(54) СПОСОБ ИЗМЕРЕНИЯ ВЕЛИЧИНЫ ЬтКЛ9НЕНИЯ ИМПУЛЬСНОЙ ДУГИ от СТЫКА СВАРИВАЕМЫХ КРОМОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для слежения за стыком свариваемых кромок | 1980 |
|
SU897432A1 |
| Способ контроля отклонения дуги от стыка свариваемых кромок | 1982 |
|
SU1042924A1 |
| Способ измерения величины отклонения сварочной горелки от стыка свариваемых кромок | 1975 |
|
SU566697A1 |
| Способ измерения величины отклонения сварочной дуги от стыка свариваемых кромок | 1977 |
|
SU637212A1 |
| СПОСОБ И УСТРОЙСТВО ДИАГНОСТИКИ И УПРАВЛЕНИЯ КАЧЕСТВОМ ЛАЗЕРНОЙ СВАРКИ | 2004 |
|
RU2258589C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Устройство управления положением электросварочной горелки | 1984 |
|
SU1191220A1 |
| Способ автоматического направления сварочной головки по стыку (его варианты) | 1982 |
|
SU1174203A1 |
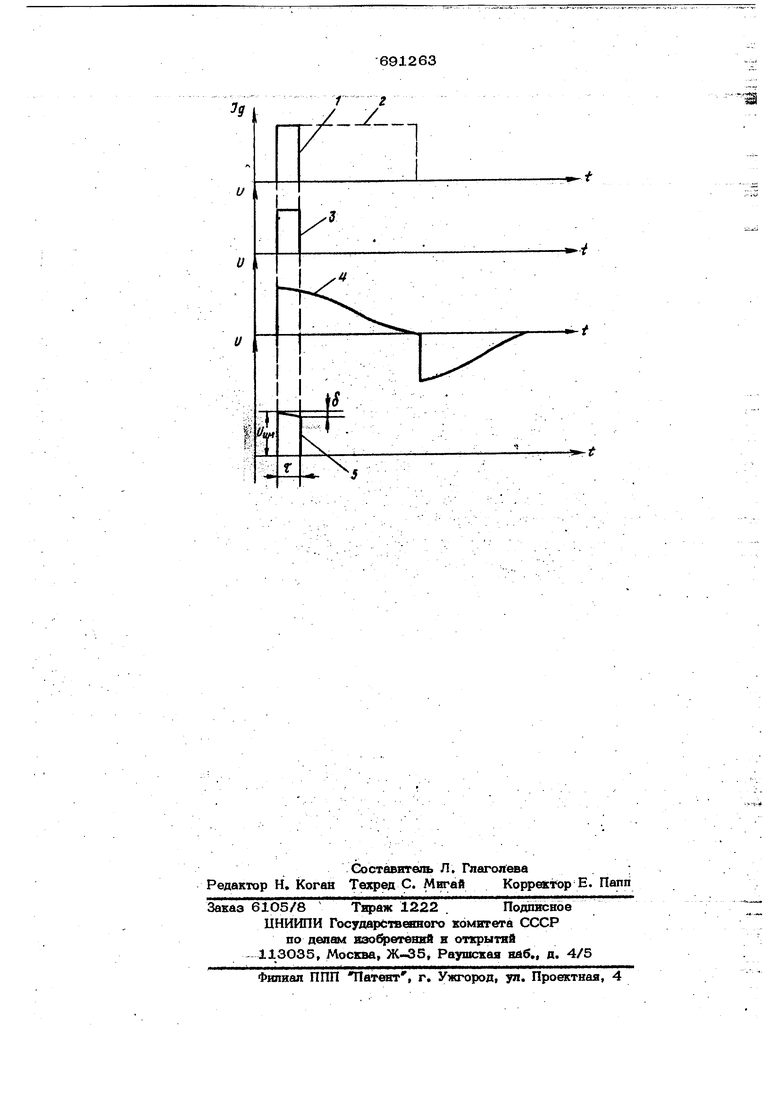
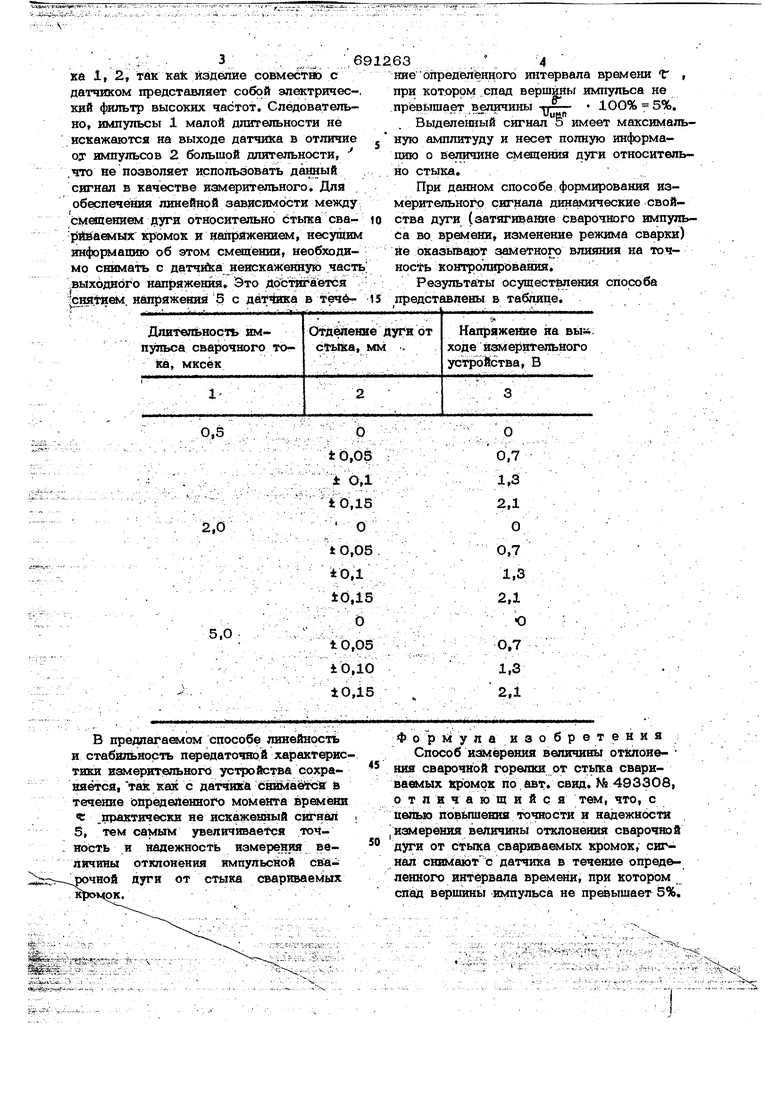
Изобретение относится к области сварочного производства и может быть испрпь овано при изготовлении ответственных сварных конструкций, в процессе сварки которых необходимо QT04HO измерять величину отклонения сварочной дуги от стыка свариваемых кромок, и является усовершенствованием известного способа, описанного в авт. свид. № 493308. Данный способ не позволяет с высоко точностью измерять величину отклонения импульсной сварочной дуги от стыка свариваемых кромок, так как при изменении режима сварки сигнал рассогласования искажается. Целью настоящего изобретения являет ся повышение точности и надежности измерения величины отклонения сварочной дуги от стыка свариваемых кромок. Поставленная цель достигается за сче того, что сигнал снимают с датчика в течение определенного интервала времени, при котором спад вершины импульса не превышает 5%. Предлагаемый способ поясняется чертежом. Здесь: 1-.импульс сварочного тока длительностью О,1 мксек; 2- импуЛьс сварочного тока длительностью 5,0 мксек; 3- сигнал рассогласования на выходе датчика при длительности сварочного импульса 0,1 сек; 4- сигнал рассогласования на выходе датчика при длительности сварочного импульса 5 мксек; 5- сигнал рассогласования, снимаемый с датчика в течение интервала времени t , при котором спад вершины импульса не превышает тД- VJuMn. при различных 1лительностях ю.пульса; 5а- ток дуги; uMiT напряжение импульса.- -При протекании импульсов сварочного тока 1, 2 по кромкамсв1|ЙйВаёШго изделия происходит 1Й1ШШШ ЭДС в датчике, искажб1б1е формы которой зависит длительности ййпульса сварочного токй 1, 2, так ка& изделие совместно с датчиком представляет собой эпектрический фильтр высоких частот. Следовательно, импульсы 1 малой длительности не искажаются на выходе датчика в отличие оу импульсов 2 большой длительности, ,что не позволяет использовать дамный сигнал в качестве измерительного. Для обеспечения линейной зависимости между смещением дуги относительно стыка сва1)йваемых кромок и напряжением, несущим информацию об этом смвцении, необходимо снимать с датчика неискакошуй часть выходного напряжения, Это достигйётбя сня1й«л. напряжения 5с датйока в течёВ предлагаемом способе линейность) и стабильность передаточной характеристики измерительного устройства сохраняется, так как с датчика сйима йтся в течение опредеЛенногЧ) момента времени «с практически не искаженный сигнал 5, тем самым увеличивается точность и надежность измерения величины отклонения импульсной сба эчной дуги от стыка свариваемых 6
Ф О р wt у п а И 3 о б р е т е н и я
Способ измерения величины отклоне- ния сварочной горелки от стьпса свариваемых кромок по авт, свид, Ms 493308, отличающийся тем, что, с целью повышения точности и надежности I измерения величины отклонения сварочной дуги от стыка свариваемых кромок, сигнал снимаютс датчика в течение определенного интервала времени, при котором спад вершины импульса не превышает 5%, 634 ниеопределённого интервала времени f при котором спад вершины импульса не превышает величины 100% 5%, - .-UUMH Выделенный сигнал о имеет максимальную амплитуду и несет полную информашпо о величине сметцеюш дуги относительно стыка. При данном способе формирования измерительного сигнала динамические свойства дуги (затягивание сварочного импульса во времени, изменение режима сварки) не оказывак)т заметного влияния на точность контролирования. Результаты осуществления способа представлены в таблице.
и
f
