Изобретение, относится к канатному производству, а именно к производству фасоннопрядных канатов. Известен способ изготовления проволочного каната, включающий свивку нескольких слоев проволок в прядь во круг сердечника с целью образования пряди, свивку нескольких таких прядей в канат и обжатие каната. В этом способе изготовления фасон нопрядного каната проволоки внутренн го слоя исходной круглой пряди выбираются из условия их касания между собой f 1 . Недостаток известного способа состоит в том, что при соблюдении указанного условия касания проволок внутреннего слоя в исходных круглых прядях, перераспределение этих прово лок при обжатии исходных круглых пря дей в фасонный профиль - происходит в стесненных условиях, в результате чего часть проволок, сдвигаясь к цен ру пряди, стремится оттеснить осталь ные проволоки к ее периферии. При этом на поверхности проволок образуются площадки смятия, беспорядочно распол женные по длине проволок. Являясь ко центраторами напряжений, эти площадк смятия приводят к уменьшению долговечности фасонйопрядных канатов. Целью изобретения является увеличение долговечности каната. Поставленная цель достигается тем что согласно способу изготовления фасоннопрядного каната, включающему свивку нескольких слоев проволок в прядь вокруг сердечника, свивку прядей в канат и обжатие каната, проволоки внутреннего слоя навивают на сердечник с гарантированными окружными зазорами величиной 0,f0,3 диаметра проволоки, а обжатие каната производят до ликвидации зазоров. Благодаря тому, что проволоки внутреннего слоя свивают в прядь с окружными зазорами,фасонная форма прядей достигается, в основном, за счет свободного пространства (зазоров) и перераспределения положения круглых проволок в уплотненную структуру, не допуская при этом возникновения площадок смятия проволок, что, в свою очередь, увеличивает долговечность каната. На фиг. 1 показана исходная круглая прядь каната; на фиг, 2 - фасоннопрядный канат. Способ изготовления фасоннопрядного каната включает свивку внутреннего 1 и наружного 2 слоев проволок 3 и 4 в круглую прядь 5 вокруг сердечника, например, в виде проволоки 6, покрытой с олочкой 7 из мягкого материала, например, полиэтилена; причем проволоки 3 внутреннего слоя 1 свивают в прядь 5 с окружными зазорами 8. Исходные круглые пряди преобразовывают в фасонные 5 до вида, ликвидируя при этом зазоры 8 между смежными проволоками внутренних слоев 3Эта операция может быть выполнена в процессе свивки прядей, в процессе свивки каната или при агрегатном обжатии готового свитого каната. Для простоты на фиг. 2 показана конструкция одной из прядей фасоннопрядного каната. Остальные пряди условно показаны замкнутыми контурами. П р и м е р. Величину окружных зазоров 8 между проволоками 3 внутреннего слоя 1 в исходных круглых прядях 5 назначают в зависимости от ко личества прядей 5 в фасоннопрядном канате и количества проволок в слоях пряди, при УСЛОВИИ контакта всех смежных проволок наружного слоя 2. Величина зазоров В тем больше, чем меньше прядей в канате. Реальные фасоннопрядные канаты имеют до шести прядей, содержащих от семи до пятнадцати проволок в слое. Величины окружных зазоров 8 между проволоками внутреннего слоя, отнесенные к диаметру этих проволок, принятому за единицу. Некоторые наиболее распространенные реальные констт рукции фасонноп|Лдных канатов представлены в таблице.
Количество проволок
3 k 6
1027307
Окружной зазор между проволоками в слое пряди внутреннего слоя в исходной круглой пряди
0,2-0.3
0,15-0,25
0,10,2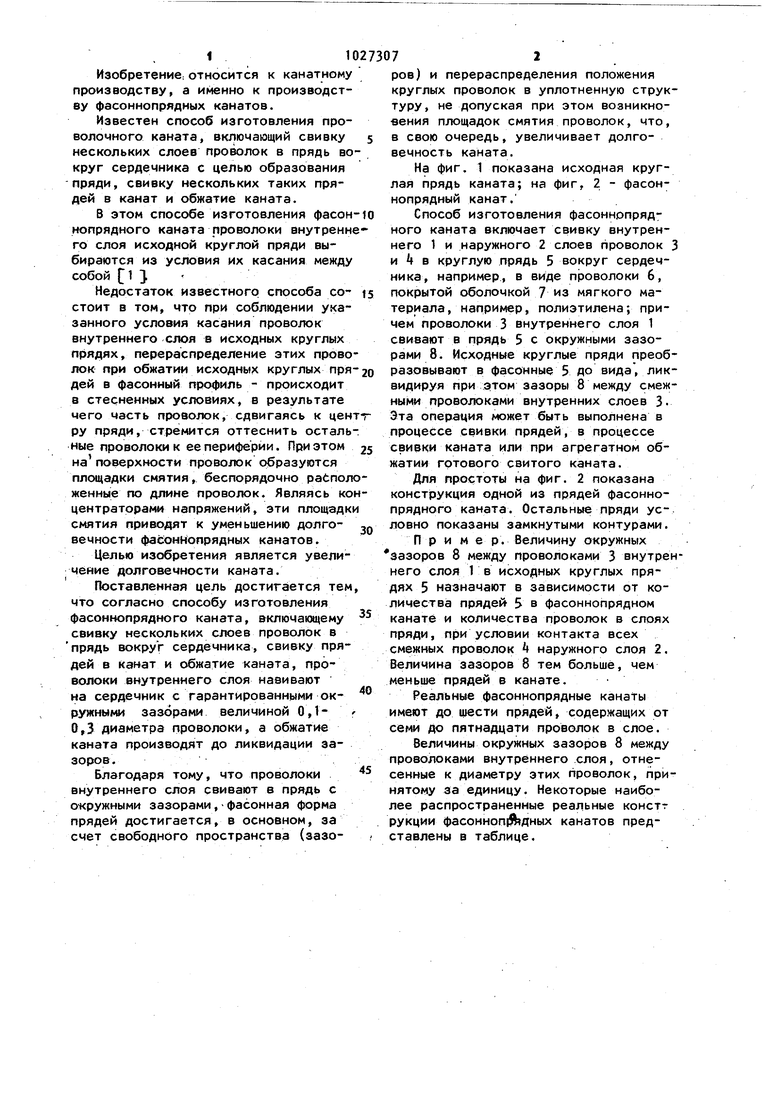

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фасоннопрядного каната | 1977 |
|
SU687878A1 |
| Способ изготовления фасоннопрядногопРОВОлОчНОгО KAHATA | 1979 |
|
SU815098A1 |
| Способ изготовления фасонно-пРядНОгО пРОВОлОчНОгО KAHATA | 1979 |
|
SU831890A2 |
| КАНАТ СТАЛЬНОЙ ЗАКРЫТОЙ КОНСТРУКЦИИ МАЛОКРУТЯЩИЙСЯ (ВАРИАНТЫ) | 2020 |
|
RU2745809C1 |
| Канат двойной свивки | 1977 |
|
SU632783A1 |
| Проволочный канат | 1981 |
|
SU960338A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИЧЕСКИ ОБЖАТЫХ ЭЛЕМЕНТОВ КАНАТА ИЛИ КАНАТА В ЦЕЛОМ | 2019 |
|
RU2731240C1 |
| Арматурный канат (варианты) и способ его изготовления | 2019 |
|
RU2730136C1 |
| КАНАТ СТАЛЬНОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2822146C1 |
| Способ изготовления каната из фасонных элементов | 1983 |
|
SU1266911A1 |
Таким образом, величина окружных зазоров в рассмотренных примерах конкретного выполнения способа находится в пределах 10-30 от диаметра проволок внутреннего слоя. Благодаря тому, что проволоки внутреннего слоя пряди свивают с окружными зазорами, обжатие прядей в фасонный профиль происходит за счет свободного пространства (зазоров) и перераспределения положения проволок в уплотненную структуру; в результате чего на поверхности проволок отсутствуют площадки смятия, что в свою очередь увеличивает долговечность фасоннопрядного каната.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| ; | |||
