Изобретение относится к оборудованию для контактной стыковой сварки и может быть использовано для сварки проволоки из малоуглеродистых, легированных и высокопрочных сталей диаметром до 1,8 мм, в том числе в сталеканатном производстве на участках канатовьющих машин, где требуется сваривать канатную проволоку в труднодоступных местах, в любом положении в пространстве. Инструмент должен быть легким и маневренным, экономичным.
Известная машина для контактной стыковой сварки проволоки, выполненная в виде корпуса-рукоятки, на котором установлены рычажно-пружинные зажимы, пружина осадки и направляющее устройство, удовлетворяет первому требованию только без учета веса трансформатора и токоподводов (I 1 мм, S 2 х100 мм). На наш взгляд, мощность трансформатора (1,1 кВт) относительно размеров свариваемой проволоки (до 1,8 мм) несколько завышена.
Наиболее близким к предлагаемому инструменту является ручная машина для контактной стыковой сварки стальной проволоки фирмы Micro products company, США, которая при мощности сварочного трансформатора 1,2 кВт способна сваривать проволоку в диапазоне диаметров от 0,010 (0,254 мм) до 0,062 (1,524 мм). Корпусрукоятка связан с трансформатором двумя гибкими токоподводами и несет на себе рычажно-пружинные зажимы проволоки, один из которых установлен на непрдвижном, а другой на подвижном корпусе. Прототип также снабжен пружиной осадки и направляющим устройством.
К недостаткам прототипа следует отнести повышенную энергоемкость и материалоемкость.
Целью изобретения является снижение энергоемкости и материалоемкости ручного инструмента для контактной стыковой сварки проволоки.
Указанная цель достигается тем, что в ручном инструменте, содержащем корпусрукоятку, подвижную и неподвижную плиты с рычажно-пружинными зажимами, пружину осадки, направляющее устройство и сварочный трансформатор с токоподводами, изменена общая компоновка и конструкция некоторых элементов. Так, сварочный трансформатор встроен в корпус-рукоятку с возможностью вертикального выхода токоподводов к плитам с рычажно-пружинными зажимами через прямоугольные окна в корпусе-рукоятке и направляющем устройстве. Последнее выполнено в виде неподвижной прямоугольной рамки, внутри которой на
телах качения установлена подвижная призма, в расточках которой размещена пружина осадки.
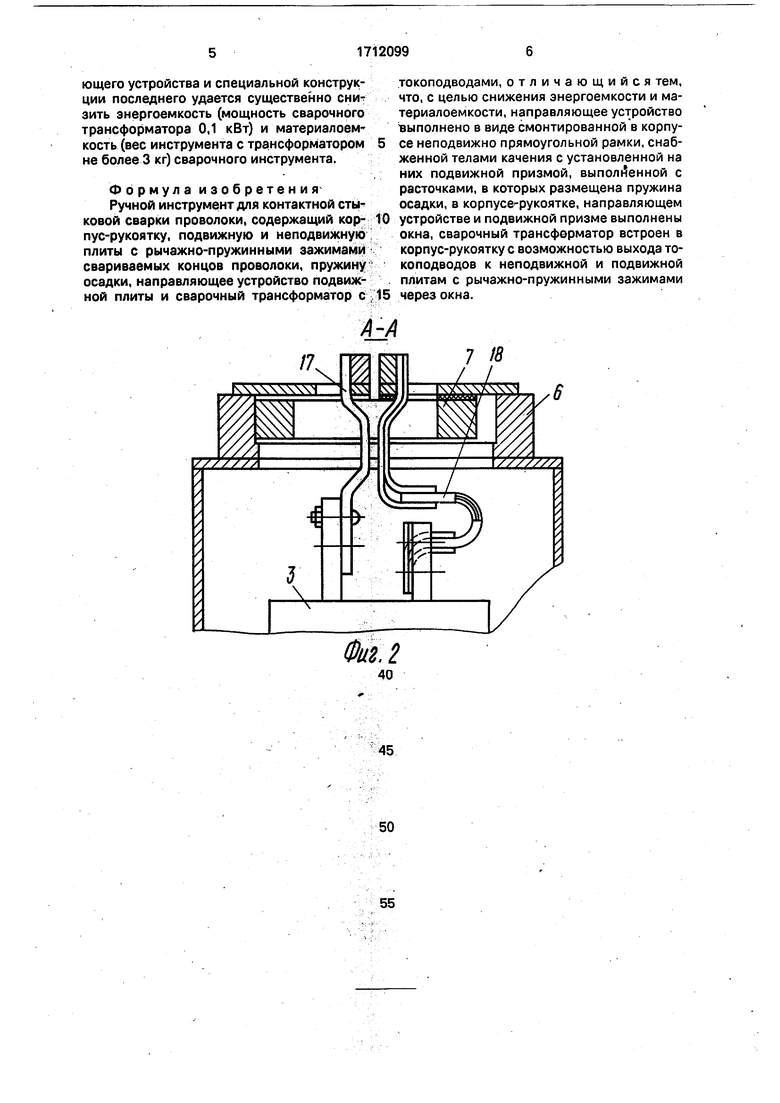
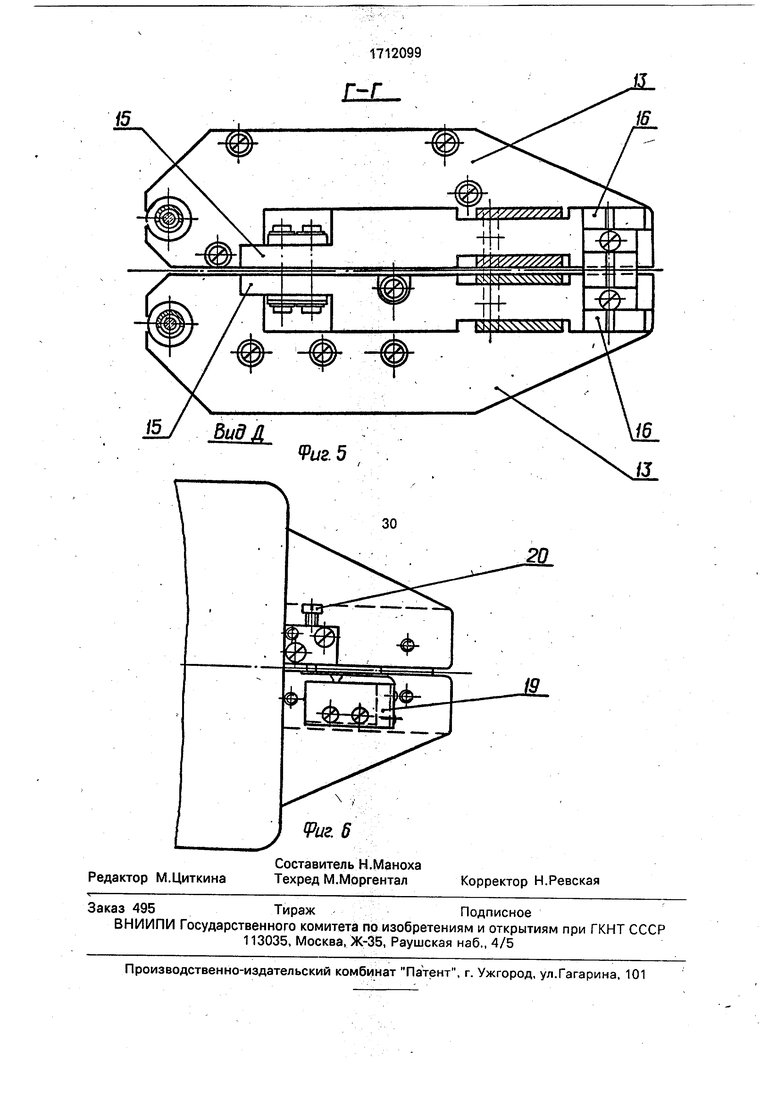
На фиг,1 показан предлагаемый инструмент, продольный разрез: на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - вид В на фиг.1; на фиг.5 - разрез Г-Г на фиг,1; на фиг.6 - вид Д на фиг.1
Корпус-рукоятка выполнен сборным из
0 алюминиевой коробки 1 и текстолитовой ручки 2. В первой размещен сварочный трансформатор 3, а во второй - подпружиненный нажимной рычаг 4 и микропереключатель 5 включения сварочного тока. К
5 верхней стенке коробки 1 крепится винтами сборная рамка 6 направляющего устройства, внутри которой на шариках с сепаратором установлена подвижная призма 7, в расточках которой размещена пружина
0 осадки 8. Последняя выполнена в виде двух пружин, связанных с ползуном 9, который под действием винта 10 может перемещаться относительно шкалы 11, изменяя усилие пружины. Винт 12 служит для перемещения
5 призмы 7 относительно рамки 6, при котором происходит разведение плит 13 с рычажно-пружинными зажимами 14, закрепленных на рамке и призме с электрической изоляцией одного из соединений.
0 Плиты 13 снабжены медными накладками 15, к которым с одного конца крепятся базовые губки 16, а с другой - токоподводы от трансформатора: жесткий 17 и гибкий 18. В верхней стенке коробки, а также в рамке 6
5 и призме 7 выполнены прямоугольные окна для прохода токоподводов и свободного перемещения гибкого токоподвода 18 при сварке. Снизу на концах плит 13 крепятся микропереключатель 19 и воздействующий
0 на него винт 20, обеспечивающие своевременное выключение сварочного тока. Винт 21 ограничивает, а шкала 22 контролирует разведение плит 13.
Работа с инструментом происходит следующим образом.
Оператор винтом 12 разводит губки 16 на требуемое по технологии расстояние (до упора в винт 21, выставленный заранее). Свариваемые проволоки устанавливаются в
0 губки с упором по торцам с примерно равными вылетами и зажимаются. Винт 12 устанавливается на нулевую отметку шкалы 22. Нажатием рычага 4 оператор включает сварочный ток - происходит сварка по способу сопротивления, после которой в тех же губках, но в других ручьях производится термообработка стыка.
Таким образом, за счет изменения ра сположения трансформатора, токоподводов
напружины осадки относительно направляющего устройства и специальной конструкции последнего удается существенно снизить энергоемкость (мощность сварочного трансформатора 0,1 кВт) и материалоемкость (вес инструмента с трансформатором не более 3 кг) сварочного инструмента.
Формула изобретениЯ Ручной инструмент для контактной стыковой сварки проволоки, содержащий корпус-рукоятку, подвижную и неподвижную плиты с рычажно-пружинными зажимами свариваемых концов проволоки, пружину осадки, направляющее устройство подвижной плиты и сварочный трансформатор с
токоподводами, отличающийся тем, что, с целью снижения энергоемкости и материалоемкости, направляющее устройство выполнено в виде смонтированной в корпусе неподвижно прямоугольной рамки, снабженной телами качения с установленной на них подвижной призмой, выпол 4енной с расточками, в которых размещена пружина осадки, в корпусе-рукоятке, направляющем устройстве и подвижной призме выполнены окна, сварочный трансформатор встроен в корпус-рукоятку с возможностью выхода токоподводов к неподвижной и подвижной плитам с рычажно-пружинными зажимами через окна.
V
Риг.
.З
Вид В
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки проволоки | 1985 |
|
SU1318362A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИПРОВОДОВ | 1968 |
|
SU206749A1 |
| МАШИНА ПОДВЕСНАЯ ДЛЯ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2020 |
|
RU2748185C1 |
| УСТРОЙСТВО СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ СОПРОТИВЛЕНИЕМ | 2010 |
|
RU2434723C1 |
| МАШИНА ПОДВЕСНАЯ ДЛЯ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2008 |
|
RU2381882C2 |
| Устройство для контактной стыковой сварки | 1989 |
|
SU1655705A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2015 |
|
RU2634970C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1968 |
|
SU211697A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2006 |
|
RU2321480C1 |
| Устройство для контактной стыковой сварки многопроволочных изделий | 1981 |
|
SU990454A1 |

Изобретение относится к оборудованию для кЪнтактной стыковой сварки и может быть использовано для сварки проволоки. Цель изобретения - снижение энергоемкости и металлоем,кости. Перемещая винтом призму 7, разводят губки и зажимают в них свариваемые проволоки. Винт устанавливают на нулевую отметку шкалы, а пружина 8 осуществляет сдавливание проволок. Осуществляется сварка. За счет расположения сварочного трансформатора 3 внутри корпуса-рукоятки 1 и размещения токоподводов в окнах, выполненных в корпусе-рукоятке 1, призме 7 и рамке 6 обеспечивается указанный эффект. 6 ил.Вслсю о ю о
| Машина для контактной стыковой сварки проволоки | 1985 |
|
SU1318362A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
