревателями изменяется в пределах 5-300 мм, расстояние от нижнего нагревателя до сливного отверстия регулируется в пределах 0-200 мм, расстояние от оси нагревателей до стенки питателя, обращенной к прокатной мшяине, - 260 мм, а к противоположной стенке - 300 мм.
Состав стекломассы основного слоя следующий, вес.%: SiO2 71,9 Ае2031,0, FejO, 0,1; СаО 10,0 МдО 4,0;Na2O 13.
Состав накладной стекломассы следующий, вес.%5 SiOj 67,5 4,0; ZnO 14,0; СаО 1,0; 2 ,0 ;Na,Oll,5.
Скорость проката стекла - 120 м/ч; расход накладной стекломассы 60 кг/ч, температура основной стекломассы 1040с, температура накладной стекломассы 980с.
При этих условиях удалось получить накладное прокатное стекло красного цвета.
Размещение нагревателей в питателе непосредственно внутри накладной стеклоиассы и перемещение их позволяет создавать и поддерживать оптимальную температуру наклещной стекломассы при любой высоте слоя и скорости истечения. При обеспечивается равномерность распределение температур по всей ширине ленты стекла. Перемещение нагревателей дает возможность регулировать скорость истечения накладной стекломассы, а следовательно, и толщину накладного слоя при любой скорости проката. Используя перемещение нагревателей, можно полностью или частично перекрывать ими сливное отверстие питателя, регулируя температуру и скорость истечения накладной стекломассы без перемадения всего питателя.
Асимметричное расположение нагревателей относительно вертикальной оси питателя позволяет выравнять температуру накладной стекломассы, что
5 также способствует изотермии потока накладного стекла. Изотер шя накладной стекломассы может быть повышена при использовании сеционных нагревателей, имеюсшх большую мсхдность секций, расположенных у торцовых стенок питателя. Указанные особенности обеспечивают стабильную работу устройства и получение накладного прокатного стекла высокого качества.
Предлагаемое устройство позволяет легко изменять состав накладного
стекла, что дает БСЗМОЖНОСТЬ вырабатывать на одной печи прокатное стекло с разными свойствами без каких-либо сущесттайных иэманений в технологическом процессе.
По предварительным расчетам стоимость цветного накладного прокатного стекла, изготавливаемого с использованием предлагаемого устройства на 20-80% ниже, чем прокатного стекла, полученного другими способами.
При выпуске 1 млн.м прокатного стекла на предлагаемом устройстве может получен экономический эффект 0,8-1,2 млн.рублей.
Формула изобретения
1, Устройство для изготовления накладного прокатного стекла,содержащее сливной лоток стекловаренной печи, прокатную машину и питатель накладной стекломассы со щелевидным отверстием в дне и нагревателями, установленный над сливным лотком, отличающееся тем, что, с целью повышения качес±ва стекла за счет стабилизации толщины накладного слоя, нагреватели установлены со смещением относительно оси питателя в направлении прокатной машины, равньм 3-25% ширины питателя.
2. Устройство по П.1, отличающееся тем, что нагреватели установлены с возможностью вертикального и горизонтального перемещений от привода.
Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ 1.002.922, кл. 32а 13/00, опублик. 1955.
2.Патент Великобритании
1074620, кл. С 1 М, опублик. 1965.
3.Выложенная заявка Франции W 2.101.077-, кл. С 03 в 13/00, опублик. 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стекломозаичной плитки и устройство для его осуществления | 1978 |
|
SU727573A1 |
| Устройство для формования ленты стекла | 1979 |
|
SU857019A1 |
| Устройство для изготовления армированного стекла | 1981 |
|
SU952775A1 |
| УСТРОЙСТВО ВЫРАБОТОЧНОЙ ЧАСТИ СТЕКЛОВАРЕННОЙ^ПЕЧИ | 1972 |
|
SU336282A1 |
| Ванная стекловаренная печь | 1973 |
|
SU541797A1 |
| Выработочный канал ванной стеклова-РЕННОй пЕчи | 1979 |
|
SU816971A1 |
| МАШИНА ДЛЯ ПРОКАТКИ НЕПРЕРЫВНОЙ ЛЕНТЫ ИЗ СТЕКЛОМАССЫ С ВЫСОКОТЕМПЕРАТУРНОЙ КРИСТАЛЛИЗАЦИОННОЙ СПОСОБНОСТЬЮ | 1999 |
|
RU2162063C2 |
| Устройство для производства листового стекла | 1987 |
|
SU1432022A1 |
| Установка для изготовления листового пористого стекла | 1980 |
|
SU939411A1 |
| ЭЛЕКТРИЧЕСКАЯ СТЕКЛОВАРЕННАЯ ПЕЧЬ | 1985 |
|
SU1309504A1 |
„Л9
J6 IS
