Изобретение относится к сварочн производству, а именно к устройствам для групповой газовой резки пр ката на мерные заготовки. Изобретение наиболее эффективно может быть использовано в заготови тельных отделениях сварочных цехов и кузнечно-прессовых цехах. Известно устройство для газокисл родной резки прутков, выполненное в виде подающего и приемного рольгангов связанных между собой наклонными рейками, рычажного сбрасы вателя готовых заготовок, монорельса для перемещения тележки с газорезательной аппаратурой и подвижного уиора для настройки отрезаемых прутков на определенную длкну I, Недостаток данного устройства заключается в том, что оно не обеспечивает высокой производительности резки, так как предусматривает резк единичных длинномерных заготовок. Наиболее близким по технической сущности к предлагаемому является механизированная установка для груп повой резки заготовок резцов из проката прямоугольного сечения, содержащая смонтированные на основани подающий рольганг, стол с опорой для проката и торцовым упором, а также резаки 2, Эта конструкция характериэуетсй тем, что она имеет недостаточЕно высокузд производительность, так как ке предусматгзнвает одновременную резку проката несколькими резаками, Кроме того, резку проката на заготовки небольшой длины (50-200 мм) из-за их проскакиэанмя между колосниками рабочего стола на этой установке выполнять невозможно. Цель нзобретек1 л - повышение производительности при резке проката небольших линейных размеров, ПocтaJ5 лeннaя цель достигается тем, что стол снабжен направляющими, а опора для проката выполнена в виде размещенных в этих направляющих с возможностью продольного перемещения двух опорных и одного натяжного pojjHKOs и эластичной ленты, оттягивакт,е.К эти ролики, а также двух двухштоковых гидроцилиидров, закрепленных в столе, 1ЙТОКИ которых перпендикулярны плоскости стола, при этом опорные ролики шарнирнб соединены посредством тяг, закрепленных на их торцах, со штоками гидроцилкндроа, размещенных у торцового
yqopa, a натяжной ролик закреплен н4 других штоках гидроцилиндров.
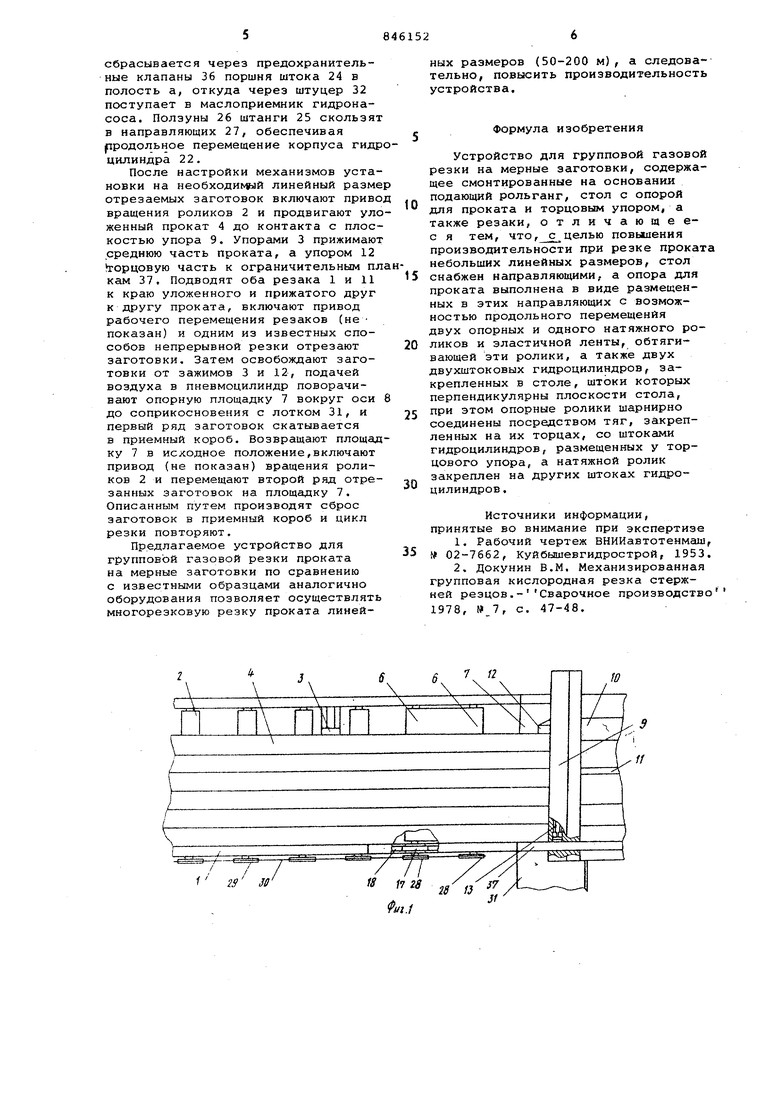
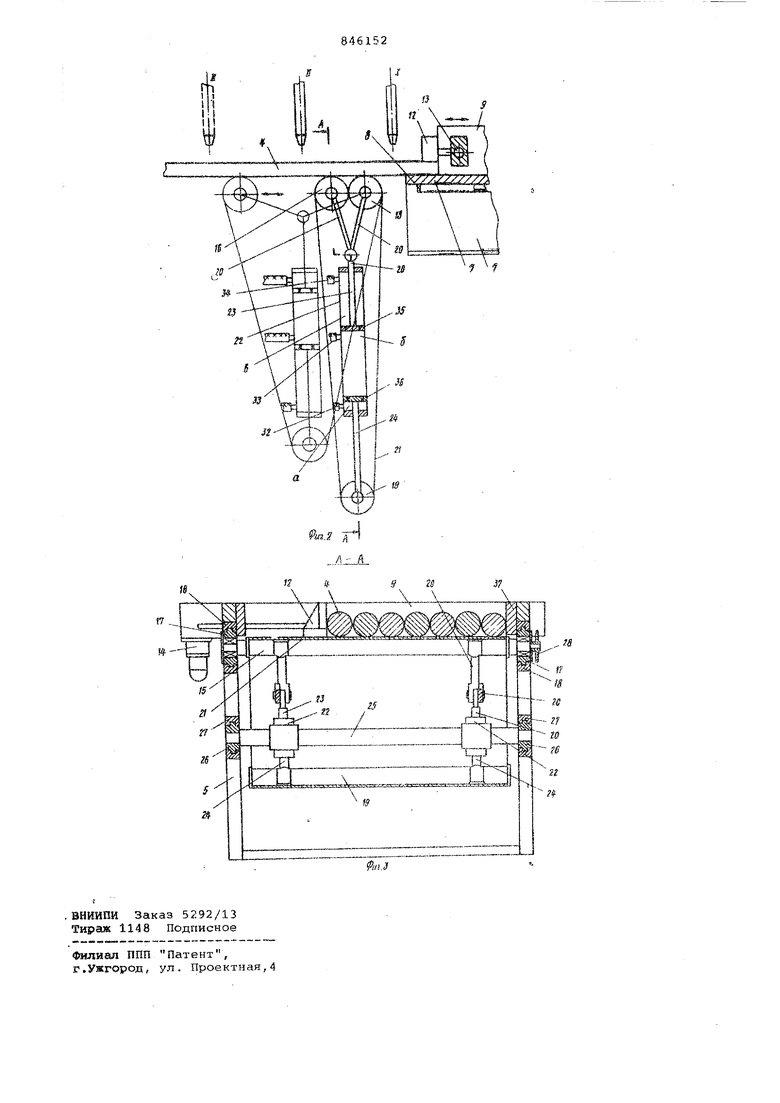
На фиг. 1 изображена установка, вид сверху; на фиг, 2 - схема,регулирования рабочей поверхности стола на фиг, 3 - сечение А-А на фиг.2. Установка для групповой резки проката на мерные заготовки состоит из транспортного рольганга 1 с приводными роликами 2, винтовым прижимом 3 разрезаемого проката 4 и стол 5 для резки с опорной площадкой 7, установленной с возможностью поворота вокруг оси 8 с помощью отдельного пневмоцилиндра (не показан), на конце стола 5, перпендикулярно направлению подачи пгэоката 4, размещен торцовый упор 9, перемещаемый пф направляющим 10 с. помощью ходового винта 11 от электромеханического привода (не показан). С корпусом упора 9 подвижно связан дополнительный (передний) прижим 12, осуществляющий плотное прижатие дру к другу торцов отрезаемого прокату через ходовой винт 13 и электромеханический привод 14. Опора 6 выполнена в виде двух опорных роликов 15 и 16f подшипниковые узлы 17 которых установлены с возможностью свободного продольного перемещения в направляющих 18 стола 5; при этом ролик 15, ближний к упору 5, фиксируется в необходимом положении с помощью винтового стопора (не показан). Ролики 15 и 16 соединены с дополнительным натяжным роликом .19 с помощью тяг 20, На всю рабочую длину роликов 15, 16 и 19 надета гибкая металлическая лента 21, натяжение которой осуществляется посредством двух гидроцилиндров 22, верхние штоки 23 которых шарнирно соединены с тягами 20, закрепленным на торцах опорных роликов 15 и 16, а нижние штоки 24 закреплены на торцах натяжного ролика. Гидроцилиндры 22 жестко связаны между собой штангой 25, ползуны 26 которо имеют возможность продольного перемещения в направляющих 27 стола 5. На осях роликов 15 и 16 на,цеты звездочки 28, передающие вращение от звездочек 29 приводных роликов 2 через цепь 30, нижняя ветвь которой не входит в зацепление с зубьями звездочек. В раме стола 5 под опорной площадкой 7 расположен наклонный лоток 31 для передачи отрезанных заготовок в приемный короб (не показан)
Устройство работает следующим Образом.
O.riopa 6 устанавливается таким Образомf чтобы зазор между поверхностью ролика 15 и торцом опорной Ш1ощадки 7 был равен ширине реза плюс припуск в 10-15 мм с его стороны для свободного отекани
расплавленного шлака после прорезания проката 4 струей режущего кислорода на всю его толщину, и фиксируют положение ролика 15 с помощью винтового стопора. Но оси симметрии полученного зазора выставляют первый резак.1, линия рабочего перемещения которого служит нулевой осью отсчета линейных длин отрезаемых заготовок.
Затем включают привод перемещения (не показан) торцового упора 9 и устанавливают расстояние от оси первого резака 1 до плоскости упора 9 равным длине отрезаемых заготовок. Второй резак 11 механизмом установочного перемещения суппорта (не показан) устанавливают на расстоянии от оси первого резака 1, равном длине отрезаемых заготовок.
Регулируют ширину опорной поверхности путем подвода ролика 16 на соответствующее расстояние к оси второго резака 11.
Работа механизма регулирования осуществляется следующим образом.
При необходимости расширить опорную поверхность подают масло в полости а и б гидроцилиндра 22 через щтуцера 32 и 33, а масло, находящееся в полости в, через штуцер 34 перекачивается в маслоприемник (не показан) гидронасоса (не показан). Оба штока 23 и 24 начинают, под давлением масла двигаться вверх, при этом шток 23 воздействует на верхние два звена шарнирного трехзвенника 20 и подшипниковые узлы 17 подвижного ролика 16 ско.льзят в направляющих 18 стола 5, отодвигая ролик 16 от застопоренного ролика 15, т.е. опорная поверхность увеличивается. А так как скорость движения штока 23 больше, чем у штока 24, и при расхождении роликов 15 и 16 периметр треугольника, образованного роликами 15, 16 и 19j увеличивается, то лента 21 всегда находится в натянутом состоянии. В случае превышения ее натяжением допустимой величины срабатывают предохранительные клапаны 35 в поршне штока 23j и избыток мас.па из полости б переливается в полость в, откуда поступает в маслоприемник гидронасоса. Продольное перемещение корпуса гидроци.пиндра 22 в этот момент обеспечивается скольхчением ползунов 26 штанги 25 в направляющих 27 стола 5.
При необходимости сузить опорную поверхность подают масло в полости бив гидроцилиндра 22 через штуцера 33 и 34. Штоки 23 и 24 идут вниз, ролик 16 сб.пижается с роликом 15, а так как скорость лви.жения штока 24 выше, чем штока 23, то лента 21 всегда находится в нат.чнутом состоянии. Избыток масла из полости в при превышении допустимого дав.пония сбрасывается через предохранительные клапаны 36 поршня штока 24 в полость а, откуда через штуцер 32 поступает в маслоприемник гидронасоса. Ползуны 26 штанги 25 скользя в направляющих 27, обеспечивая рродольное перемещение корпуса гид цилиндра 22, После настройки механизмов уста новки на необходимый линейный разм отрезаемых заготовок включают прив вращения роликов 2 и продвигают ул женный прокат 4 до контакта с плос костью упора 9. Упорами 3 прижимаю среднюю часть проката, а упором 12 ropцoвyю часть к ограничительным п кам 37, Подводят оба резака 1 и 11 к краю уложенного и прижатого друг к другу проката, включают привод рабочего перемещения резаков (не показан) и одним из известных способов непрерывной резки отрезают заготовки. Затем освобождают заготовки от зажимов 3 и 12, подачей воздуха в пневмоцилиндр поворачивают опорную площадку 7 вокруг оси до соприкосновения с лотком 31, и первый ряд заготовок скатывается в приемный короб. Возвращают площад ку 7 в исходное положение,включают привод (не показан) вращения роликов 2 и перемещают второй ряд отрезанных заготовок на площадку 7. Описанным путем производят сброс заготовок в приемный короб и цикл резки повторяют. Предлагаемое устройство для групповой газовой резки проката на мерные заготовки по сравнению с известными образцами аналогично оборудования позволяет осуществлять многорезковую резку проката линейных размеров (50-200 м), а следовательно, повысить производительность устройства. Формула изобретения Устройство для групповой газовой резки на мерные заготовки, содержащее смонтированные на основанни подающий рольганг, стол с опорой для проката и торцовым упором, а также резаки, отличающеес я тем, что,с целью повышения производительности при резке проката небольших линейных размеров, стол снабжен направляющими, а опора для проката выполнена в виде размещенных в этих направляющих с возможностью продольного перемещения двух опорных и одного натяжного роликов и эластичной ленты, обтягивающей эти ролики, а также двух двухштоковых гидроцилиндров, закрепленных в столе, штоки которых перпендикулярны плоскости стола, при этом опорные ролики шарнирно соединены посредством тяг, закрепленных на их торцах, со штоками гидроцилиндров, размещенных у торцового упора, а натяжной ролик закреплен на других штоках гидроцилиндров. Источники информации, принятые во внимание при экспертизе 1.Рабочий чертеж ВНИИавтотенмаш, 02-7662, Куйбышевгидрострой, 1953. 2,Докунин В.М. Механизированная групповая кислородная резка стержней резцов.-Сварочное производство 1978, № 7, с. 47-48.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для газокислородной резки | 1981 |
|
SU948569A1 |
| Устройство для газовой резки проката круглого сечения | 1981 |
|
SU958052A2 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Устройство для настилания и раскраивания длинномерных материалов | 1983 |
|
SU1183384A2 |
| Установка для резки проката | 1985 |
|
SU1444105A1 |
| Автоматизированная линия резки фасонного проката | 1985 |
|
SU1301584A1 |
| Установка для термической резки труб на кольца | 1987 |
|
SU1511036A1 |
| Устройство для мерной резки проката | 1978 |
|
SU841805A1 |
| Регулируемый упор к агрегату резки проката на мерные длины | 1985 |
|
SU1348093A1 |
| Устройство для перемещения и сбрасывания отрезанных заготовок | 1981 |
|
SU984736A1 |
1 2S Jff
