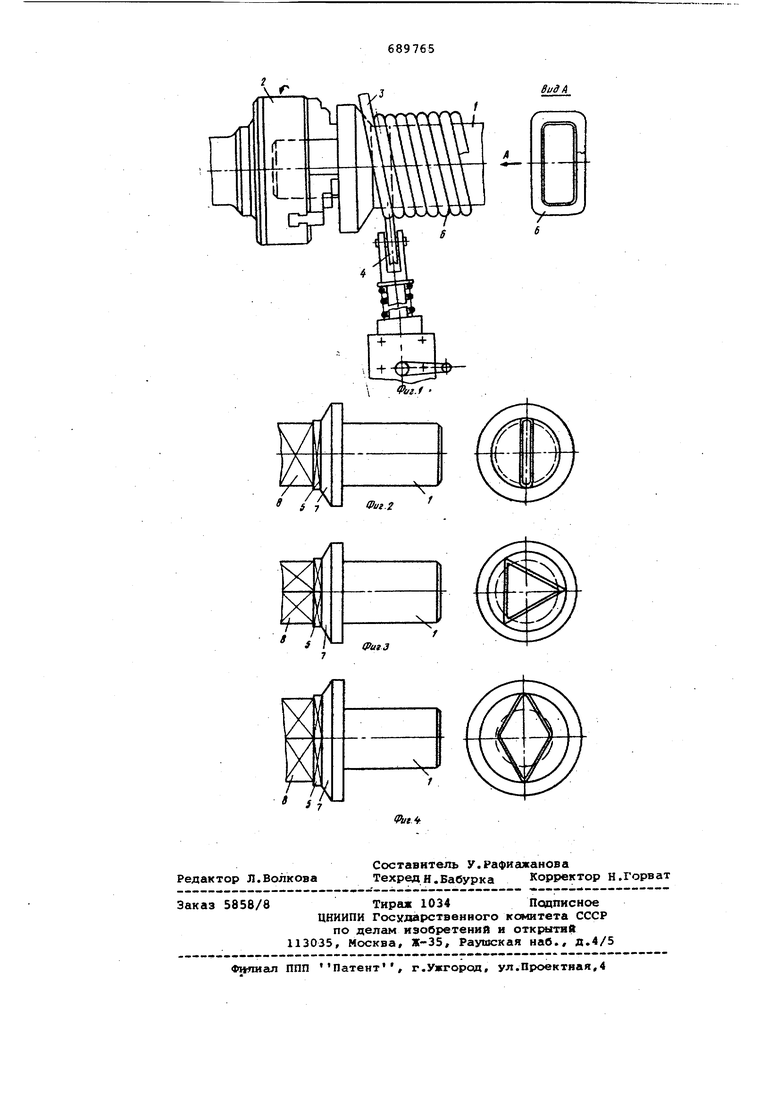
На фиг. 1 схематично изображено устройство для изготовления пружин- ных деталей из проволоки и вид А; на фиг.2, 3 и 4 - виды оправки, на которые производят навивку пружин. Оправка 1 расположена в патроне 2, например, токарного станка. Навиваемую проволоку 3 направляет и поджимает подпружиненный ролик 4, расположенный на станине токарного станка против рабочего профильного участка 5 оправки 1, при этом продольная ось направляющего.ролика 4располагается к оси зажатой оправ ки 1 под углом 5-10 . В зависимости от диаметра навиваемой проволоки 3 этот угол увеличивается или уменьшается (подбирается опытным путем). На рабочую профильную часть 5оправки 1 навивают проволоку 3. Устройство работает следующим образом. Конец отожженной проволоки 3 заг бают крючком и надевают на рабочий профильный участок 5 оправки 1, затем подводят ролик, начинают враицение оправки 1 и получают один виток опирали б. При дальнейшем повороте оправки 1 проволока 3 набегает на заходную конусную часть 7 оправки (конус имеет угол при основании 30-40) и под действием ролика 4 проволока 3, вдавливаясь между конусом 7 и навитым витком спирали б сбрасывает первый навитый виток. Последующие витки навиваются таким же образом. Все навитые витки спир ли 6 располагаются на нерабочей ча ти 8 оправки 1. При навивке необхо димого числа витков спирали 6 ее снимают с оправки.. Предлагаемое устройство позволя изготавливать из проволоки пружины и пружинные детали круглой и полук лой формы, в частности длинномерны пружинные лотки с профилем: прямогольник, ромб, трапеции, многоугольик и др. Устройство позволяет производить вободный поштучный съем каждого витка навиваемой проволоки с оправки осле его навивки, так как снимать группу витков некруглой формы очень сложно. Съем витка осуществляется вторым навиваемым витком, так как второй виток, уклгшываясь между первым навитым витком и торцом усеченного конуса на рабочую часть профильной оправки, давит по всей образующей первого витка, а так как рабочая часть профильной оправки выполнена по длиИ61 менее двух витков навиваемой проволоки, то каждый последующий навиваемый виток сбрасывает предьздущий. Формула изобретения Устройство для изготовления пружинных деталей из проволоки, содержащее установленные в корпусе механизм направления и поджима витков пружины и вращаиощуюся оправку, о тличающееся тем, что, с целью повьшения производительности устройства и упрощения его конструкции , оно имеет подпружиненный профильный ролик , установленный с возможностью контакта с наружной поверхностыб навиваемой детали, при этом оправка выполнена трехступенчатой, одна ступень которой имеет коническую форму, а вторая ступень; имеет длину меньше двух диаметров навиваемой проволоки, при этом профиль третьей ступени меньше профиля предьщ оцей ступени. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 218802, кл. В 21 Р 3/04, 1966 (прототипi;
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пружинных деталей из проволоки | 1978 |
|
SU787135A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |
| ВИТАЯ ОБОЛОЧКА С УСИЛЕНИЕМ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2756187C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| Устройство для навивки спиралей | 1985 |
|
SU1384355A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257976C1 |
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1985 |
|
SU1266624A1 |
| Приспособление к токарному станку для непрерывной навивки спиралей | 1984 |
|
SU1299653A1 |
| Способ навивки бесконечных многопроволочных спиралей и станок для его осуществления | 1986 |
|
SU1493368A1 |