Изобретение относится к области канатного и кабельного производства, а именно - к производству фасоннопряных Стрехграннопрядных} проволочных канатов и кабелей.
Известен способ изготовления фасоннопрядного каната, при котором пряли, идущие на изготовление каната изготавливают сначала круглыми, а необходимую Фасонную форму придают им, обжимая их в профилирующих роликах, установленных непосредственно на канатовьющей машине 1 ,
Недостаток данного способа состои в том, что в результате обжатия исходных цельнометаллических Г1|эядей из круглых проволоки образуются площадк проката (концентраторы напряжения) н проволоках, что снижает долговечност фасоннопрядного. каната.
Наиболее близким решением из известных является способ изготовления фасоннопрядного каната, включающий свивку ПРОВОЛОК в прядь вокруг эластичрого сердечника, сливку прядей в канат и обжатие каната 2.
Недостаток этого способа изготовления проволочного каната состоит в том, что проволоки, перераспределяясь в канате, сохраняют в основном, свою круглую форму, что уменьшает структурную плотность, а значит и прочность и долговечность фасоннопрядного каната.
Целью изобретения является повышение прочности и долговечности фасоннопрядного каната за счет увеличения его структурной плотности.
Поставленная цель достигается тем что каждую прядь подвергают пластическому обжатию и формовке ее в фасонный профиль.
Благодаря пластическому обжатию исходной круглой пряди до придания проволокам .повива профилей, обеспечиваюйщх касание смежных проволок между собой и основой по винтовым поверхностям, и. последующей деформации «ругловой обжатой податливой пряди в фасон1шй профиль до упора в металлический сердечник основы пряди, увеличивается структурная плотность и прочность фасоннопрядного каната.
В виду нёшичия у фасонной пря .ди гладкой наружной поверхности увеличивается площадь межпрядевого контакта каната, а также его опорная поверхность с рабочим шкивом и барабаном, что в конечном счете ведет к увеличению долговечности каната.
Следует отметить,что пластическо обжатие прядей осуществляется перед свивкой .пряди в канат или непосредст венно в процессе свивки каната, а. деформация круглых пластически o6}raTux Прядей в заданный фасонный профиль осуществляют перед свивкой прядей в канат. непосредственно в процессе свивки
каната или после свивки каната в обжимных инструментах типа волок, про филирующих роликов и т.д.
Металлический сердечник податливо основы выполняют в виде проволоки, проволочного пучка или проволочной пряди, а пластическое обжатие прядей осуществляют отдельно для каждого слоя повива прядой или одновременно для всех слоев повива прядей.
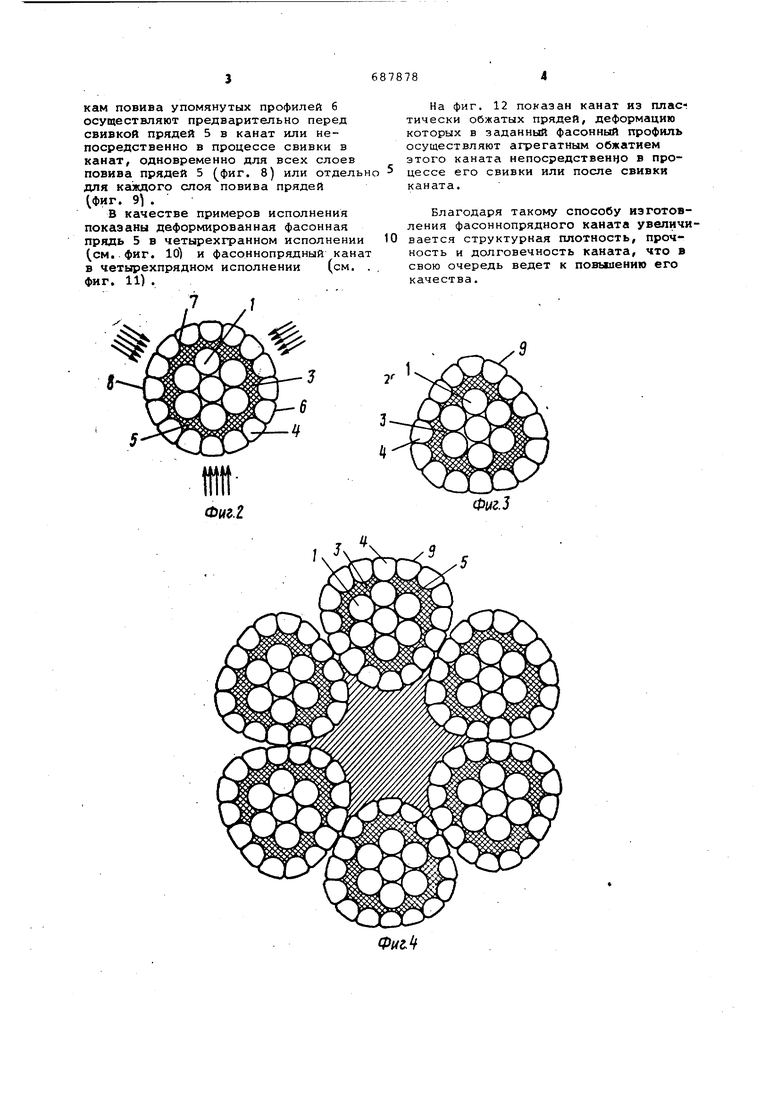
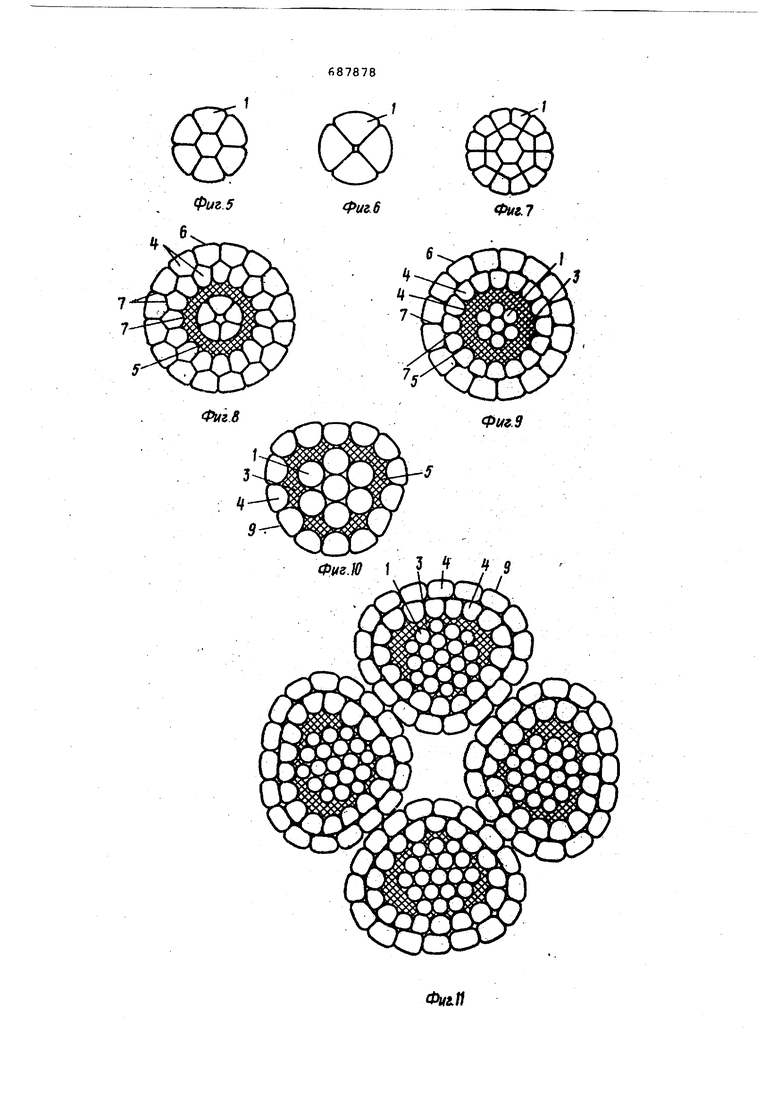
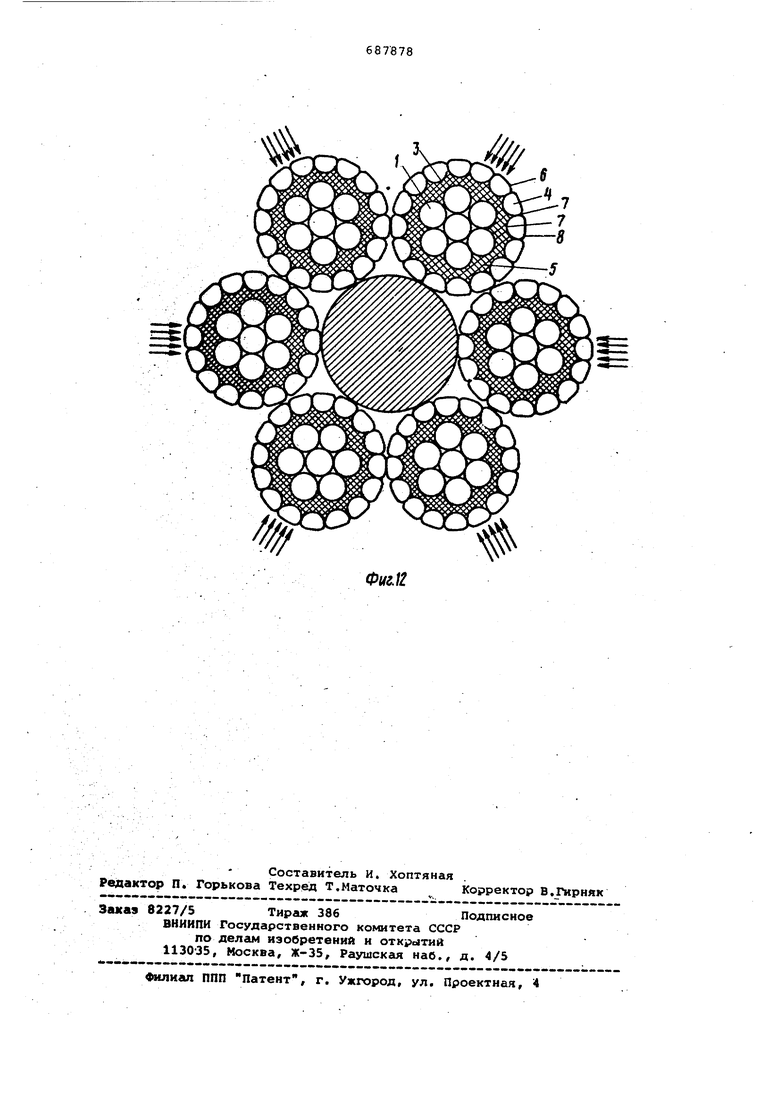
На фиг. 1 представлена исходная круглая прядь; на фиг. 2 -, пластически обжатая круглая прядь; на фиг. 3 деформированная трехгранная прядь; на фиг, 4 - трехграннопрядный канат в шестипрядном исполнении; на фиг. 5 6, 7, - металлический сердечник податливой основы пряди, выполненный соответственно в виде семи-, четырех- и девятнадцатипроволочной пластически обжатой пряди; на фиг. 8,9двухслойная прядь, пJJ cтичecки обжатая соответственно в агрегате и послоййо; на фиг. 10 - деформированная четырехграннг1я прядь; на фиг. 11 трехграннопрядный канат в .четырехпрядном исполнении; на фиг. 12 - канат из пластически обжатых прядей.
Способ изготовления фасоннопрядного каната предуо атривает покрытие металлического сердечника 1, например в виде семипроволочной пряди оболочкой 2 из мягкого материала, например пластмассы, алюминия, цинка, с целью образования податливой основы 3.
Далее способ включает повив, например, круглых проволок 4 вокруг податливой основы 3 пряди 5.
Затем пряди 5 подвергают пластическому обжатию до придания проволокам 4 повива профилей б, обеспечив.а:ющих касание смежных проволок 4 Между собой и с основой 3 по винтовым поверхностям 7 и образование в основном гладкой наружной поверхности 8 прядей 5.
В дальнейшем пластически обжатые пряди 5 деформируют в фасонный профиль 9, например трехгранный (см. фиг. З), со скругленными углами в поперечном сечении пряди до тех пор, пока не доведут проволоки 4 повива, смежные с основой 3, до упора в металлический сердечник 1 на участке |между упомянутыми скругленными углами На фиг. 4.показан фасоннопрядный, например трехграннопрядкый, канат в ше.стипрядном исполнении, изготовленны Ъыиеуказанным способом.
В качестве примеров изготовления . показаны металлический сердечник 1, выполненный в виде семи-(см.фиг.5) , четырех-(см. фиг. б) и девятнадцатипроволочной (см. фиг. 1) пластически обжатой пряди.
При данном способе пластическое обжатие прядей 5 до придания провояокам повива упомянутых профилей 6 осуществляют предварительно перед свивкой прядей 5 в канат или непосредственно в процессе свивки в канат, одновременно для всех слоев повива прядей 5 (фиг. 8) или отдельн для каждого слоя повива прядей фиг. 9) .
В качестве примеров исполнения показаны деформированная фасонная прядь 5 в четырехгранном исполнении (см. фиг. 10) и фасоннопрядный канат в четырехпрядном исполнении (см. . фиг. 11) .
На фиг. 12 показан канат из пластически обжатых прядей, деформацию которых в заданный фасонный профиль осуществляют агрегатным обжатием этого каната непосредственно в процессе его свивки или после свивки каната.
Благодаря такому способу изготовления фасоннопрядного каната увеличивается структурная плотность, прочность и долговечность каната, что в свою очередь ведет к повыиению его качества.
Фиг
Фиг.З
Фиг 5
Фиг. 6
Фиг.7
Фкг.В
Фиг.Ю f f f 3
Фиг.д
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехграннопрядный проволочный канат | 1982 |
|
SU1038394A1 |
| Способ изготовления фасонно-прядного каната | 1982 |
|
SU1027307A1 |
| Способ изготовления фасоннопрядногопРОВОлОчНОгО KAHATA | 1979 |
|
SU815098A1 |
| Способ изготовления фасонно-пРядНОгО пРОВОлОчНОгО KAHATA | 1979 |
|
SU831890A2 |
| КАНАТ СТАЛЬНОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2822146C1 |
| Проволочный канат | 1981 |
|
SU960338A1 |
| Канат стальной двойной свивки с компактным металлическим сердечником | 2020 |
|
RU2762093C1 |
| КАНАТ СТАЛЬНОЙ В ПОЛИМЕРНОЙ ОБОЛОЧКЕ СО СВЕТООТРАЖАЮЩИМИ НАПОЛНИТЕЛЯМИ (ВАРИАНТЫ) | 2019 |
|
RU2720971C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИЧЕСКИ ОБЖАТЫХ ЭЛЕМЕНТОВ КАНАТА ИЛИ КАНАТА В ЦЕЛОМ | 2019 |
|
RU2731240C1 |
| Неизолированный сталеалюминиевый высокопрочный высокотемпературный высокопрочный провод | 2019 |
|
RU2706957C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОН- НОПРЯДНОГО КАНАТА, включающий свивку проволок в прядь вокруг эластичного сердечника, свивку прядей в канат и обжатие каната,о т л и ч а ющ и и ся тем, что,с целью повышения прочности и долговечности каната,каждую прядь подвергают пластическому обжатию и формовки ее в фасонный профиль.(Лсь00^00^00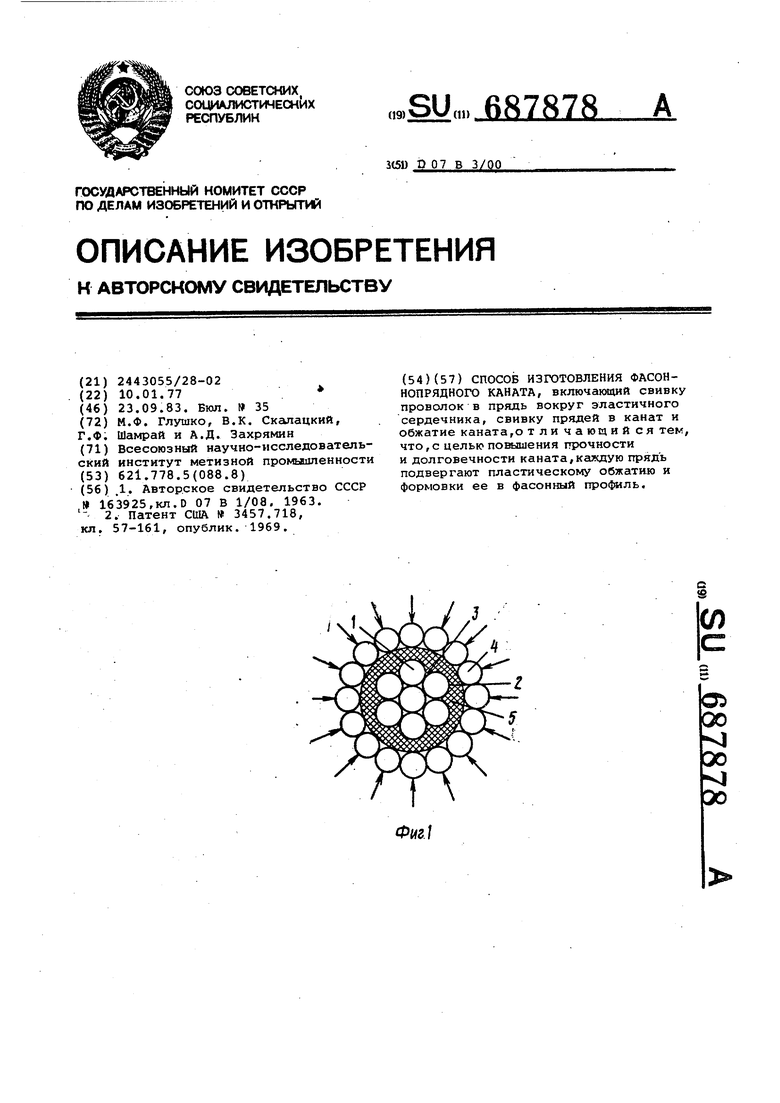
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОПРЯДНОГО КАНАТА | 0 |
|
SU163925A1 |
| СТАНОК ДЛЯ ОКРАСКИ ВАГОННОЙ ОБШИВКИ | 1925 |
|
SU3457A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
