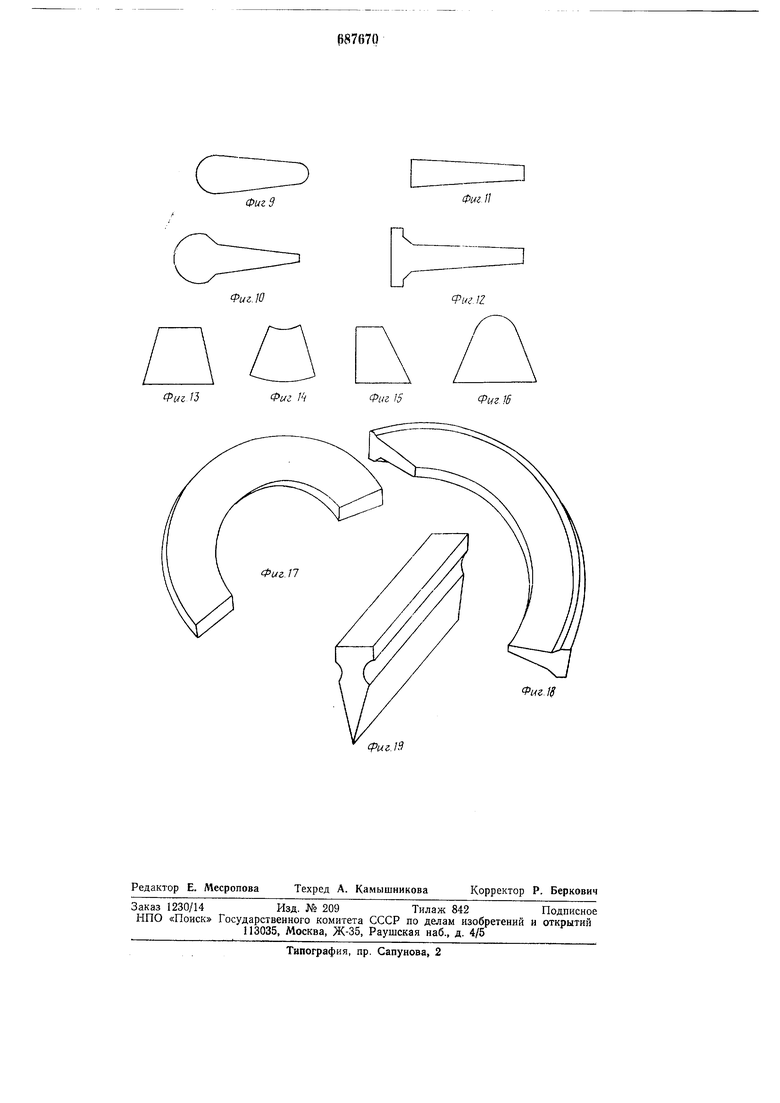
фиг. 17, 18, и 19 - дугообразные заготовки деталей машин, прокатываемые в клети.
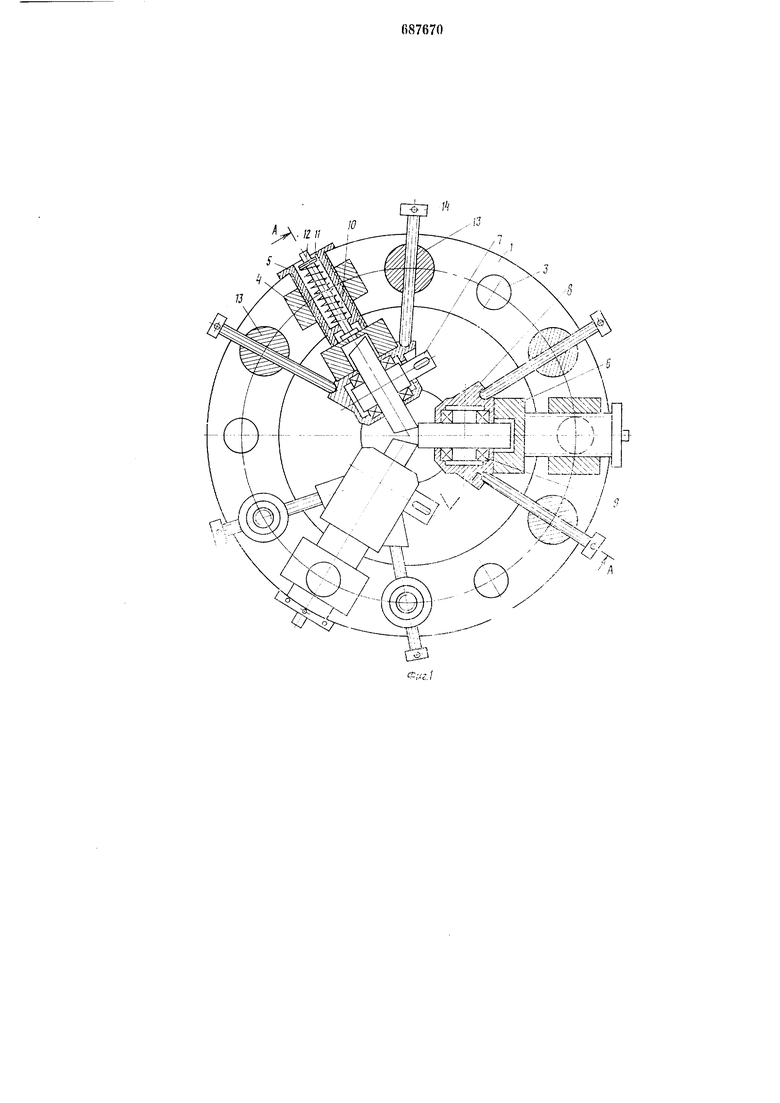
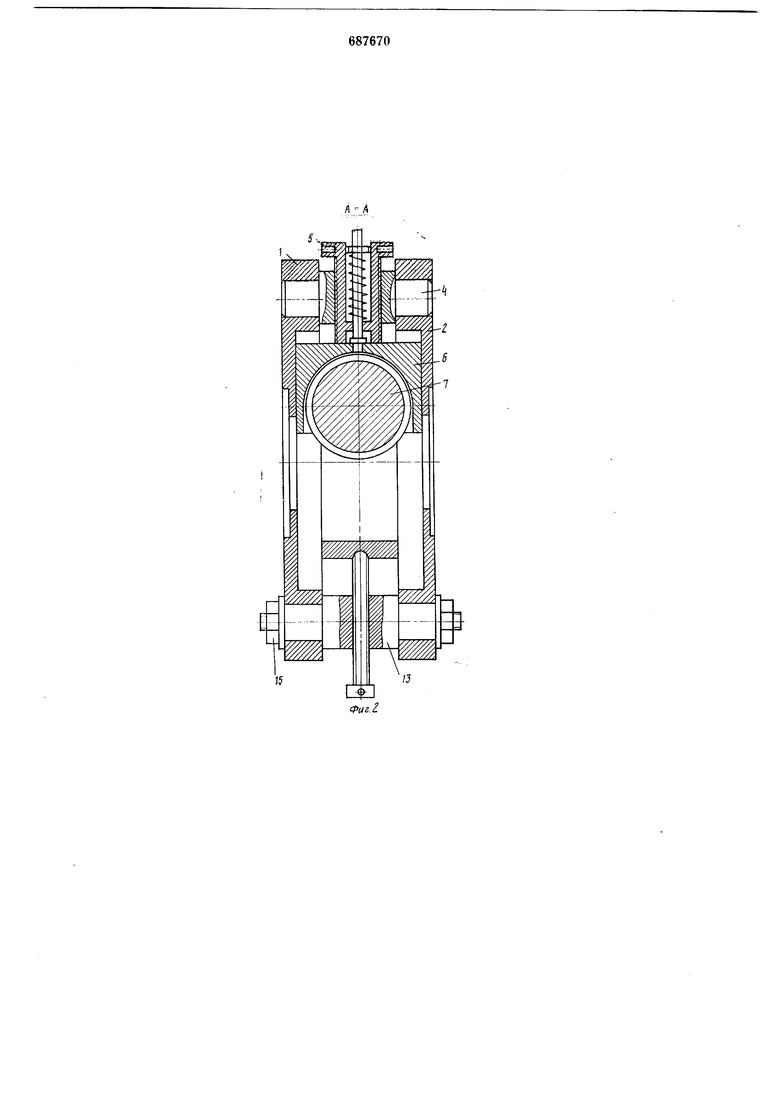
В дисках 1 и 2 кольцевой станины равномерно но окружности вынолнены цилиндрические расточки 3 параллельно оси прокатки. В этих расточках размеш,еиы цапфы гаек 4 нажимных винтов 5. Нажимные винты упираются в монолитные корпуса 6 кассет, содержащие конические или цилиндрические.валки 7, корнуса 8 подшинников н нодшипники 9.
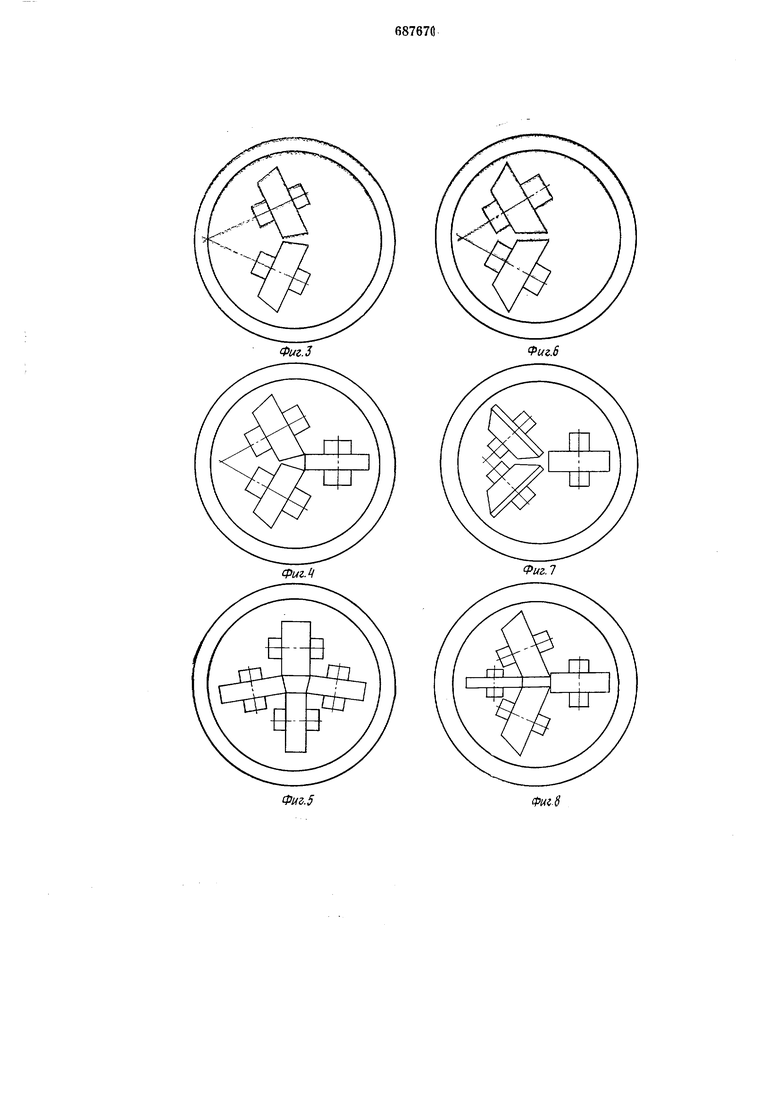
Для уравновешивания и постоянного прижатия кассет с рабочими валками нажимные винты выполнены нолыми, а в их нолостях размещены пружины 10, которые уиираются в бурты нажимных гаек и в гайки 11, навинченные на концы стержней 12, завииченных в корнуса кассет с рабочими валками. Поворотные гайки позволяют изменять углы установки осей вращения валков к горизонту бесступенчато. Кроме этого, }1ажимные гайки могут быть установлены в любых расточках станины, а валки могут образовывать двухвалковые (фиг. 6 и 6j, трехвалковые (фиг. 4 и 7) и четырсхвалковые (фиг. 5 и 8j калибры.
Для углового неремещения каждого рабочего валка но обе стороны кассеты в расточках станины устаиовлены дополнительные гайки 13 с винтами 14, которые взаимодействуют с боковыми иоверхностямн кассеты. Дополнительные новоротные гайки угловой установки рабочего валка снабл ены резьбовыми концами, на которые навинчены гайки 15 для связи дисков станины.
Различные варианты сборки рабочих валков прокатной клети обеспечивают возмол ;ность нрокатки различных сортовых и клиновидных нрофилей. Двухвалковая сборка (фиг. 3) обеспечивает возможность прокатки клиновидных нрофилей но фиг. 9 и 11, а сборка по фиг. 6 - прокатку дугообразных заготовок с прямоугольным сечением но фиг. 17.
Трехвалковая сборка (фиг. 4) нозволяет прокатывать профиль но фиг. 13, а с применением калиброванных валков - профилей по фиг. 10, 12, 14, 15, 16 и 19. Трехвалковая сборка (фиг. 7) позволяет прокатывать профили сложного сечения но фиг. 18 с реб.ровым загибом. Четырехвалковые сборки по фиг. 5 и 8 могут быть применены для калибровки как прямолинейных клиновидных, так и для дугообразных прямоугольных и сложных профилей.
Предлагаемая прокатная клеть может работать как с приводными, так и с ненрнводными валками, например, в линии волочнлыюго стана.
Для перевалки рабочих валков клеть располагают так, чтобы диски 1 н 2 станнпы заиялн горизонтальное ноложение. 0твинчивают гайки 15 и снимают диск 1, кассет1 1 с рабочими валками н гайки 4 с нажимными винтами 5 движением вверх извлекают из нижнего диска 2 станины. Врап енпем головки стержня 12 последний вывинчивают нз корнуса 6 кассеты, н кассета отделяется от нажимного винта. Сборка клетп производится в обратной последовательности. Благодаря бесступенчатой угловой установке рабочих валков в прокатной клети и возможности различных вариантов сборки конических и ннлнндрических валков, клеть обеспечивает возможность нрокатки пшрокого сортамента прокатных изделий.
Формула изобретения
1.Прокатная клеть с многовалковым калибром, включающая кассеты с рабочими
валками, нажимные винты с гайками, установленными в дисках кольцевой станины, о т л и ч а ю щ а я с я тем, что, с целью изменения расноложення осей валков в плоскости, перпендикулярной оси прокаткн,
гайки снабжены цапфами, которые размещены в расточках дисков станины, параллельных оси прокаткн, с возможностью свободного поворота.
2.Клеть но н. 1, отличающаяся тем, что но обеим сторонам кассеты в расточках дисков станины на цанфах установлены донолнительные поворотные гайки с вннтамн, взаимодействующие с боковыми поверхностями кассеты, причем цапфы гаек
снабжены резьбовыми хвостовиками для связи днсков станины.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 273142, кл. В 21В 13./10, 1969.
2. Авторское свидетельство СССР Ко 280411, кл. В 21В 13/10, 1969.
iA.
121
If
/J
ФигЗ
Фиг //
Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Прокатная клеть | 1973 |
|
SU480458A1 |
| Прокатная клеть для прокатки клиновидных профилей | 1979 |
|
SU839106A1 |
| Рабочая клеть стана винтовой прокатки | 1990 |
|
SU1759488A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| Двухвалковая клеть стана винтовой прокатки | 2017 |
|
RU2707206C2 |
| РАБОЧАЯ КЛЕТЬ ТРУБОПРОКАТНОГО СТАНА | 1972 |
|
SU348250A1 |
Фиг. 18
(puz.lS
