При прокатке на петлевых станах производительность последних лимитируется весом заготовки, который в свою очередь зависит от температурных условий прокатки. В станах, имеющих в отделочной линии 9, 8, 7, 6 клетей, с. одинаковой угловой скоростью валков петли сильно удлиняются впереди и сзаци клетей, доходя до нескольких десятков метров. При этом проволока тянется по полу и охлаждается неравномерно по своей длине, что дает разницу в диаметрах готовой проволоки. Следствием этого является необходимость применения небольшого веса заготовки и, кроме того, для развертывания петли требуется пространство с обеих сторон стана-, представляющее собою туннель, именуемый карманом. В целях повышения производительности стана и уменьшения площади цеха (за счет ликвидации карманов) предлагается настоящий аппарат.
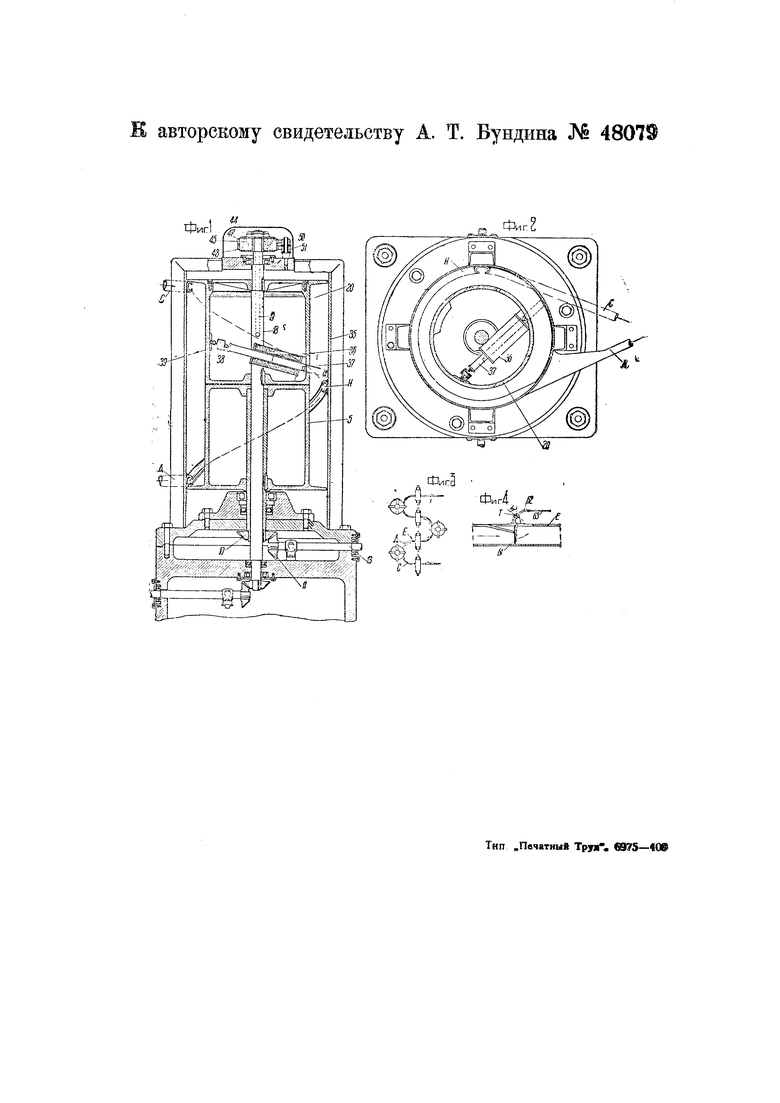
На чертеже фиг. 1 показывает продольный разрез устройства; фиг. 2-вид сверху и поперечный разрез. На фиг. 3 показано расположение устройств между клетями и на фиг. 4-поперечный разрез механизма, управляющего включением реле электромагнита.
В основном устройство выполнено в виде установленных между клетями двух приводных барабанов 5 и 20, охваченных неподвижной трубой Н, служащей
для принятия конца проволоки на барабан и передачи его в следующую клеть (фиг. 1, 2 и 3). Прокатываемая проволока по выходе из клети по трубке С (начинающейся у калибра и представляющей собою проводку) поступает в следующую клеть; при этом проволока огибает по винтовой линии барабаны 20 и 5. Направление проволоки в момент огибания производится трубой Н, согнутой по спирали и прикрепленной к стенке кожуха 35 (фиг. 1 и 2).
Труба Н имеет разрез по образующей щириною бопьщей диаметра поступающей проволоки, обращенный все. время к поверхности барабанов 20 и 5. Барабан 20 укреплен на оси 18, приводимой во вращение от отдельного мотора через вал 13 и коническую зубчатую передачу /О, //.
Внутри барабана 20 имеется укрепленный в нем электромагнит 36 с якорем 37. Якорь втягивается магнитным потоком от витков обмотки с протекающим по ним током и конец якоря 37 занимает положение а (показано пунктиром), немного не доходя до кожуха 35 Подводящие ток провода пропущены через отверстие 19 к валу 18 и присоединены к контактным кольцам 47 и 48 укрепленным на фибровой прокладке 45, заключенной в металлической обойме 44 сидящей на валу 18.
По кольцам скользят щетки 50 и 5/ с подведенными к ним проводами от ре-ле и от сети.
Проволока /7 по выходе из первой клети поступает в следующую клеть по направляющим трубам //, делая один оборот вокруг барабанов 20 и 5, и уходит в следующую клеть (на схеме направление движения указано стрелками). Перед входом в клеть на пути прово,локи установлен включатель электромагнита 36.
Включатель электромагнита выполняется следующим образом. В патрубке вводной проводки М (фиг. 3 и 4) установлен упор 61, поворотный вокруг оси т на угол к. Проходящая по проводке Д и патрубку Е проволока своим концом упирается в упор 6/, поворачивает его по направлению стрелки и проходит дальше. Упор 6/ прикреплен к рычагу S2 и, поворачиваясь вместе с ним. включает реле электромагнита 37 с помощью тяги 63, щарнирно соединенной с концом рычага 62. Один из контактов сети укреплен на тяге 63 и может двигаться вместе с нею, второй контакт укреплен неподвижно. Замыкаясь, контакты дают ток Б реле электромагнита. Размыкание реле электромагнита 37 достигается при помощи „реле выдержки времени самой обычной конструкции.
Реле, замыкаясь, дает ток в обмотку электромагнита и якорь 37, втягиваясь, занимает положение и , входя в разрез трубы Н, захватывает проволоку, проходящую по трубе, и увлекает ее за собою.
Скорость вращения барабана 2f равна скорости выхода металла из валков. Барабан 5 в это время враагается в ту же сторону, ко со скоростью поступления металла по вторую клеть, т. е. с меньшей скоростью. После того, как барабан 20 сделает 1-1,5 оборота с момента включения электромагнита, якорь 57 приводится в походное положение а силой натяжения пружины 38, к которой он присоединен. Пружина прикреплена пластиной 39 к барабану 20. После того, как якорь 37 приведен в исходное положение, наматывание проволоки на барабан 20 производится в силу того, что скорость вращения барабана равна скорости поступающей проволоки. Намотанные мотки опускаются на нижний вращающийся барабан 5 от силы тяжести и с него сматываются по мере поступления в следующую клеть.
Применение данного устройства повысит производительность стана, так как охлаждение проволоки в период прокатки не будет так значительно, как в случае нахождения петли на полу кармана, а следовательно можно катать заготовку ббльшего веса.
Кроме того повышается и качество проволоки за счет исчезновения разности диаметра начала и конца прокаткиПредмет изобретения.
Устройство для принятия петли в петлевых прокатных станах, отличающееся
теГ, что оно выполнено в виде установленных между клетями двух приводных барабанов 20 и 5, вращаемых с различными скоростями Б соответствии со скоростью прокатки первой и второй клети и охваченных неподвижной обводной трубой // с прорезом против сердечника 37 электромагнита, установленного в барабане 20, с целью захвата сердечником 37 прокатываемой штуки для наматывания ее сначала на барабан 20, а затем на барабан 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дублирования листов | 1935 |
|
SU45261A1 |
| КЛЕТЬ ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ С ПЕРЕМЕННОЙ ТОЛЩИНОЙ ПО ДЛИНЕ | 1990 |
|
RU2043798C1 |
| Станок для намотки катушек электрических машин | 1931 |
|
SU29535A1 |
| Моталка | 1937 |
|
SU53009A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТА КРУГЛОГО ПРОФИЛЯ | 2004 |
|
RU2281819C2 |
| Ковочный манипулятор | 1932 |
|
SU42398A1 |
| 3/4-НЕПРЕРЫВНЫЙ ШИРОКОПОЛОСНЫЙ СТАН С БЕСКОНЕЧНОЙ ГОРЯЧЕЙ ПРОКАТКОЙ ТОНКИХ ПОЛОС НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2483815C1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| НЕПРЕРЫВНАЯ ПРОКАТКА ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2260487C2 |