Изобретение предназначено для использования в подшипниковой промьплленности при окончательной обработке колец.
По основному авт. св. N« 536946 известно устройство для доводки (суперфиниша) желобчатых поверхностей колец шариковых подшипников, содержа шее корпус и расположенный в нем привод колебательного движения инстру.адента, выполненный в виде по.чещенного в пере.менное электро.магнитное поле .магнитного якоря и установленного на приводном 1механиз.ме эксцентрика I.
Недостатком известного устройства является низкая точность обработки.
Целью изобретения является повышение точности путем предотвращения развала профиля при обработке дорожек качения колец шариковых подшипников.
Поставленная цель достигается тем, что устройство для доводки желобчатых поверхностей колец шариковых подшипников, содержащее корпус и расположенный в нем привод колебательного движения инструмента, выполненный в виде помеи1енного в переменное электромагнитное поле магнитного якоря и установленного на приводном механизме эксцентрика, снабжено закрепленными на корпусе и установленными с возможностью регулирования двумя упругими упорами, каждый из которых выполнен в виде резьбовой втулки, гайки и расположенного между ними упругого элемента. Кроме того, оно снабжено двумя микропереключателями, размещенными с возможностью взаимодействия с упорами.
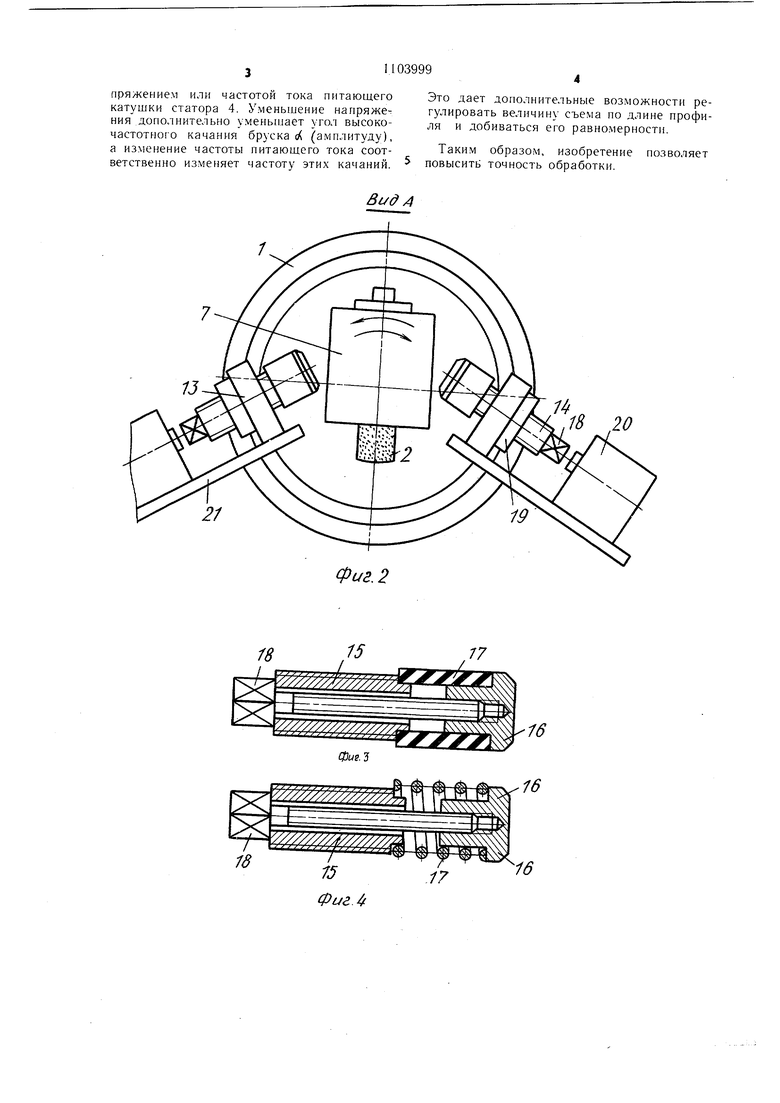
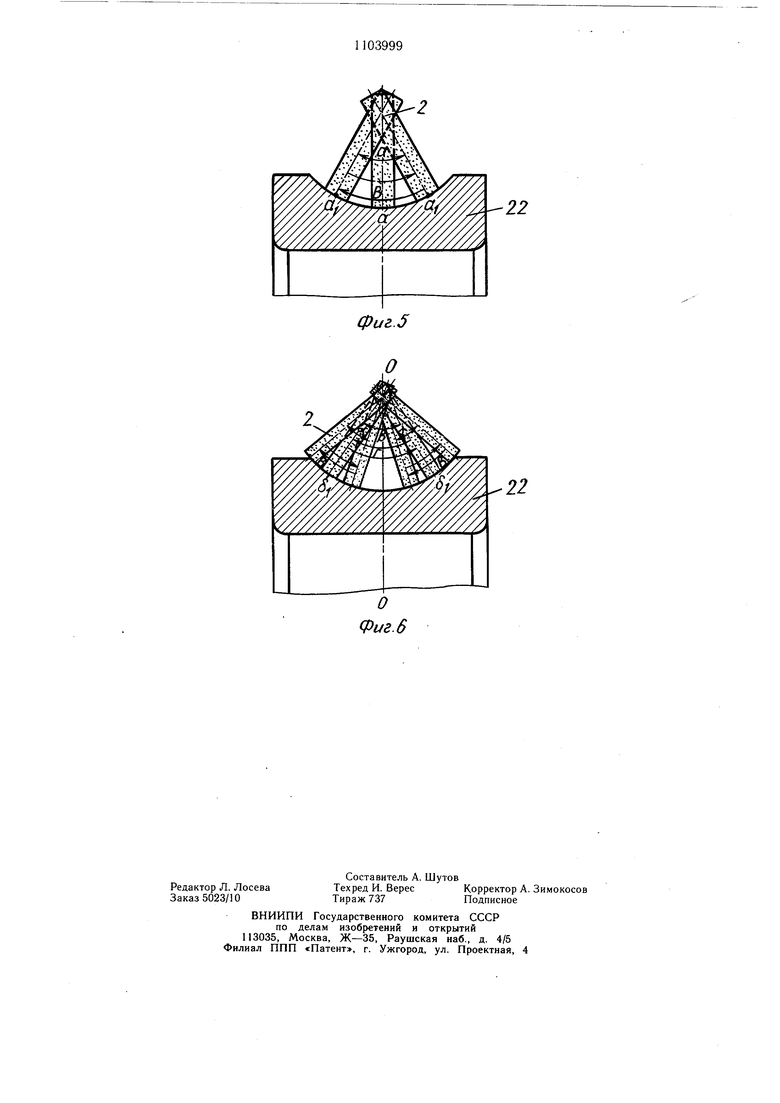
На фиг. 1 изображено устройство в разрезе; на фиг. 2 - вид А на фиг. 1; на фиг. 3 и 4 - варианты упругих упоров; на фиг. 5 и 6 - схема обработки желобчатой поверхности кольца.
Устройство состоит из корпуса 1, в котором размещен привод колебательного движения инструмента абразивного бруска 2, выполненный в виде магнитного якоря 3 со статором 4 и эксцентрика 5, установленного на приводно.м механизме 6. Абразивный брусок 2 закреплен на исполнительном органе 7, который взаи.модействует с цилиндрическим стержнем 8, расположенным внутри якоря 3. Эксцентрик 5 связан с радиальным пазом 9, выполненны.м на подвижно.м регуляторе 10 длины рабочей части торсиона
11.Регулятор 10 раз.мещен в поди ипнике
12.На корпусе 1 установлены сухари 13 с упруги.ми упора.ми 14, каждый из которых состоит из резьбовой втулки 15, гайки 16 и расположенного между ними упругого элемента 17. Винт 18 соединяет все эти три детали. Упоры 14 закрепляются в сухарях 13 при помощи контргаек 19. Винты 18 контактируют с микропереключателя.ми 20, установленными на кронштейнах 21.
5стройство работает следующим образом. В обмотку статора 4 подается питающее напряжение, электромагнитное поле, взаимодействуя с магнитным якорем 3, создает крутильные колебания в упругой системе, созданной торсионом 11 и установленной на подшипниках.
Якорь 3, исполнительный орган 7 с абразивным бруском 2 приобретает качательное движение, амплитуда которого не превышает о 5-8° и регулируется упругостью торсиона. Это движение, обозначенное на фи1. 5 стрелками В, происходит с частотой 3000 . возвратно-крутильное с угловой скоростью, близкой к синусо5 идальной (макс, в средней точке а убывает до 0; в точках а, приобретает обратное направление и т.д.). Однако, это движение бруска с амплитудой 5--8° обрабатывает только среднюю часть желоба между точQ ками . Чтобы обеспечить равно.мерную обработку всей поверхности желоба, на это движение накладывается второе, низкочастотное поворачивание всей колеблющейся упругой системы, за счет вращения эксцентрика 5, установленного на валу приводного механиз.ма 6. Подвижный регулятор 10 от эксцентрика поворачивается в rюдпJипнике 12 на внутренний угол;5, поворачивает закрепленный конец торсиона 1 1 и через него исполнительный орган 7, абразивный брусок 2. С чедователыго, абразивный брусок 2, качающийся с высокой частотой на угол о(, дополнительно перемещается с более низкой частотой 200--300 .
пин.
ПО всей обрабатываемой поверхности желоба на (на рис. 6 показано стрелка.ми Г),
Повьииение точности профиля дорожки качения происходит за счет применения догюлнительных упругих упоров 14, взаимодействуюн их с исполнительным органом 7 в точках, близких к крайним положения.м
поворота упругой систе.мы на угол (в точках, близких к Of (5,). В этих положениях соответствующий упор, взаимодействуя с исполнительным органом 7, гасит амплитуду высокочастотного движения по стрелке В и под углом оС до нужных, меньших величин, при этом наблюдается симметричное, относительно оси 00, уме1гы11ение угла о( в результате увеличения суммарной упругости подвижной системы (к упругости торсиона добавляется упругость упора). Это дает
Q воз.можность увеличить низкочастотное перемещение бруска по стрелкам Г на yro.i, дополнительный к углу/2., и тем самым стабилизировать сье.м по всей длине профиля. Для более полного регулирования параметров высокочастотного движения бруска
5 по стрелке В и на угол с служат микропереключатели (любого подлежащего для данного случая типа), которые управляют напряжением или частотой тока питающего катушки статора 4. Уменьшение напряжения дополнительно уменьн.1ает угол высокочастотного качания бруска о( (амплитуду), а изменение частоты питающего тока соответственно изменяет частоту этих качании.
Это дает дополнительные возможности регулировать величину съема по длине профиля и добиваться его равномерности.
Таким образом, изобретение позволяет повысить точность обработки.
Вид 4
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для доводки (суперфиниша) желобчатых поверхностей колец шариковых подщипников | 1978 |
|
SU691283A2 |
| УСТРОЙСТВО для доводки {СУПЕРФИНИША) ЖЕЛОБЧАТЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ШАРИКОВЫХ | 1968 |
|
SU207070A1 |
| Устройство для доводки /суперфиниша/ желобчатых поверхностей колец шариковых подшипников | 1980 |
|
SU942964A2 |
| Устройство для суперфиниширования беговых дорожек шарикоподшипников | 1977 |
|
SU738845A1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
| Устройство для суперфиниширования желобчатых поверхностей колец шарикоподшипников | 1987 |
|
SU1495079A1 |
| Суперфинишный станок для обработки дорожек качения колец шарикоподшипников | 1978 |
|
SU935258A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1992 |
|
RU2036773C1 |
| Способ отделочной обработки торовых поверхностей изделий | 1972 |
|
SU448121A1 |
| Устройство для отделочной обработки плоских поверхностей | 1980 |
|
SU942963A1 |
1. УСТРОЙСТВО ДЛЯ ДОВОДКИ ЖЕЛОБЧАТЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ по авт. св. № 536946, отличающееся тем, что, с целью повышения точности обработки, оно снабжено закрепленными на корпусе и установленными с возможностью регулирования двумя упругими упорами, каждый из которых выполнен в виде резьбовой втулки, гайки и расположенного между ними упругого элемента. 2. Устройство по п. 1, отличающееся тем, что оно снабжено двумя микропереключателями, размешенными с возможностью взаимодействия с упорами.
77
2ZZ2 t
22
22
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для доводки(суперфиниша) желобчатых поверхностей колец шариковых подшипников | 1975 |
|
SU536946A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
