1
Изобретение относится к области автоматизации сварочного производства, в частности к способам измерения величины отклонения сварочной горелки от стыка свариваемых кромок и может быть использовапо при автоматизации процесса сварки особотонкостенных труб.
Известен способ измерения величины отклонения сварочной горелки от стыка свариваемых кромок, при котором производят сравнение высокочастотных составляющих дуги на кромках изделия за счет дополнительного наложения па дугу высокочастотного напряжения 1.
Однако существующий способ измерения величины отклонения сварочной горелки от стыка свариваемых кромок имеет тот недостаток, что высокочастотное напряжение подается па сварочную дугу. В результате чего па кромках свариваемого изделия возникает сигнал, характеризующий величину и направление отклонения дуги от стыка. Амплитудное значение этого сигнала непостоянно и зависит от величины отклонения дуги от стыка, а также от толщины свариваемого материала, качества сборки деталей под сварку и других причин. К тому же при этом возникают высокочастотные электромагнитные помехи, вызываемые излучением сварочной дуги, которые искажают сигнал характеризующий положение дуги относительно стыка свариваемых кромок.
Все это понижает точность и надежность слежания постыку.
Целью изобретения является повышение точности и надежности слежания.
Поставленная цель достигается тем, что высокочастотное напряжение накладывают на участок сварочной дуги, расположенной в плоскости свариваемых кромок.
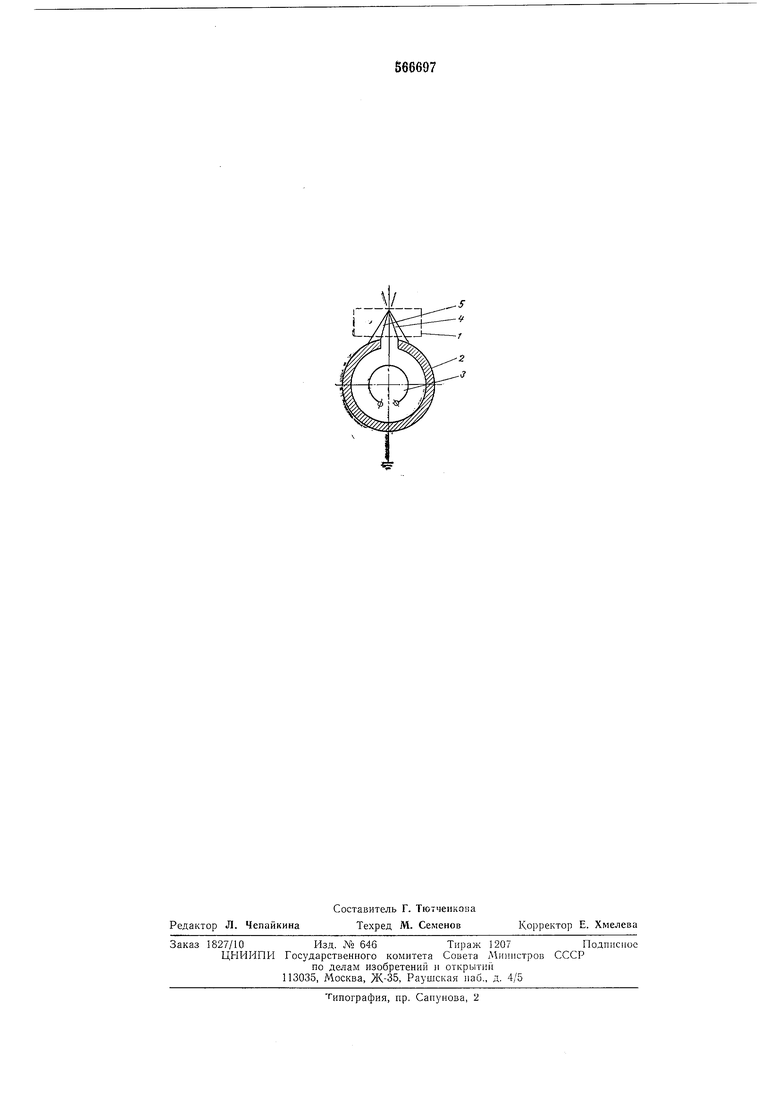
Па чертеже изображена схема предлагаемого способа.
Па чертеже изображепы сварочпая дуга 1, изделие 2, первичная обмотка 3 высокочастотного трансформатора, высокочастотные составляющие дуги 4 и 5. Па об.мотку 3 подают высокочастотное напряжение, в результате чего на кромках свариваемого изделия 2, которое выполняет роль вторичной обмотки высокочастотного трансформатора, наводятся постоянные по амплитуде ЭДС.
В процессе сварки происходит разделение дуги 1 по кроамкам свариваемого изделия 2. В результате образуется дифференциальная измерительная цепь, в которой изделие 2 выполняет роль двух смежных контуров, в каждом из которых действует отдельная ЭДС.
При этом высокочастотные составляющие
дуги 4 и 5 являются «датчиками положения
дуги относительно стыка свариваемого издеЛИЯ. в результате этого сварочнай дуга Представляет собой диагональ дифференциального измерительного моста с которой снимается сигнал рассогласования.
При симметричном расположении сварочной дуги 1 относительно кромок свариваемого изделия 2, разделение сварочной дуги 1 по кромкам свариваемого изделия 2 происходит равномерно, следовательно сигнал, снимаемый с диагонали моста, равен 0. При отклонении сварочной дуги 1 от стыка ее разделение по кромкам свариваемого изделия 2 неравномерно, при этом высокочастотные составляющие 4 и 5 не равны между собой, что приводит к нарушению симметрии дифференциального измерительного моста. Следовательно, с дугового промежутка снимается сигнал рассогласования, характеризующий величину и направление отклонения сварочной горелки от стыка.
Проводились измерения точности работы предлагаемого способа измерения величины отклонения сварочной дуги от стыка свариваемых кромок на различных скоростях в токах. Свариваемый материал Х18Н9Т, толщина 0,2 мм.
Для получения сравнительных данных параллельно проводились измерения точности работы известного способа нанравления дуги по стыку. Данные сведены в таблицу.
Как видно из таблицы, с увеличением сварочного тока в известном способе точность слежания ухудшается, так как необходимо увеличивать мощность высокочастотного сигнала, приложенного к сварочной дуге, а это вызывает увеличение высокочастотных электромагнитных помех, которые снимают точность слежания. Использование предлагаемого способа измерения величины отклонения сварочной горелки от стыка свариваемых кромок обеспечивает по сравнению с существующими способами следующие преимущества, а именно возможность автоматизации процесса высокоскоростной сварки особо тонкостенных труб, где необходима высокая
точность йаправления дуги по стыку свариваемых кромок. Так уже при скорости сварки 80 м/час точность слежания предложенного способа в 5 раз выше; высокая надежность работы способа на всех режимах сварки; отсутствие высокочастотных электромагнитных помех, вызываемых излучением сварочной дуги, которые искажают сигнал характеризуюий положение дуги относительно стыка свариваемых кромок.
Таблица
Формула изобретения
Способ измерения величины отклонения сварочной горелки от стыка свариваемых кромок, при котором производят сравнение высокочастотных составляющих сварочного тока, за счет наложения на дугу высокочастотного напряжения, отличающийся тем, что, с целью повышения точности ц надежности измерения, упомянутое высокочастотное напряжение накладывают на участок сварочной дуги, расположенный в плоскости свариваемых кромок.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №493308, 45 кл. В 23К9/10, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения величины отклонения сварочной дуги от стыка свариваемых кромок | 1977 |
|
SU637212A1 |
| Устройство для слежения за стыком свариваемых кромок | 1980 |
|
SU897432A1 |
| Способ измерения величины отклонения импульсной дуги от стыка свариваемых кромок | 1977 |
|
SU691263A2 |
| Способ автоматического направления сварочной головки по стыку (его варианты) | 1982 |
|
SU1174203A1 |
| Способ контроля отклонения дуги от стыка свариваемых кромок | 1982 |
|
SU1042924A1 |
| Способ слежения за стыком в процессе сварки | 1985 |
|
SU1720823A1 |
| Способ слежения за стыком при дуговой сварке | 1988 |
|
SU1505708A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1980 |
|
SU899295A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО СТЫКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051015C1 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |