(54) УСТРОЙСТВО ДЛЯ ДОВОДКИ (СУПЕРФИНИША)
ЖЕЛОБЧАТЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ
ШАРИКОВЫХ ПОДШИПНИКОВ

Изобретение относится к .металлообрабатывающей, в основном к ПОДН ИПНИКОВОЙ
промыи1ленности, и может быть использовано для окончательной обработки дорожек качения колец шариковых подшипников.
По основному авт. св. № 536946 известно устройство для доводки желобчатых поверхностей колец шариковых подн.1ипников, содержащее привод, исполнительный орган, совершающий колебательное движение, упругую систему, воздействующую на постоянно намагниченный якорь, помешенный в магнитное поле, которое настраивается в резонанс с собственной частотой упругой системы; доводка обрабатываемой поверхности осуществляется абразивным инструментом, например, бруском, установленным на Hiapнирно-подпружиненном рычаге; необходимое усилие прижима изделия к абразивному инструменту создают путем его взаимодействия с подвижным стержнем, регулируя натяжение цилиндрической пружины упругой системы; для обеспечения равномерной скорости резания на всех участках обрабатываемой поверхности устройство снабжено эксцентриком, установленным на приводном
механизме, например на редукторном электродвигателе, и связанным с радиальным пазом подвижного сухарика, закрепленного на конце торсиона упругой системы.
Точность обработки дорожек качения
колец шариковых подшипников зависит от того, насколько точно ось качайия абразивного инструмента совпадает с осью доро.жки качания.-Для этого ось дорожки качания совмещают .с осью качания абразивного инструмента с помощью упора, установленного так, чтобы бабка изделия станка заняла фиксированное положение относительно устройства для доводки. При этом точность совмещения оси качания абразивного .инструмента с осью дорожки качания зависит от
расстояния между базовым торцом кольца
и осью Дорожки качания, т. е. положения
дорожки качания, которое различно в одной
и той же партии обрабатываемых колец.
Пель изобретения состоит в получении
правильной геометрической формы обрабатываемой поверхности за счет самоцентрирования абразивного инструмента.
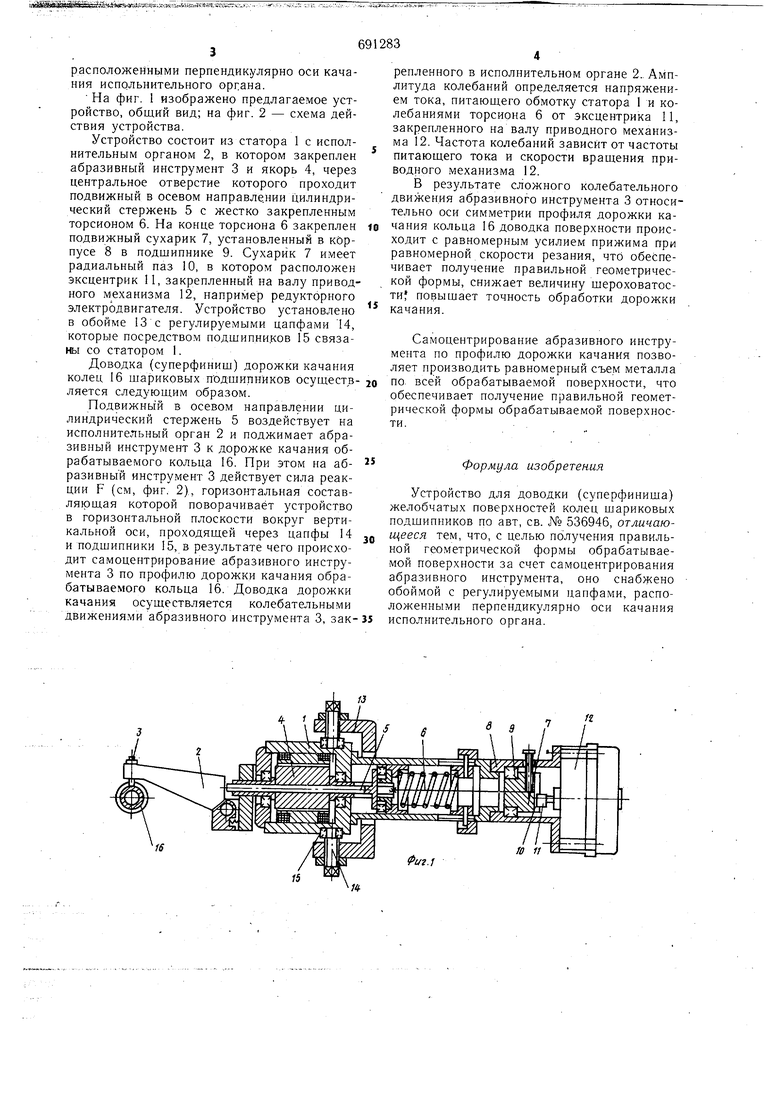
Это достигается тем, что устройство снаб- . жено обоймой с регулируемыми цапфами. расположенными перпендикулярно оси качания испольнительного органа. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - схема действия устройства. Устройство состоит из статора 1 с исполнительным органом 2, в котором закреплен абразивный инструмент 3 и якорь 4, через центральное отверстие которого проходит подвижный в осевом направлении цилиндрический стержень 5 с жестко закрепленным торсионом 6. На конце торсиона 6 закреплен подвижный сухарик 7, установленный в кЬрпусе 8 в подшипнике 9. Сухарик 7 имеет радиальный паз 10, в котором расположен эксцентрик 11, закрепленный на валу приводного механизма 12, например редукторного электродвигателя. Устройство установлено в обойме 13 с регулируемыми цапфами 14, которые посредством подшипников 15 связаны со статором 1. Доводка (суперфиниш) дорожки качания колец 16 шариковых подшипников осуществляется следующим образом. Подвижньгй в осевом направлении цилиндрический стержень 5 воздействует на исполнительный орган 2 и поджимает абразивный инструмент 3 к дорожке качания обрабатываемого кольца 16. При этом на абразивный инструмент 3 действует сила реакции F (см, фиг. 2}, горизонтальная составляющая которой поворачивает устройство в горизонтальной плоскости вокруг вертикальной оси, проходящей через цапфы 14 и подшипники 15, в результате чего происходит самоцентрирование абразивного инструмента 3 по профилю дорожки качания обрабатываемого кольца 16. Доводка дорожки качания осуществляется колебательными движения.ми абразивного инструмента 3, зак691283репленного в исполнительном органе 2.. Амплитуда колебаний определяется напряжением тока, питающего обмотку статора 1 и колебаниями торсиона 6 от эксцентрика 11, закрепленного на валу приводного механизма 12. Частота колебаний зависит от частоты питающего тока и скорости вращения приводного механизма 12. В результате сложного колебательного движения абразивного инструмента 3 относительно оси симметрии профиля дорожки качания кольца 16 доводка поверхности происходит с равномерным усилием прижима при равномерной скорости резания, что обеспечивает получение правильной геометрической формы, снижает величину шероховатости повышает точность обработки дорожки качания. Самоцентрирование абразивного инструмента по профилю дорожки качания позволяет производить равномерный съем металла по. всей обрабатываемой поверхности, что обеспечивает получение правильной геометрической формы обрабатываемой поверхности. Формула изобретения Устройство для доводки (суперфиниша) желобчатых поверхностей колец шариковых подшипников по авт, св. № 536946, отличающееся тем, что, с целью получения правильной геометрической формы обрабатываемой поверхности за счет самоцентрирования абразивного инструмента, оно снабжено обоймой с регулируемыми цапфами, расположенными перпендикулярно оси качания исполнительного органа.
. ft(
Фиг.2
