(54) СПОСОБ ГРУППОВОЙ ГАЗОКИСЛОРОДНСЙ РЕЗКИ ПРОКАТА КРУГЛОГО СЕЧЕНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кислородной резки проката круглого сечения | 1978 |
|
SU738796A1 |
| Газокислородный резак | 1977 |
|
SU741019A1 |
| Способ кислородной резки стальных заготовок | 1990 |
|
SU1830319A1 |
| Способ кислородной резки стальных заготовок | 1990 |
|
SU1731499A1 |
| Способ кислородной резки | 1978 |
|
SU697270A1 |
| Установка для резки проката круглого сечения | 1980 |
|
SU903007A1 |
| Способ прокатки металлов | 1977 |
|
SU707621A1 |
| Способ резки заготовок | 1980 |
|
SU961888A1 |
| Устройство для групповой газовойРЕзКи HA МЕРНыЕ зАгОТОВКи | 1979 |
|
SU846152A1 |
| Способ термической резки стальных заготовок кислородом высокого давления и резак для его осуществления | 1982 |
|
SU1050825A1 |
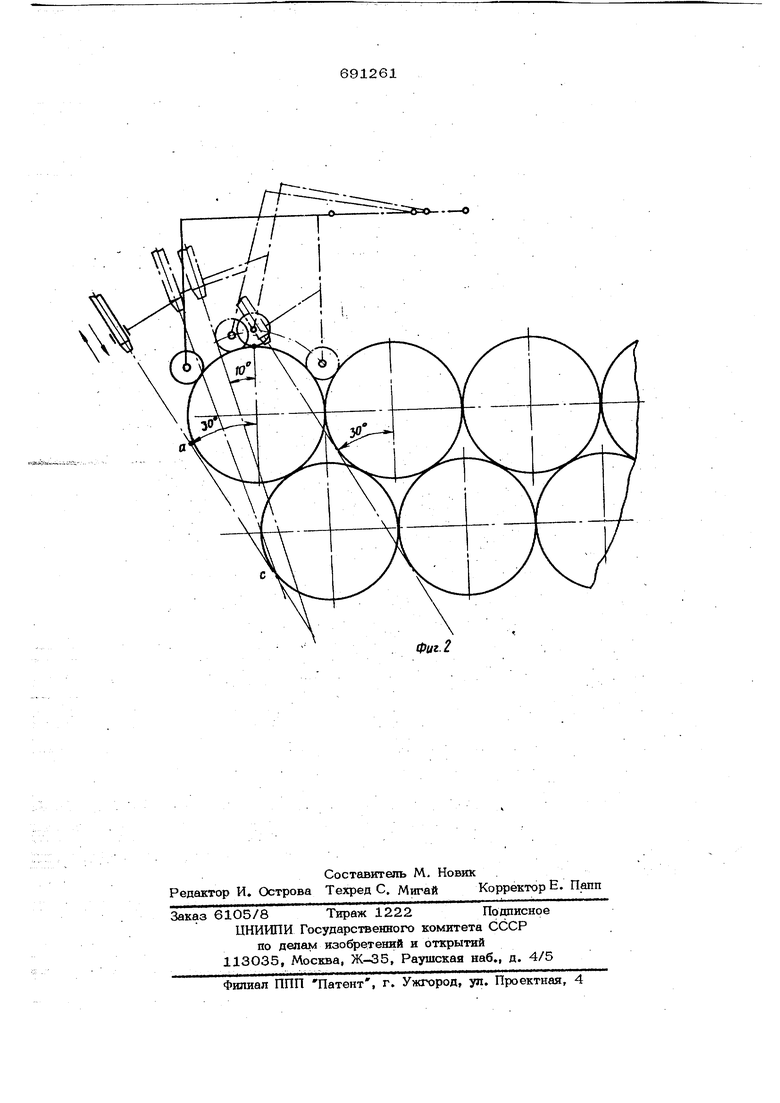
. ;. - I . .; ,. --. Изобретение относится к гаэоплазмейной обработке металлов, в частности к способам изготовления заготовок из проката круглого и овального сечения газокислородной резкой. Изобретение наиболее эффективно може быть использовано при серийном и массовом производстве заготовок из проката круглого и овального сечения в заготовительных цехах различных отраслей промышленности, Известен способ газокислородной резки тфофилей, в частности сортового проката 11. Этим способом осуществляют резку сортового проката: швеллеров, уголков и тл. Резак при помощи рычажной параллелограммной систо лы копирует профиль поверхности проката и ведет резку снизу вверх под углом 5. Однако известный способ не обеспечивает достаточно высокой производительйости труда. из-за необходимости поштуч ной резки сортового проката, больших затрат времени на йрогрев проката перед резкой, усложненной конструкшш устройст ва, перемей1а5ощего резак;. Известен спсюр б безосташвочного врезания при переходе с оДйого прутка на другой ,2. Для осуществления этого способа несколько круглых шш овальных заготовок укладывают вплотную одна на другую и начинают процесс резания вручную с использований известных технологических приемов. Для обеспечения непрерывности процесса peiaaHHa в местах перехода струи реЖущего кислорода с одной заготовки на другую резак вручную наклоняют в сторону, обратную направлению резки. Однако в связи с тем, что процесс резки по способу безосташвочного врезаний при переходе с одного прутка на другой ведут .вручную, качество резки зависит от квалификации газорезчика, быстроты его реакции и т,д. Кроме того, производительность труда при резке данным способом низкая, так как прокат ре жут только в один ряд. Цель изобретения - повышение производительности труда, Для этого заготовки укладывают по . крайней мере в два ряда один на другом Ъ каждом последующем ряду размещают на две заготовки больше, чем в предыдущем, а резак перед резкой устанавливают под углом ЗО к вертикали; при этом в процессе резки упомянутый угол наклона меняют в пределах от ЗО° до 10 и наоборот, причем в местах перехода с одной заготовки на другую уменьшают скорость перемацения резака. На фиг. 1 изображена схема расположения круглого проката и резака в процессе резки; на фиг. 2 - положения реза ка при обкатке заготовок копиром. Перед началом процесса резки заготовки 1 проката круглого или:овального сечения диаметром от 20 до 150 мм укладывают при помощи формующих упоров 2 в два или более рядов таким образом, что каждый верхний ряд на одну заготовку шире нижкето с суммарной толщиной уложенных слоев от 40 до ЗООмм Резак 3 перед резкой устанавливают под углом 30° к вертикальной оси заготовки 1 верхнего ряда. Допускаемое отклонение от этого угла - минус 5°. Процесс нагрева первой.заготовки начинают в точке а и проводят его в течение ОДО,7 мин до получения температуры вое пламенения металла в кислороде После этого включают подачу режущего кислорода в резак 3 и одновременно включают механизм перемещения {на фиг. не показан) резака 3 вдоль верхнего ряда зет отовок. Для обеспече ния заданйсР-о режима перемещения резака 3 его жестко закрепляютна копирвой рймке 5. Копирный ролик 4 шарнирно закреплен на рамке 5, в свою очередь щар1€ирно закрепленной на каретке 6, дви жущейся по консоли 7. Копирный ролик 4 изменяет угол наклона резака 3 от 30°. до 10° к вертикальной оси первого ряда заготовок при обкатывании перво половины поверхности заготовки 1 и от 10 до ЗО к вертикальной оси последующей заготовки 1 верхнего ряда при обкатывании второй половины поверхности заготовки 1. Изменение угла наклона резака 3 от ЗО° до 10° позволяет значительно большее время нагревать точку с заготовки нижнего ряда перемещающей ся струей режущего кислорода с выдуваемыми ею ри1аками, образующимися в процессе резки. Минимальный угол наклона резака 3, а следовательно, режущей струи кислорода, равный 1О , после про- . хождения им точки а, соответствующей вертикальной оси заготовки 1 верхнего ряда, вновь увеличивается до 30 в точке, соответствующей вертикальной оси последующей заготовки верхнего ряда. При этом скорость резки в точке с имеет наименьшее значение в результате сложения скорости поступательного перемещения резака 3 вдоль консоли 7 и скорости его синусоидального перемещения по поверхности заготовки 1. Этим обеспечивают непрерывность процесса резки в местах перехода от одной заготовки к другой в верхнем и нижнем рядах и плоскостях реза к надежное врезание в нижний ряд заготовок. Прим ер. Круглый 100 мм в количестве 27 шт. укладывают в три ряда, в верхнем ряду 10 шт., в среднем 9 щт, и в нижнем 8 шт., при суммарной толщине слоя проката 275 мм. Время на предварительный подогрев при использовании в качестве горючего газа ацетилена будет составлять 30 с. При скорости резки 105 мм/мин и количестве прутков верхнего ряда, равном 10 шт., корма времени на разовый рез 27 шт. заготовок всех трех рядов составит 10 мин. Предлагаемый способ групповой газокислородной резки проката круглого сечения позволяет повысить производительность труда в за счет возможноети производить одновременную резку группы заготовок, уложенных в два и более рядов таким образом, что каждый верхний ряд на одну заготовку шире нижнего. Это.достигается благодаря изменению угла наклона резака в указанных пределах в процессе резки заготовок верхнего ряда и уменьшению скорости перемещения резака в местах перехода с одной заготовки на другую. Это позволяет нагревать поверхность реза заготовок нижнего ряда к обеспечивать непрерывность струи режущего кислорода в местах перехода с одной заготовки на другую в верхнем и нижнем рядах в плоскости реза и надежность ее врезания в металл в нижнем ряду заготовок. Формула изобретения Способ групповой газокислородной резки проката круглого сечения, при котором заготовки размещают вплотную одна рядом с другой, отличающийся тем, что, с целью повышения производительности путем механизации процесса, заготовки укладывают по крайней мере в два ряда один на другом, в каждом последующе ряду размет ают на две заготовки больше, чем в предыдущем а резакnepejg резкой устанавливают под углом вертикали, при этом в процессе резки упомянутый угол накло61 на меняют В пределах от ЗО до 10 и наоборот, причем в местах перехода с одной заготовки на другую уменьшают скорость перемещения резака. Источники информации, принятые во внимание при экспертизе 1.Патент ФРГ № 1904122, кл. 49 h, 7/04, 1974. 2.Трофимов А. А., Суханин Г. К. Ручная кислородная резка.- М., Машиностроение, 1974, с. 47.
i:r:.sj v:-bjvxx --i
