Изобретение относится к области сварочного производства, а именно к авток атпзации направления сварочной горелки по стыку.
Для измерения величины отклонения сварочной дуги от стыка свариваемых кромок на дугу неирерЕмвно подают сьЕсокочастотное напряжен 1е, что позволяет сравнивать высакочастотные составляющие тока дуги на кромках изделия 1.
Однако для измерения величины отклонения сварочной дуги от стыка свариваемых кромок таким способом на дугу непрерывно подается высокочастотное напряжение небольшой мощности (порядка I - ЮВт), пр.ч этом высокочастотные составляющие тока дуги не превышают нескольких ампер и наводят в датчике высокочастотное напряжение небольшой величины (не более 10 мВ). Кроме того, в датчике наводятся посторонние сигналы (электромагнитные помехи промышленных установок, электромагнитные излучения самой дуги и т.д.), величина которых имеет тот же порядок, что и сигнал ot высокочастотных составляющих тока дуги.
Для того, чтобы увеличить высокочастотный с 1нал, снимаемый с датчика, необходимо повысить мощность высокочастотного .ча фяжения на дуге, либо увеличить количества витков датчика. Повыитение мощности высокочастотного
напряжения на дуге может привести к нарушению технологического режима сварки (тока и напряжения дуги).
Увеличение количества витков в датчике приводит к пропорциональному увеличеifflio посторонних сигналов.
Целью настоящего изобретения является увеличение точности и достоверности измерения величины отклонения сварочной дуги от стыка свариваемых кромок путем увеличения величины полезного сигнала, снимаемого с датчика.
Це.1ь достигается тем, что на дугу накладывают импульсы тока длительностью 2 40 ® с и частотой следования .
Пропускание через дугу импульсов тока .длительностью с с частотой следования позволяет при неболыис-й средней мощности (не более 1 Вт) вводимой в дугу энергии пропускать через последнюю
токи величиной более 1000 А (в импульсе). Это обеспечивает съем с датчика в момент протекания импульса тока через дугу сигнала значительной величины (порядка I В и более).
При этом отношение шума к сигналу составляет незначительную величину, так как электромагнитные помехи, наводимые в датчике от электропромышленных установок и от самой дуги не превышают несколько милливольт.
Это позволяет снимать с датчика практически чистый сигнал, характеризующий положение дуги относительно стыка кромок свариваемого изделия. Повышается точность контролирования положения дуги относительно стыка, так как даже при незначительном отклонении дуги от стыка разность и зпульсных составляющих тока дуги измеряется амперами, а не миллиамперами, как в известном способе.
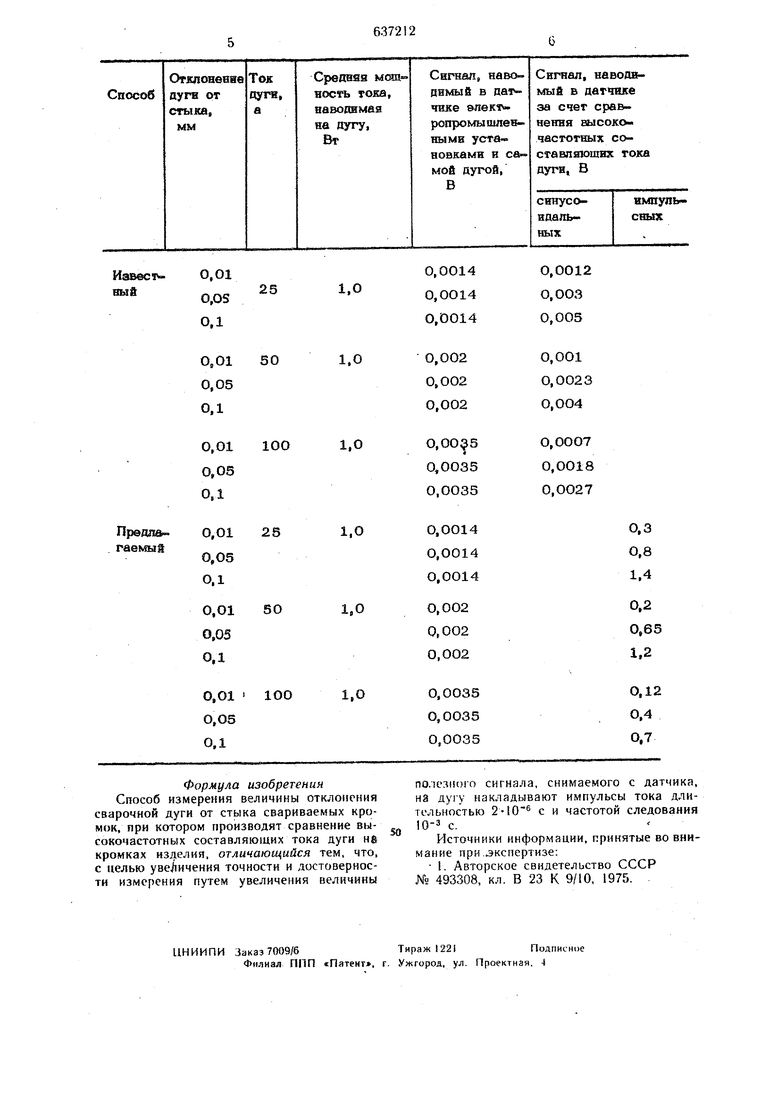
Пример. Проводились измерения величины отклонения сварочной дуги от стыка свариваемых кромок в лабораторных условиях на материале XI8H9T, электрод вольфрамовый.
Длительность импульса тока, протекающего через дугу 2-10 с, частота следования 10 с. ток импульса 2000 А, средняя мощность, вводимая в дугу, окато 1 Вт.
8 таблице приведены сравнительные даниые измерений известным и предлагаемым способами.
Как видно из таблицы, в предлагаемом способе сигнал, наводимый в датчике за счет сравнения импульсных составляющих
тока дуги, даже при незначительном отклонении дуги от стыка, превышает в сто раз . сигнал электромагнитных помех, создаваемый электропромышленными установками и самой дугой. Это увеличивает точность и достоверность измерения величины отклонекия дуги от стыка свариваемых кромок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения величины отклонения сварочной горелки от стыка свариваемых кромок | 1975 |
|
SU566697A1 |
| Устройство для слежения за стыком свариваемых кромок | 1980 |
|
SU897432A1 |
| Способ контроля и автоматического регулирования процесса высокочастотной сварки | 1981 |
|
SU1016113A1 |
| Способ контроля отклонения дуги от стыка свариваемых кромок | 2016 |
|
RU2632751C1 |
| Способ контроля отклонения дуги от стыка свариваемых кромок | 1982 |
|
SU1042924A1 |
| Способ измерения величины отклонения импульсной дуги от стыка свариваемых кромок | 1977 |
|
SU691263A2 |
| Электромагнитный датчик положения свариваемого стыка | 1987 |
|
SU1488150A1 |
| Способ дуговой сварки | 1976 |
|
SU656760A1 |
| Комбинированный электромагнитныйдАТчиК | 1978 |
|
SU821091A1 |
| Способ контроля и автоматического регулирования процесса высокочастотной сварки | 1978 |
|
SU709297A1 |
