Станки для изготовления винтовых спиралей определенной длины из проволоки значительной упругости с применением непрерывно вращающейся крестовины, .охваченной свободно сидящим на ее оси полым барабаном с прорезью в кольцевой стенке для введения в него проволоки, конец которой зажимается крестовиной между нею и барабаном, после чего проволока наматывается на барабан при его вращении под действием крестовины, уже известны.
Отличительной особенностью предлагаемого станка для изготовления винтовых спиралей из проволоки является то, что крестовина станка связана с барабаном зубчатой передачей, периодически сообщающей барабану ускоренное относительно крестовины вращение. Этим достигается возможность освобождения и вывода на поверхность барабана освобождающегося конца проволоки для последующего упругого саморазжимания ее витков и прижатия их к внутренней поверхности неподвижного кожуха.
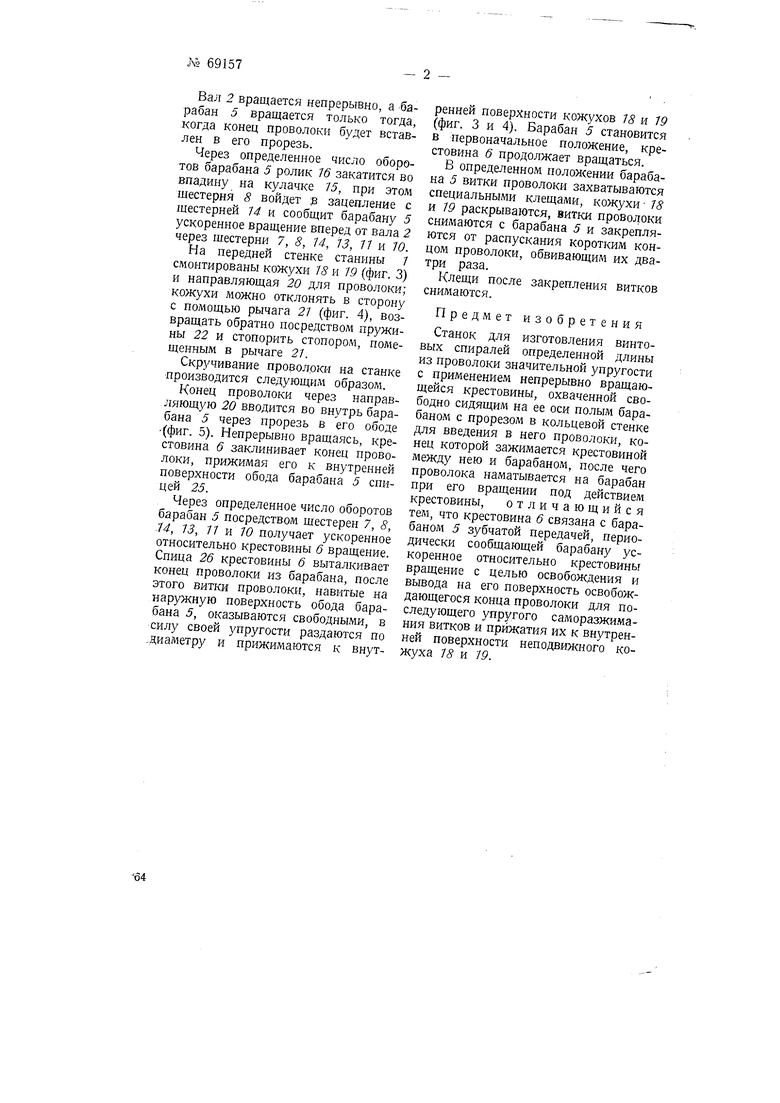
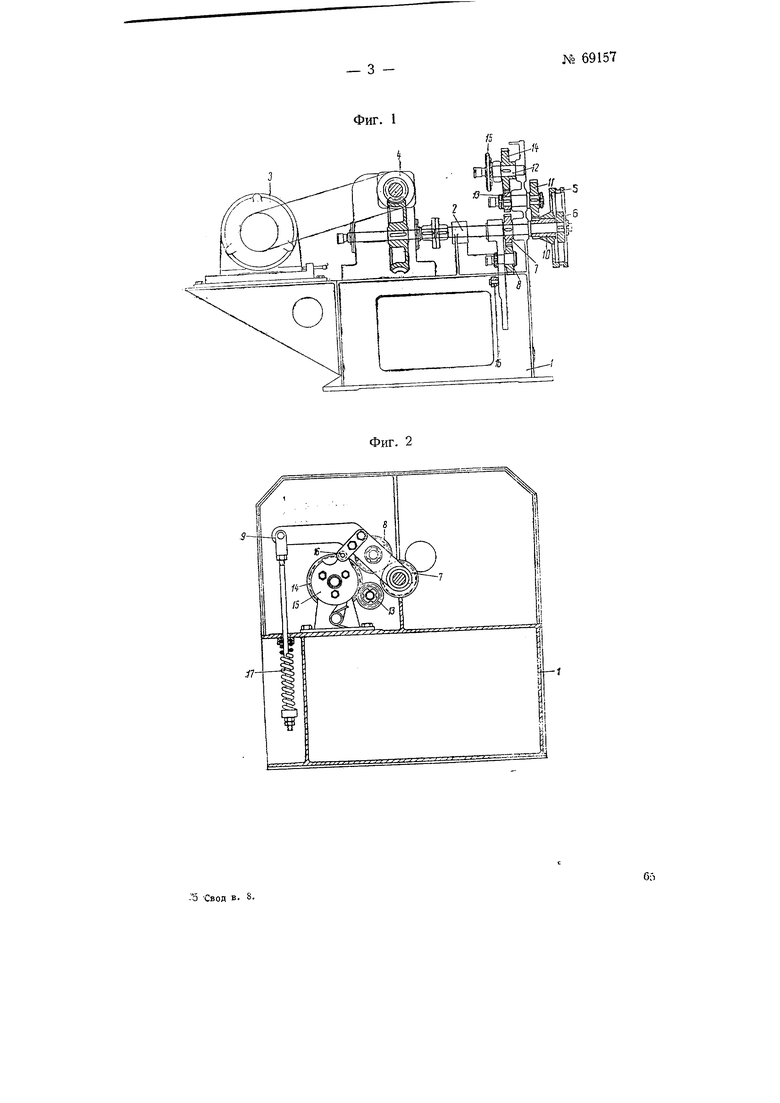
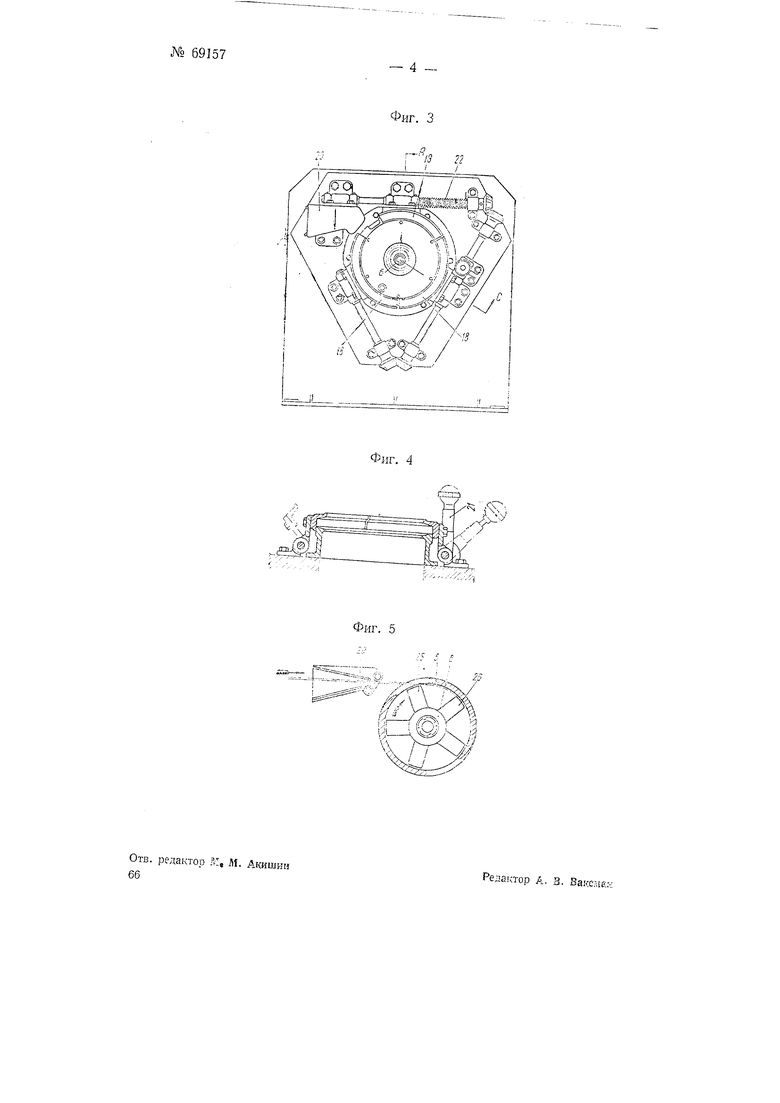
Ма фиг. 1 изображена схема устройства станка для изготовления винтовых спиралей из проволоки, на фиг. 2 - вид станка сзади, на фиг 3 - вид станка спереди, на фиг. 4 - разрез фиг, 3 по ЛБС и на фиг. 5 - навивка проволоки на барабан.
Все детали станка смонтированы на станине 7 (фиг. 1). Главный вал 2 станка получает вращение от электродвигателя 3 через червячный редуктор 4.
На конце вала 2 свободно одет снабженный прорезом барабан 5 и на шпонке - крестовина 6. На этом же валу посажена на шпонке щестерня 7, постоянно сцепленная с шестерней 8, укрепленной на рычаге 9 (фиг. 2).
Ступица барабана 5 (фиг. I) оканчивается шестерней 70, сцепленной с шестерней 77, сидящей на валике, связанном с валиком 72 через шестерни 13 и 74.
На конце вала 72 укреплен кулачок 75, на который опирается ролик 76 рычага 9 (фиг. 2). Ролик 70 прижимается к кулачку 75 пружиной 77.
63
Вал 2 вращается непрерывно, а барабан 5 вращается только тогда, когда конец проволоки будет вставлен в его прорезь.
Через определенное число оборотов барабана 5 ролик 16 закатится во впадину на кулачке 15, при этом шестерня 8 войдет э зацепление с шестерней Ы и сообщит барабану 5 ускоренное вращение вперед от вала 2 через шестерни 7, 8, 14, 13, 77 и 10.
На передней стенке станины 7 смонтированы кожухи 7с и 19 (фиг. 3) и направляющая 20 для проволоки; кожухи можно отклонять в сторону с помощью рычага 21 (фиг. 4), возвращать обратно посредством пружины 22 и стопорить стопором, помещенным в рычаге 21.
Скручивание проволоки на станке производится следующим образом.
Конец проволоки через направляющую 20 вводится во внутрь барабана 5 через прорезь в его ободе (фиг. 5). Непрерывно вращаясь, крестовина 6 заклинивает конец проволоки, прижимая его к внутренней поверхности обода барабана 5 спицей 25.
Через определенное число оборотов барабан 5 посредством щестерен 7, 8, 14, 13, П -л 10 получает ускоренное относительно крестовины 6 вращение. Спица 26 крестовины 6 выталкивает конец проволоки из барабана, после этого витки проволоки, навитые на наружную поверхность обода барабана 5, оказываются свободными, в силу своей упругости раздаются по ..диаметру и прижимаются к внутренней поверхности кожухов 18 и 19 (фиг. 3 и 4). Барабан 5 становится в первоначальное положение, крестовина 6 продолжает вращаться.
В определенном положении барабана 5 витки проволоки захватываются специальными клещами, кожухи 18 и 19 раскрываются, витки проволоки снимаются с барабана 5 и закрепляются от распускания коротким концом проволоки, обвивающим их дватри раза.
Клещи после закрепления витков снимаются.
Предмет изобретения
Станок для изготовления винтовых спиралей определенной длины из проволоки значительной упругости с применением непрерывно вращающейся крестовины, охваченной свободно сидящим на ее оси полым барабаном с прорезом в кольцевой стенке для введения в него проволоки, конец которой зажимается крестовиной между нею и барабаном, после чего проволока наматывается на барабан при его вращении под действием крестовины, отличающийся тем, что крестовина 6 связана с барабаном 5 зубчатой передачей, периодически сообщающей барабану ускоренное относительно крестовины вращение с целью освобождения и вывода на его поверхность освобождающегося конца проволоки для последующего упругого саморазжимания витков и прижатия их к внутренней поверхности неподвижного кожуха 18 и 19.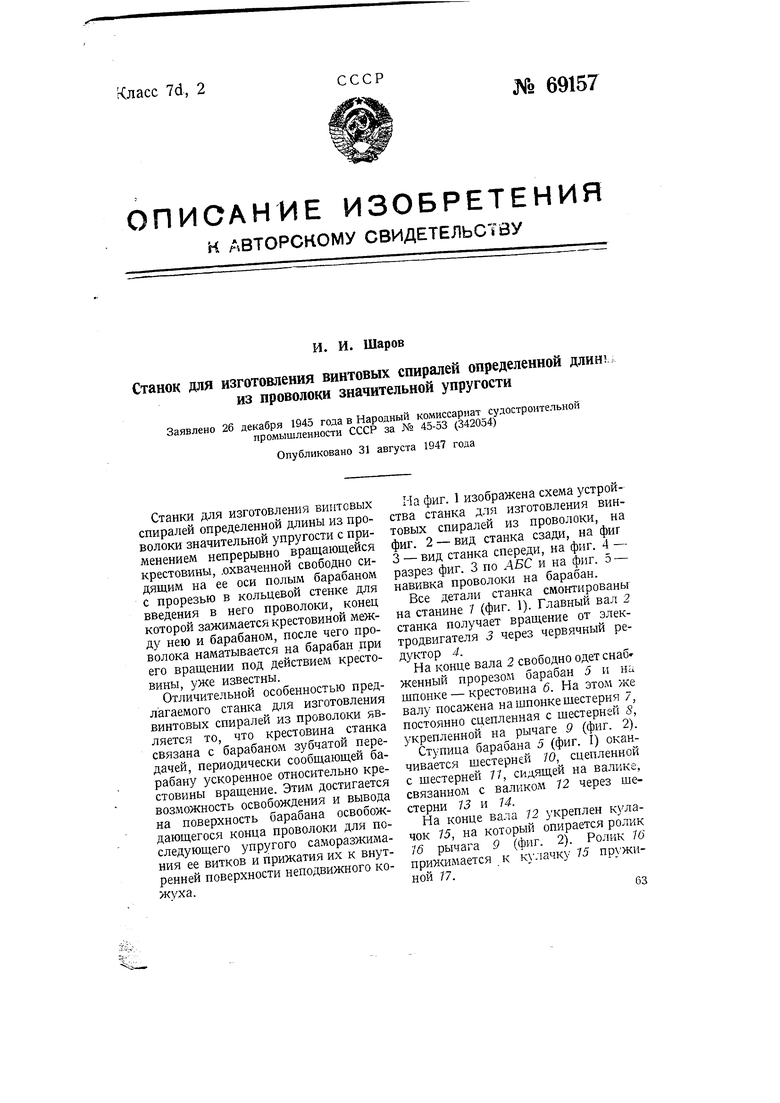
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки пленочных негативов | 1935 |
|
SU46135A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| Дифференциальный механизм к мотальным машинам для попеременного ускорения и замедления нитеводящих органов | 1931 |
|
SU43398A1 |
| Устройство для принятия петли в петлевых прокатных станах | 1934 |
|
SU48079A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КАНАТОВ | 1924 |
|
SU4317A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ГЛИНЯНЫХ ПЛАСТОВ | 1929 |
|
SU18646A1 |
| Приспособление для поддержания постоянства скорости вращения двигателя внутреннего горения при пуске в ход инерционным стартером | 1932 |
|
SU47980A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКИХ ВАЛОВ | 1927 |
|
SU7350A1 |
| Прибор для периодической записи высоты волн и общего уровня воды | 1945 |
|
SU68928A1 |
| ДЕРЖАТЕЛЬ ПРОТЕЗА КЛАПАНА СЕРДЦА | 1991 |
|
RU2033116C1 |
Фиг. 2
Свод в. 8.
65
Фиг. 3
Фиг. 5
