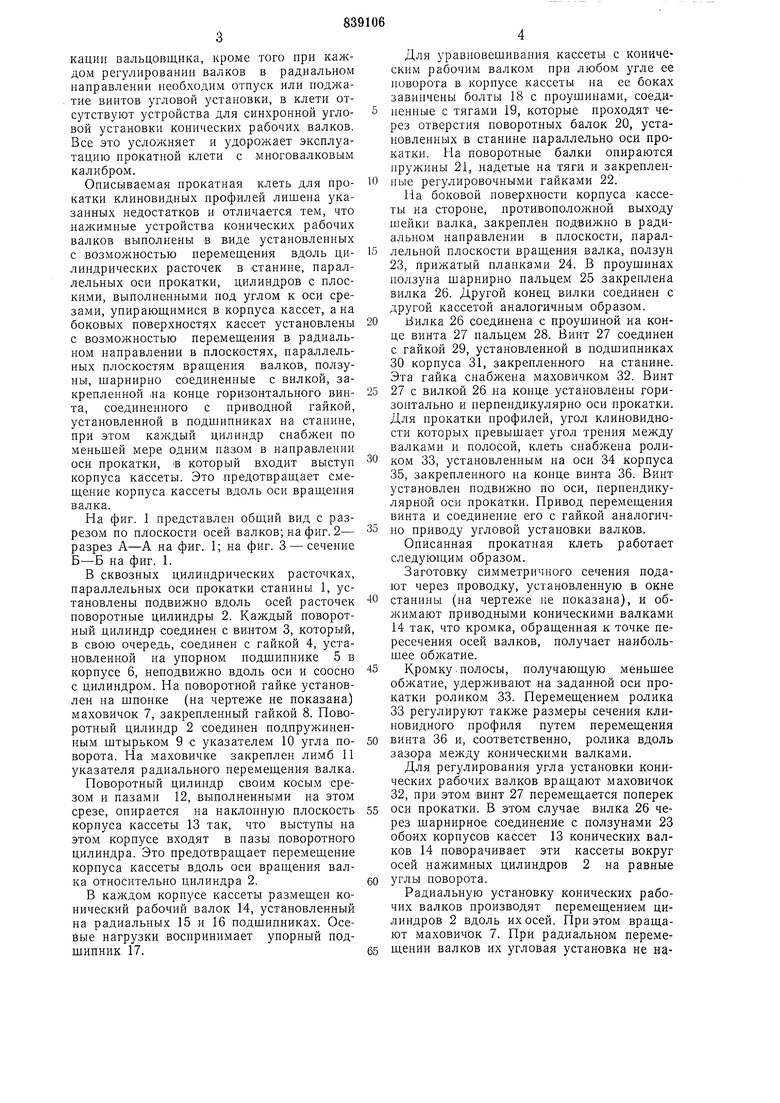
кации вальцовщика, кроме того при каждом регулировании валков в радиальиом направлении необходим отпуск или поджа. тие винтов угловой установки, в клети отсутствуют устройства для синхронной угловой установки конических рабочих валков. Все это усложняет и удорожает эксплуатацию прокатной клети с многовалковым калибром. Описываемая прокатная клеть для прокатки клиновидных ирофилей лишена указанных недостатков и отличается тем, что нажимные устройства конических рабочих валков выполнены в виде установленных с возможностью перемещения вдоль цилиндрических расточек в станине, параллельных оси прокатки, цилиндров с плоскими, выполненными под углом к оси срезами, упирающимися в корпуса кассет, а на боковых поверхностях кассет установлены с возмол но,стью перемещения в радиальном направлении в плоскостях, параллельных плоскостям вращения валков, ползуны, шариирно соединенные с вилкой, закрепленной .на конце горизонтального винта, соединенного с приводной гайкой, установленной в подшипниках на станине, при этом каждый цилиндр снабжен по меньшей мере одним пазом в направлении оси прокатки, в который входит выстун корпуса кассеты. Это предотвращает смещение корпуса кассеты вдоль оси вращения валка. На фиг. 1 представлен общий вид с разрезом по плоскости осей валков; на фиг. 2- разрез А-А на фиг. 1; на фиг. 3 - сечеиие Б-Б на фиг. 1. В сквозных цилиндрических расточках, параллельных оси прокатки станины 1, установлены подвижно вдоль осей расточек поворотные цилиндры 2. Каждый поворотный цилиндр соединен с винтом 3, который, в свою очередь, соединен с гайкой 4, установленной на упорном подщипнике 5 в корпусе 6, неподвижно вдоль оси и соосно с цилиндром. На поворотной гайке установлен на шпонке (на чертеже не показана) маховичок 7, закрепленный гайкой 8. Поворотный цилиндр 2 соединен подпружиненным штырьком 9 с указателем 10 угла поворота. На маховичке закреплен лимб 11 указателя радиального перемещения валка. Поворотный цилиндр своим косым срезом и пазами 12, выполненными на этом срезе, опирается на наклонную плоскость корпуса кассеты 13 так, что выступы на этом корпусе входят в пазы поворотного цилиндра. Это предотвращает перемещение корпуса кассеты вдоль оси вращения валка относительно цилиндра 2. В каждом корпусе кассеты размещен конический рабочий валок 14, установленный на радиальных 15 и 16 подшипниках. Осевые нагрузки воспринимает упорный подшипник 17. Для уравновешивания кассеты с коническим рабочим валком при любом угле ее поворота в корпусе кассеты на ее боках завинчены болты 18 с проушинами, соединенные с тягами 19, которые проходят через отверстия поворотных балок 20, установленных в станине параллельно оси прокатки. На поворотные балки опираются пружины 21, надетые на тяги и закрепленные регулировочными гайками 22. На боковой поверхности корпуса кассеты на стороне, противоположной выходу шейки валка, закреплен подвижно в радиальном направлении в плоскости, параллельной плоскости вращения валка, ползун 23, прижатый плапками 24. В проушинах ползуна щарнирно пальцем 25 закреплена вилка 26. Другой конец вилки соединен с другой кассетой аналогичным образом. Вилка 26 соединена с проушиной на конце винта 27 пальцем 28. Винт 27 соединен с гайкой 29, установленной в подшипниках 30 корпуса 31, закрепленного на станине. Эта гайка снабжена маховичком 32. Винт 27 с вилкой 26 на конце установлены горизонтально и перпепдикулярпо оси прокатки. Для прокатки профилей, угол клиновидности которых превышает угол трения между валками и полосой, клеть снабжена роликом 33, установленным на оси 34 корпуса 35, закрепленного на конце винта 36. Винт установлен подвижно по оси, перпепдикулярной оси прокатки. Привод перемещения винта и соединение его с гайкой аналогично приводу угловой установки валков. Описанная прокатная клеть работает следующим образом. Заготовку симметричного сечения подают через проводку, установленную в окне станины (на чертеже не показана), и обжимают приводными коническими валками 14 так, что кромка, обращенная к точке пересечения осей валков, получает наибольшее обжатие. Кромку .полосы, получающую меньщее обжатие, удерживают на заданной оси прокатки роликом 33. Перемещением ролика 33 регулируют также размеры сечения клиновидного профиля путем перемещения винта 36 и, соответственно, ролика вдоль зазора между коническими валками. Для регулирования угла установки конических рабочих валков вращают маховичок 32, при этом винт 27 перемещается поперек оси прокатки. В этом случае вилка 26 через шарнирное соединение с ползунами 23 обоих корпусов кассет 13 конических валков 14 поворачивает эти кассеты вокруг осей нажимных цилиндров 2 на равные углы поворота. Радиальную установку конических рабочих валков производят перемещением цилиндров 2 вдоль их осей. При этом вращают маховичок 7. При радиальном перемещении валков их угловая установка не нарушается, ТУК как каждый корпус кассеты может перемещаться относительно плоскости ползуна 23, соединенного с вплкой 26.
Осевая составляющая давления прокатки передается на корпус каждой кассеты, а от него через выступы на цилиндр 2 и на винт 27 угловой установки.
Жесткость прокатной клети в этом случае выше, чем у прототипа, так как винт осевой установки работает на растяжение, а нажимное устройство в виде цилиндра с пазами воспринимает не только радиальную, но и часть осевой нагрузки.
Для перевалки прокатной клети разъединяют шарнирные соединения болтов 18 и тяг 19, демонтируют ролик 33 с винтом 36 и приводом, снимают планки 24 крепления ползунов и поворотом вокруг цилиндров 2 выводят кассеты конических валков из окон станины 1. Сборку клети, например, при замене валков осуществляют в обратной последовательности.
Формула изобретения
Прокатная клеть для прокатки клиновидных профилей, включающая станину замкнутого типа, установленные с возможностью поворота кассеты с корпусами и коническими и цилиндрическими рабочими валками и подшипниками, устройства для уравновешивания и нажимные устройства
рабочих валков, от л и ч а ю HI, а я ся тем, что, с целью синхроппой угловой установки конических рабочих валков, нажимные устройства конических рабочих валков выполиены в виде установленных с возможностью перемещения вдоль цилиндрических расточек в станине, параллельных оси прокатки, цилиндров с плоскими, выполненными под углом к оси срезами, упирающимися в корпуса кассет, а на боковых поверхностях кассет установлены с возможностью перемещения в радиальном направлении в нлоскостях, параллельных плоскостям вращения валков, ползуны, шарнирно соединенные с вилкой, закрепленной на конце горизонта.льного винта, соединенного с приводной гайкой, установленной в подшипниках на станине, при этом каждый цилиндр снабжен по меньшей мере одним пазом в
направлении оси прокатки, в который входит выступ корпуса кассеты.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке 2536514/02, кл. В 21В 13/10, 1977.
2.Авторское свидетельство СССР № 273142, кл. В 21В 13/10, 1969.
3.Авторское свидетельство СССР Ni 498048, кл. В 21В 13/10, 1974.
4.Авторское свидетельство СССР по заявке № 2435181/02, кл. В 21В 13/10, 1976.
-2
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть с многовалковым калибром | 1976 |
|
SU687670A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Прокатный стан | 1988 |
|
SU1600876A1 |
| Прокатная клеть | 1976 |
|
SU564013A1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| Клеть для прокатки клиновидных профилей | 1988 |
|
SU1586805A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1724399A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1667960A2 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |

J
-U
Фиг. Л
