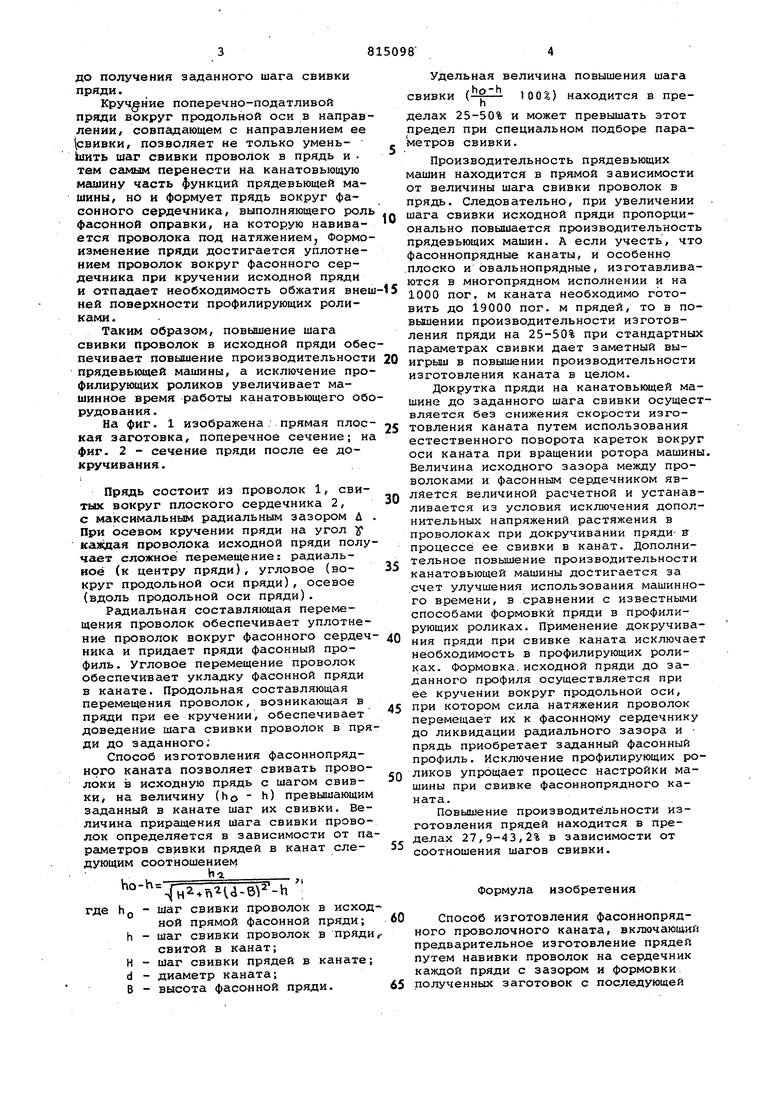
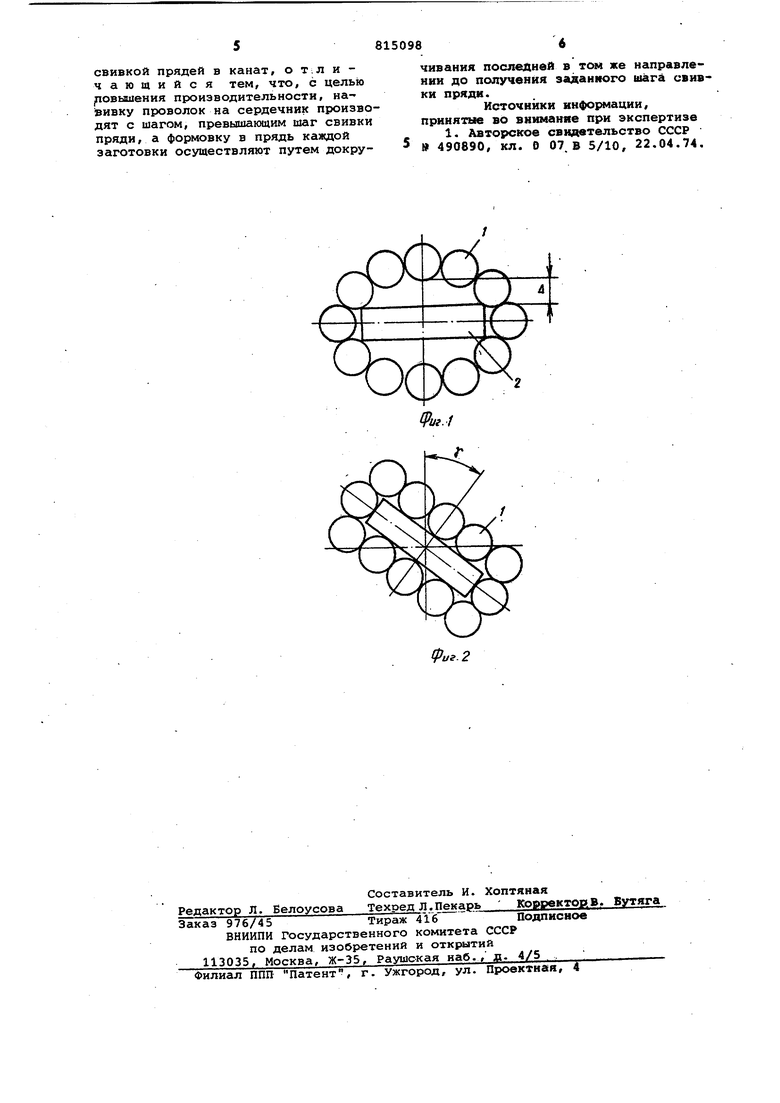
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОПРЯДНОГО ПРОВОЛ ЧНОГО КАНАТА до получения заданного шага свивки пряди. Кручение поперечно-податливой пряди вокруг продольной оси в направ лении, совпадающем с направлением ее |свивки, позволяет не только уменьkuHTb шаг свивки проволок в прядь и . тем самым перенести на канатовьющую машину часть функций прядевьющей машины, но и формует прядь вокруг фасонного сердечника, выполняющего рол фасонной оправки, на которую навивается проволока под натяжением. Формо изменение пряди достигается уплотнением проволок вокруг фасонного сердечника при кручении исходной пряди и отпадает необходимость обжатия вне ней поверхности профилирующих роликами. Таким образом, повышение шага свивки Проволок в исходной пряди обе печивает повышение производительност прядевьющей машины, а исключение про филирующих роликов увеличивает машинное время работы канатовьющего об рудования. На фиг. 1 изображена. прямая плос кая заготовка, поперечное сечение; н фиг. 2 сечение пряди после ее докручивания. Прядь состоит из проволок 1, свитых вокруг плоского сердечника 2, с максимальным радиальным зазором Д При осевом кручении пряди на угол у каждз.я проволока исходной пряди полу чает сложное перемещение: радиальное (к центру пряди), угловое (вокруг продольной оси пряди), осевое (вдоль продольной оси пряди). Радиальная составляющая перемещения п.роволок обеспечивает уплотнение проволок вокруг фасонного сердеч ника и придает пряди фасонный профиль. Угловое перемещение проволок обеспечивает укладку фасонной пряди в канате. Продольная составляющая перемещения проволок, возникающая в пряди при ее кручении, обеспечивает доведение шага свивки проволок в пря ди до заданного: Способ изготовления фасоннопрядного каната позволяет свивать проволоки в исходную прядь с шагом свивки, на величину (ho - h) превышающим заданный в канате шаг их свивки. Величина приращения шага свивки проволок определяется в зависимости от па раметров свивки прядей в канат еледующим соотношением hi где HQ - шаг свивки проволокв исход ной прямой фасоннойпряди; h - шаг свивки проволокв пряди свитой в канат; Н - шаг свивки прядей вканате; d диаметр каната; В - высота фасонной пряди. Удельная величина повышения шага свивки ( ° 1001) находится в пределах 25-50% и может превышать этот предел при специальном подборе параметров свивки. Производительность прядевьющих машин находится в прямой зависимости от величины шага свивки проволок в прядь. Следовательно, при увеличении шага свивки исходной пряди пропорционально повышается производительность прядевьющих машин. А если учесть, что фасоннопрядные канаты, и особенно плоско и овальнопрядные, изготавливаются в многопрядном исполнении и на 1000 пог, м каната необходимо готовить до 19000 пог. м прядей, то в повьшении производительности изготовления пряди на 25-50% при стандартных параметрах свивки дает заметный выигрыш в повышении производительности изготовления каната в целом. Докрутка пряди на канатовьющей машине до заданного шага свивки осуществляется без снижения скорости изготовления каната путем использования естественного поворота кареток вокруг оси каната при вращении ротора машины. Величина исходного зазора между проволоками и фасонным сердечником явлйется величиной расчетной и устанавливается из условия исключения дополнительных напряжений растяжения в проволоках при докручивании пряди- В процессе ее свивки в канат. Дополнительное повышение производительности канатовьющей машины достигается за счет улучшения использования машинного времени, в сравнении с известными способами формовки пряди в профилирующих роликах. Применение докручивания пряди при свивке каната исключает необходимость в профилирующих роликах. Формовка, исходной пряди до заданного профиля осуществляется при ее кручении вокруг продольной оси, при котором сила натяжения проволок перемещает их к фасонному сердечнику до ликвидации радиального зазора и прядь приобретает заданный фасонный профиль. Исключение профилирующих роликов упрощает процесс настройки машины при свивке фасоннопрядного каната. Повышение производительности изготовления прядей находится в пределах 27,9-43,2% в зависимости от соотношения шагов свивки. Формула изобретения Способ изготовления фасоннопрядного проволочного каната, включающий предварительное изготовление прядей путем навивки проволок на сердечник каждой пряди с зазором и формовки по.пученных заготовок с последующей
свивкой прядей в канат, о т л и чающийся тем, что, с целью повышения производительности, на- вивку проволок на сердечник производят с шагом, превышающим шаг свивки пряди, а формовку в прядь каждой заготовки осуществляют путем докручивания последней в том же направлении до получения заданного шаг4 свивки пряди.
Источники информации, принятью во вниманяе при экспертизе
1. Авторское свидетельство СССР 490890, кл. О 07. В 5/10, 22.04.74.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фасоннопрядного каната | 1980 |
|
SU859516A1 |
| Способ изготовления фасоннопрядного каната | 1977 |
|
SU687878A1 |
| Устройство для изготовленияфАСОННО-пРядНыХ KAHATOB | 1979 |
|
SU798213A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОПРЯДНОГО КАНАТА | 1964 |
|
SU163925A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОПРЯДНОГО КАНАТА | 1971 |
|
SU308132A1 |
| Способ изготовления каната из фасонных элементов | 1983 |
|
SU1266911A1 |
| Способ изготовления фасонно-пРядНОгО пРОВОлОчНОгО KAHATA | 1979 |
|
SU831890A2 |
| Канат стальной двойной свивки с композитным сердечником | 2024 |
|
RU2831257C1 |
| Проволочный канат двойной свивки | 1977 |
|
SU771222A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
