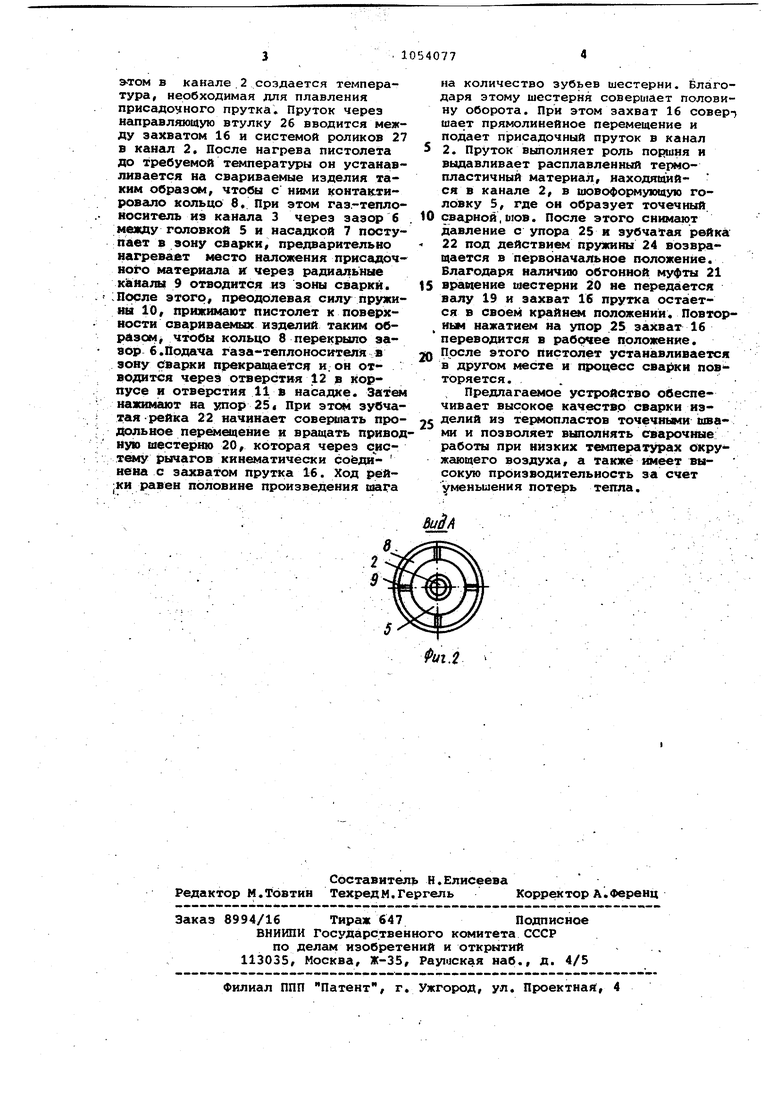
Изобретение относится к свар ке пластмасс, в частности к обо рудованию для сварки термопластов расплавленным присадочным материалом, и может быть использовано, на пример, для соединения деталей из термопластичных материалов точечными швами, а также для прикрепления термопластичных деталей к дета ли из других материалов путем нагн тания расплавленного материала в выполненные в соединяемых деталях отверстия.. Известен пистолет для соединени деталей расплавленным присадочным материалом, содержащий корпус с обогреваемыми каналом, механизм подачи термопластичного прутка с ручным приводом, рукоятку и шовоформующую Головку Щ . Однако это устройство характеризуется недостаточной производительности сварочных работ и низким качеством сварного шва при сва ке на открытой строительной площадке в осенне-зимний период, так как тепла,вносимого в зону шва только нагретым присадочным материалом, оказывается недостаточно для образования надежного соединения. Наиболее близким по технической сущности и достигаемому результату к изобретению является пистолет дл сварки тер мопластов расплавленным присадочньм прутком, содержащий корпус с обогреваемыми каналами дл подачи : газа и присадочного прудка механизм подачи присадочного прутка и смонтированную на корпусе шовоформукяцую головку с установленной коаксиально ей наружной насадкой для направления газа в зону сварки Недостаток указанного устройств заключается в том, что при выпол нении точечных швов не обеспечивае ся высокое качество сварного соеди нения, так как газ-теплоноситель, подающийся через кольцевую насадку, нагревает свариваемые изделия только вокруг места наложения присадочного материала, а зона шва из-за низкой теплопроводности свар ваемого материала предварительно практически не нагревается. Целью изобретения является повышение качества сварки точечными швами. Указанная цель достигается тем, что в пистолете для сварки термопластов расплавленным присадочном прутком, содержащем корпус с обогр ваемыми каналами для подачи газа и присадочного прутка, механизм подачи П1 исадочного прутка и смонтированную на корпусе шовоформукяцую .головку с установленной коаксиаль- . но ей наружной насадкой для направления газа в зону сварки, насадка для направления газа в зону сварки снабжена уплотняющим кольцом на торцовой поверхности, выполненным с радиальными каналами, и подпружинена в осевом направлег Такое выполнение устройств а обеспечивает предварительный нагрев непосредственно зоны шва нагретым газом, что позволяет получить качественное сварное соединение на открытой строительной площадке даже при отрицательных температурах наружного воздуха. На фиг, 1 изображено устройство, общий вид} на фиг. 2 - вид А на фиг. 1. Пистолет длясварки термопластов содержит корпус 1, в котором выполнены канал 2 и коаксиальный ему I канал 3, обогревае1 ше электронагревателем 4. На корпусе соосно каналу 2 закреплена шовоформующая головка 5, коаксиально которой с зазоро б установлена насадка 7 для HanpasJiejj ния газа в зону сварки. Насадка снабжена уплотняющим кольцом 8, выполненным из материала с-низкой теплопроводностью и незначительной адгезией к- расплавленному теЕФЮпластичному. материалу, например фторог|ласта. На ее торце выполнены радиальные каналы 9 Насадка посредством пружины 10 подпружинена в осевом направлении. На боковой поверхности насадки выполнены отверстия 11, которые при c6в 4e цeнии контактных поверхностей кольца 8 и головКи 5 сЬйпадают с отверстиями 12 в корпусе. На корпусе посредством шарнира 13 закреплена Т-образная равноплеча1{ система шарнирно соединенных между собой рычагсв 14, один из консольных концов 15 которой шарtiupKO соединен с захватом 16 для подачи присадрчного прутка, а второй консольный конец 17 шарнирно соединен с.рычагом 18, который жестко Соединен с валом 19 шестерни 20. Шестерня снабжена обгонной муфтой 21 и входит в зацепление с зубчатой рейкой 22, установленной На рукоятке 23. Рейка подпружинена пружиной 24 и Снабжена упором 25. Пистолет снабжен направляющей «тулкой 26 и системой подпружиненных роликов 27, а также штуцером для подвода газа 28. Пистолет работает следующим образам. Через штуцер 2б в канал 3 подается газ-теплоноситель и одновременно на нагреватель 4 .- напряж.ение. При
э-том в канале 2 создается температура, необходимая для плавления присадочного прутка. Пруток через направляющую втулку 26 вводится между захватом 16 и системой роликов 27 в канал 2. После нагрева пистолета до требуемой температуры он устанавливается на свариваемые изделия таким образом, чтобы с ними «сонтактировгшо кольцо 8. При этом газ-теплоноситель из канала 3 через зазор 6 между головкой 5 и насадкой 7 поступает в зону сварки, предварительно нагревает юсто наложения присадочного материала к через радигшьные каналы 9 отводится из зоны сварки. :После этого, преодолевая силу пружины 10, прижимают пистолет к поверхности свариваемых изделий такнм образом чтобы кольцо 8 перекрыло эавор б.Подача газа-теплоносителй в зону сварки прекргицается и. он отводится через отверстия 12 в корпусе и отверстия 11 в насадке. Затем нажимают на упор 25 При зубчатая -рейка 22 начинает совершать продольное перемещение и вращать приводную шестерню 20, которая через CJKCтвму рычагов кинематически соёди иена с захватом прутка 16. Ход рейки равен половине произведения шага
иа количество зубьев шестерни. Благодаря этому шестерня coaepuiaeT половину оборота. При этом захват 16 совер-) шает прямолинейное перемещение и подает присадочный пруток в канал
2. Пруток выполняет роль и выдавливает расплавленный термопластичный материал, находяишйся в канале 2, в шовоформующую головку 5, где он образует точечный
0 сварной,шов. После этого снимают давление с упора 25 и зyбчataя рейка 22 под действием пружины 24 возвращается в первоначальное положение. Благодаря наличию обгонной муфты 21
S вращение шестерни 20 не передается валу 19 и захват 16 прутка остается в своем крайнш( положении. Повторньм нажатием на упор 25 заХват 16 переводится в рабочее положение.
0 После этого пистолет устанавливается в другом месте и процесс свайки повторяется.
Предлагаемое устройство обеспечивает высокое качество сварки изс делий из термопластов точечными швами и позволяет выполнять сварочные работы при низких температурах окружающего воздуха, а также имеет высокую производительность за счет уменьшения потерь тепла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1980 |
|
SU903156A1 |
| Пистолет для сварки термопластов | 1980 |
|
SU919898A2 |
| Устройство для сварки термопластов | 1980 |
|
SU870163A2 |
| Устройство для сварки термопластов | 1978 |
|
SU749672A1 |
| Устройство для сварки термопластов | 1977 |
|
SU704808A1 |
| Пистолет для сварки термопластов | 1979 |
|
SU810508A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1978 |
|
SU737228A2 |
| Устройство для сварки термопластов | 1984 |
|
SU1214466A1 |
| Устройство для сварки термопластов | 1977 |
|
SU657996A1 |
| Устройство для сварки термопластов | 1990 |
|
SU1801766A1 |
ПИСТОЛЕТ ДЛЯ СВАРКИ ТЕРМО ifJACTOB РАСПЛАВЛЕННЫМ ПРИСАДОЧНЫМ ПРУТКСЖ, содержащий корпус с обогре ваемыми каналами для подачи газа и присадочного прутка, механизм подачи присадочного прутка и смонтированную на корпусе шовоформующую головку с установленной коаксиально ей наружной насадкой для направления газа в зону сварки, отличающийся тем, что,с целью повышения качества сварки точечными швами, насадка для направления газа в зону сварки снабжена уплотняющим кольцом на торцовой поверхности, вуполненньом с радиальными каналами и подпружинена в осевом направлении.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1980 |
|
SU903156A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сварки термопластов | 1979 |
|
SU835785A1 |
| Солесос | 1922 |
|
SU29A1 |
| : | |||
