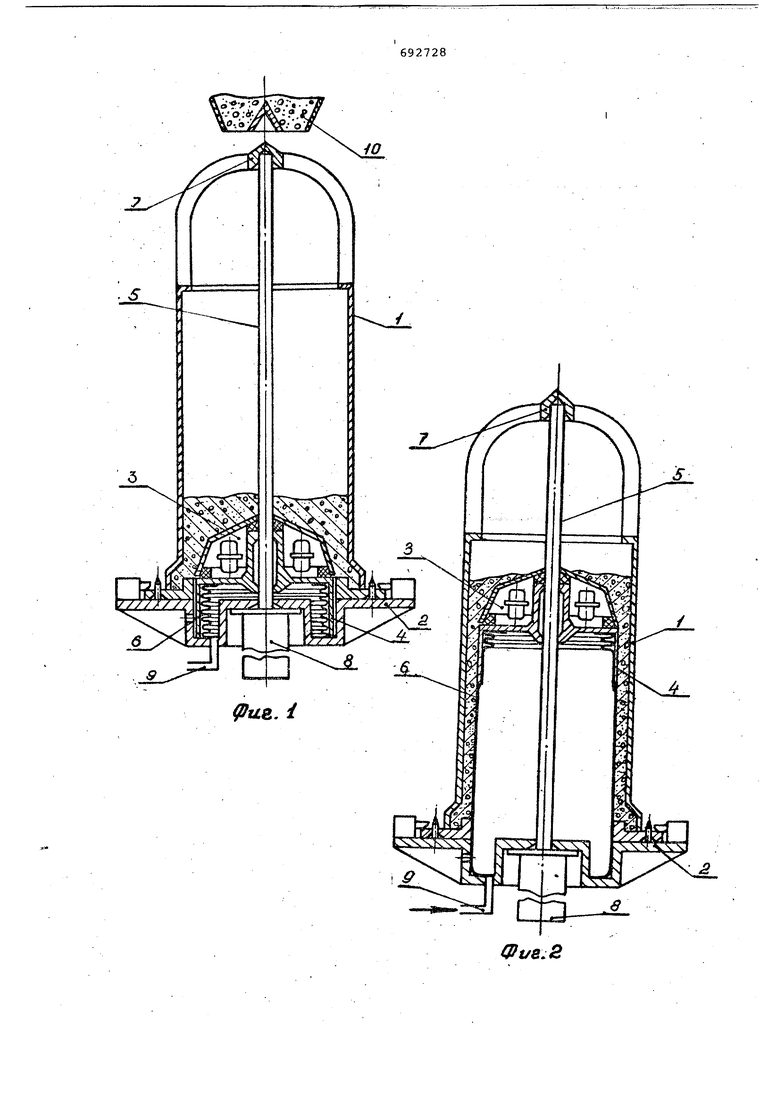
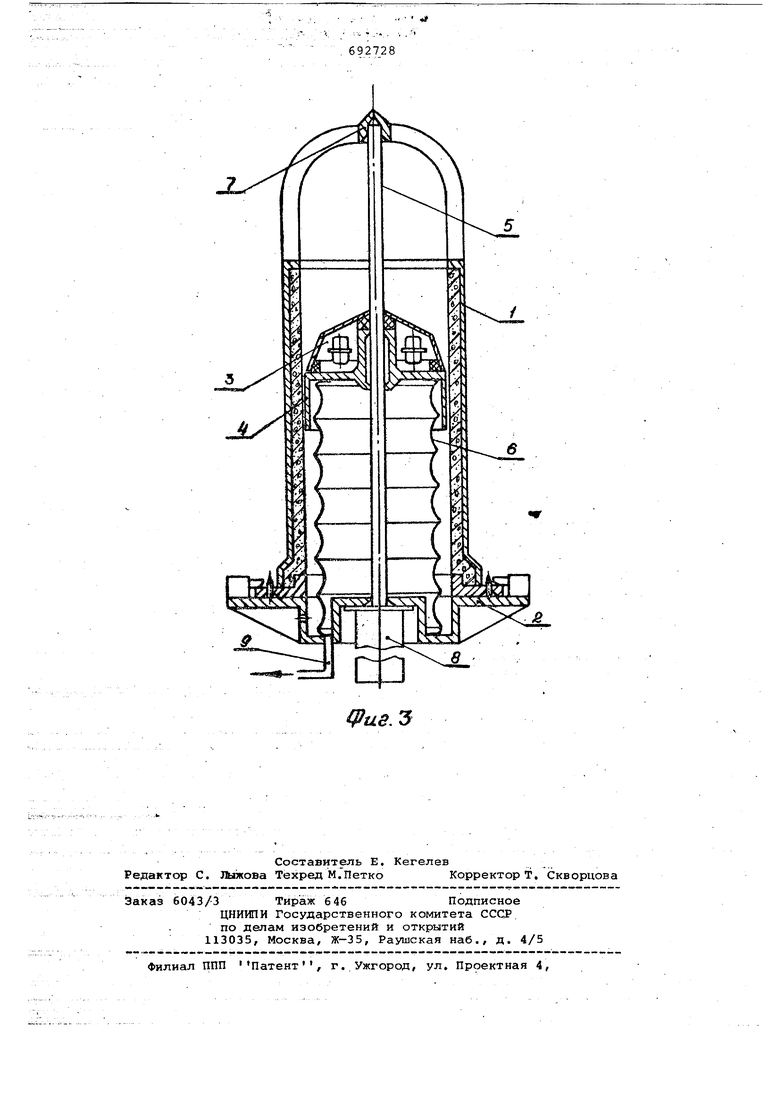
Изобретение относится к технолс5гй г изготовления бетонных и железобетонных изделий и может быть использовано в промышленности сборного железобетона, например, для производства труб, блоков коммуникационных тоннелей, шахт лифтов и т,п. Известен способ формования объемных железобетонных элементов, вклюЧснощйй подачу бетонной смеси на полый виброконус сердечника и непрерыв ную вибрацию виброконуса в процессе подъема жесткого мета.гшического сердечника 1 . Недостатком способа является то, что уплотнение бетонной смеси прюизводится только за счет колебаний виб роконуса, что приводит к недоуплотнению бетонной смеси, образованию ра ковин в стенках железобетонных элементов. Известен также способ формования .железобетонных изделий, заключаюгцийс в уплотнении бетонной массы между Ko пусом и вибросердечником путем перемещения вибросердечника внутри корпу са. Способ осуществляется устройством вертикально подвижного формовани включающим вертикально установленную наружную опалубку и вибросердечник, состоящий из формующей и калибрующей частей, центральную направляющую и средства для перемещения вибросердечника 2 . . Недостатком этого способа является недостаточная степень уплотнения бетонной массы в стенках изделий. Цель изобретения - получение стенок изделий повышеннойплотности и качества, Указанная цель достигается тем, что после перемещения сердечника отформованное изделие подвергают изостатическому прессованию. Данный способ осуществляется на установке, в которой калибрующая часть вибросердечника выполнена эластичной и по всей высоте рйвна внутренней высоте формы. На фиг. 1 изображен продольный разрез установки для осуществления способа, исходное положение вибросердечника установки перед формованием изделия; на фиг. 2 - то же, форма вибросердечника в процессе формования; на фиг. 3 - то же, положение и форма вибросердечника при его опускании. Установка сс1йерзшт , наружную опадаубку 1, вертикально установленную на |столе 2f вибросердечник, состоящий из формующей виброголовки 3 с обоймой 4, перемещающихся по направляющей ,5, и эластичной калибрующей части ;сердечника б, центральной опоры 7 направляющей, механизм подъема 8, патрубок 9 и бункер 10. В герметичную полость, образованну эластичным сердечником б, обоймой 4 и столом 2, через патрубок 9 производит ся нагнетание либо откачка воздуха. В первом случае под действием избыточно го давления воздуха обойма 4 и виброголовка 3 движутся вверх, а эластичны сердечник б при перемещении обоймы 4 вытягивается из нее и обжимает: стенки изделия. Во втором случае в указанной Полости образуется разрежение, в результате чего обойма с виброголовкой опускаются вниз, а эластичный сердеч ник б отходит от стенок изделия, образуя гофрированную трубу, и склады вается в обойму. Механизм подъема 8 предназначен для перемещения направляющей 5 вверх после установки наружной опалубки 1 на стол 2 до стыковки ее с центральной опорой 7 и опускания ее вниз перед снятием наружной опалубки с отфо мованной трубой со стола, 2. Способ формования железобетонных элементов осуществляется следующим образом. Через верхнюю часть наружной опалубки 1 из бункера 10 на виброголовк 3 выгружается бетонная масса. Одновременно с подачей бетонной массй включается в работу виброголовка и начинается подъем вибросердечника. Под действием круговой вибрации (в горизонтальной плоскости) виброголовки бетонная масса приобретает текучесть и под действием силы тяжести заполняет пространство между наружной опалубкой 1 и обоймой 4. По мере подъема виброголовки из обоймы вытягивается эластичный сердечник и, об жимая отформованные стенки изделия, подвергает их прессованию под действием избыточного давления. При дости жении виброголовкой крайнего верхнего положения воздух из эластичного сердечника откачивается через патрубок 9, при этом эластичный сердечник отходит от внутренней поверхности изделия и виброголовка с обоймой опускаются вниз по направляющей. При опускании виброголовки обойма не касается стенок изделия, за счет их доуплотнения сердечником при формовании. После окончания процесса формования наружная опалубка с отформованным изделием снимается со стола и транспортируется в камеру твердения. Основным преимуществом предлагаемого способа является возможность получения стенок объемных железобетонных изделий повышенной плотности и качества. Способ также позволяет упростить конструкцию и уменьшить высоту существующих установок для формования объемных изделий с вертикадьно-подвижньпл вибросердечником более, чем в 2 раза, и сократить время изготовления изделий на 40-60%. . Формула изобретения 1.Способ формования железобетонных элементов, заключающийся в уплотнении бетонной массы между корпусом и вибросердечником путем перемещения влбросердечника внутри корпуса, о тличающийс я тем, что, с целью получения стенок изделия повышенной плотности и качества, после перемещения сердечника отформованное изделие подвергают изостатическому прессованию. 2.Установка для осуществления способа по П.1, содержащая наружную опалубку, вибросердечник, состоящий из формующей и калибрующей частей, центральную направляющую и средства для перемещения вибросердечника, о тличающаядя тем, что калибрующая часть вибросердечника выполнена эластичной и по всей высоте равна внутренней высоте формы. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 476993, кл. В 28 В 7/22, 1973. 2.Попов А.А. и др. Оборудование для производства бетонных и железобетонных труб. М., Машиностроение 1965, с. 121.
ие.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования железобетонных элементов | 1976 |
|
SU781064A2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
| УСТАНОВКА ДЛЯ ВИБРОФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1973 |
|
SU379388A1 |
| Вибросердечник | 1979 |
|
SU852571A1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| Установка для формования объемных элементов | 1978 |
|
SU863361A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕЗРАСТРУБНЫХ ТРУБ | 1992 |
|
RU2068778C1 |
| Установка для формования трубчатых изделий из бетонных смесей | 1985 |
|
SU1303417A1 |
| Установка для виброформования изделий из бетонных смесей | 1973 |
|
SU475272A2 |
| Устройство для изготовления бетонных и железобетонных колец | 1958 |
|
SU118413A1 |