(54) ЧЕРВЯЧНЫЙ ЭКСТРУДЕР
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1998 |
|
RU2146615C1 |
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1997 |
|
RU2120380C1 |
| Резистивный электронагреватель для печей | 1977 |
|
SU684788A1 |
| Червячный экструдер для переработки полимерных материалов | 1989 |
|
SU1684074A1 |
| Червячный экструдер для переработки полимерных материалов | 1984 |
|
SU1183387A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕСТРУКТИРОВАННОГО ПРОДУКТА И ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТА | 1999 |
|
RU2159179C2 |
| Устройство для термического рафинирования графита | 1977 |
|
SU876551A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕСТРУКТИРОВАННОГО ПРОДУКТА И ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТА (ВАРИАНТЫ) | 1999 |
|
RU2159180C2 |
| Червячный экструдер | 1976 |
|
SU747733A1 |
| Гранулятор отходов полимерных материалов | 1976 |
|
SU686886A1 |
Изобретение относится к области машиностроения, в частности к койструкцням формирующих устройств метолом выдавливания, предназначёянах для изготовления изделий из пластмасс и углеродных пресс-материалов и может быть использовано в химическом машиностроении. ..
Известен червячный экструдер, со-г держащий корпус с загрузочной воронкой, червяк, размещенный внутри корпуса, нагреватели и упорный подшипник С1 .
Недостатком экструдера являются больнее усилия, воздействующие на червяк и упорйый подшипник.
Известен червячный экструдер, содержащий корпус с загрузочной воронкой привод ной червяк, образующий с KjppnycoM рабочий объем и выполненныйо продольным сквозным каналом для прохода материала, матрицу с формующим t каналом, упорный подшипник 2 ,
Такой экструдер является наиболее близким к изобретению по технической сущности и достигаемому результату.
Недостатке экструдера является недолговечность работы за счет больших усилий, действующих на упорный
подшипник.
Целью изобретения является повыиение надежности и долговечности работы экструдера эа счет снижения усилий, воздействующих на упорный подгаипник Червяка.
Поставленная цель достигается тем,
что корпус снабжён заглушкой, установленной на его торце, а формирующий канал образован сквозной продольной полостью в червяке, которая сообщена с рабочим объемом корпуса в зоне заглушки.
При этом формирующий канал расширяется в сторону выходного отверстия, а выходное и входное отверстия формующего канала расположены по оси червяка на его торцах .
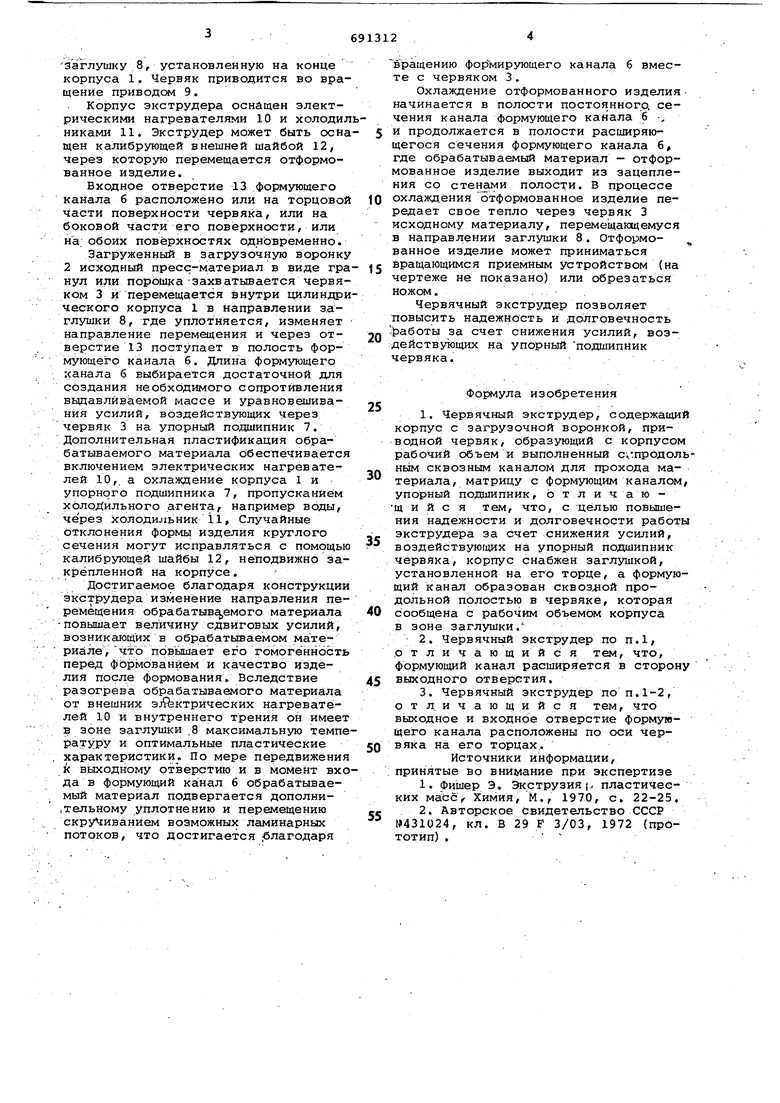
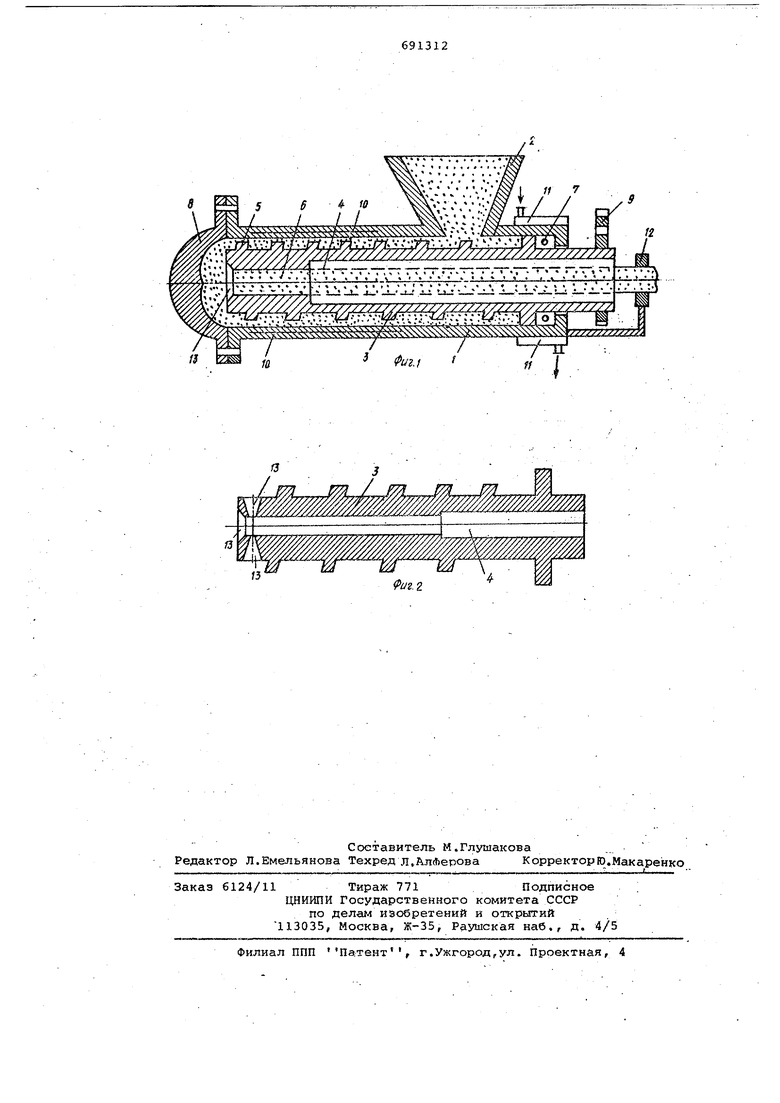
На фиг.1 изображено устройство, общий вид; на фиг.2 - червяк с входными отверстиями формующего канала. Червячный экстрзщер содержит корпус 1 с загрузочной воронкой 2, приводной червяк 3, образующий с корпусом рабочий объем и выполненный с продольным сквозньм каналом 4 для прохсяа материала, матрицу 5 с формующим каналом 6, упорный подшипник 7,
заглушку 8, установленную на конце корпуса 1. Червяк приводится во вращение приводом 9.
Корпус экструдера оснащен электрическими нагревателями 10 и холодилниками 11. Экструдер может быть оснащен калибрующей внешней шайбой 12, через которую перемещается отформованное изделие.
Входное отверстие 13 формующего канала б расположено или на торцовой части поверхности червяка, или на боковой части его поверхности, или на. обоих поверхностях одновременно.
Загруженный в загрузочную воронку 2 исходный пресс-материал в виде гранул или порЬшка-захватывается червяком 3 и перемещается внутри цилиндрического корпуса 1 в направлении заглушки 8, где уплотняется, изменяет направление перемещения и через отверстие 13 поступает в полость формующего канала б. Длина формующего канала б выбирается достаточной для создания необходимого сопротивления выдавливаемой массе и уравновешивания усилий, воздействующих через червяк 3 на упорный подшипник 7. Дополнительная пластификация обрабатываемого материала обеспечивается включением электрических нагревателей 10,. а охлаждение корпуса 1 и упорного подшипника 7, пропусканием холодильного а-гента, например воды, через холодильник 11, Случайные отклонения формы изделия круглого сечения могут исправляться с помощью калибрующей шайбы 12, неподвижно закрепленной на корпусе,
Достигаемое благодаря конструкции экструдера изменение направления перемещения обрабатываемого материала -повышает величину сдвиговых усилий, возникающих в обрабатьгваемом материале, что првьпиает его гомогенность перед формованием и качество изделия после формования. Вследствие разогрева обрабатываемого материала от внешних электрических нагревателей 10 и внутреннего трения он имеет в зоне заглушки 8 максимальную температуру и оптимальные пластические характеристики. По мере передвижения к выходному отверстию и в момент входа в формующий канал 6 обрабатываемый материал подвергается дополни,тельному уплотнению и перемещению скручиванием возможных ламинарных потоков, что достигается ;благодаря
вращению фондирующего канала б вместе с червяком 3,
Охлаждение отформованного изделияначинается в полости постоянного, сечения канала формующего канала 6 , и продолжается в полости расширяющегося сечения формующего канала 6, где обрабатываемый материал - отформованное изделие выходит из зацепления со полости. В процессе охлаждения отформованное изделие передает свое тепло через червяк 3 исходному материалу, перемещающемуся в направлении заглушки 8. Отформованное изделие может приниматься вращающимся приемным устройством (на чертеже не показано) или обрезаться ножсм..
Червячный экструдер позволяет повысить надежность и долговечность работы за счет снижения усилий, воз:действующих на упорный подшипник червяка.
изобретения
Источники информации, принятые во внимание при экспертизе
15
иг.г
