-. , 1 . . . Способ относится к области м таллургии и может быть использован при обработке малоуглеродистых мартенсит ностареюадих нержавеющих свариваемых сташей, работающих в атмосферных, в том числе морских, условиях в летательных аппаратах. В современном машиностроении для изготовления ответственньк деталей, работающих во всеклиматических. условиях в качестве сварных конструкций применяются высокопрочные мартенситностареющие стали. Известные способы обработки этих сталей не позволяют получить сочетание высоких коррозионностойких и прочностных свойств сварных соединений и основного металла. Известен способ обработки мартенситностареющих сталей, заключающийся в том, что, с целью повышения кор розионной стойкости сварных соединен и основного металла, проводят перед сваркой старение при 560°С 1 . Однако при этом резко падает прочность как основного металла, так и сварных соединений. Известен способ обработки сталей, заключающийся в повьжиении коррозионной стойкости сварных сое динений и основного металла созданием на nbsepxHiDCtK напряжений сжатия путем наклепа 2. Этот способ не исключает полностью коррозионного растрескивания сварных соединений., только повышает их долговечность, и не может применяться в конструкциях с малыми сечениями. Известен способ обработки нержавеющей стали 08Х15Н5Д2Т, включающий закалку, холодную пластическую деформацию и старение при 450С 3. Однако сварные соединения, изготовленные из этой стали, обработанной по указанному режиму, склонны к межкристаллитной коррозии и коррозионному растрескиванию в зоне термического влияния. Низкая коррозионШя стойкость сварных соединений снизкает надежность применения конструкций и требует дополнительной защиты, что влечет увеличение веса и груяое лкость изготовления. Цель изобретения - обеспечение высокой коррозионной стойкости основного материала и сварных соединений мартенситностареющей нержавеющей стали за счет исключения коррозионного растрескивания и межкристаллитной коррозии при сохранении высокой
прочности и пластичности без повторной термической обработки.
Для этого деформацию закаленного материала производят с обжатием 8-15%, а старение ведут при 500525 С продолжительностью 2-3 ч.
Выбор заданной степени обжатия определяется тем, что при этом достигается требуемый уровень прочности при сохранении пластичности. Установленный режим старения обеспечивает высокую стойкость против коррозионного растрескивания и межкристаллитной коррозии при сохранении высокого уровня прочности. Это объясняется совместным положительным влиянием пластической деформации и перестаривания и получением наиболее благоприятного структурного состояния, резко Sмёньшaющим чувствительность стали к карбидным выделениям в зоне (Термического влияния.
Для получения механических и коррозионных свойств по предлагаемому режиму проведены сравнительные испытания стали 08Х15Н5Д2Т и ее сварных соединений.
Для исследования выбирают лист стали 08X15Н5Д2Т промышленной плавки толщиной 1,5 мм в состоянии закалки
с температурой 960°С в течение 30-ти мин, охлаждение проводят на воздухе. Деформация производилась холодной прокаткой со степенью обжатия 8%, 10%, 13% и 15% с последующей термообработкой старением при Температура
3 ч, 2,5 ч, Б15°С 2,5 ч, 525° 2 ч. Для сравнения выбирают также примеры без деформации с термообработкой старении при 515°С 2,5 ч и с деформацией прокаткой со степень обжатия 10% с последующим старением при 1ч.
Обработанные по различные режимам деформации и термообработки листы сваривают неплавящимся электродом.
Механические свойства определяют на разрывных образцах, изготовленных из основного металла и сварных соединений. . . . .
Проводят испытания на cKJjoHHocTb к коррозионн 1у растрескиванию: листвые сварные.образцы под напряжением 100 кгс/мм% задаваемым, изгибом в четырехпорном приспособлении, выдерживают до растрескивания в камере соляного тумана,, работающей по режиму: периодическое распыление 3%-ного раствора .хлористого .натрия.
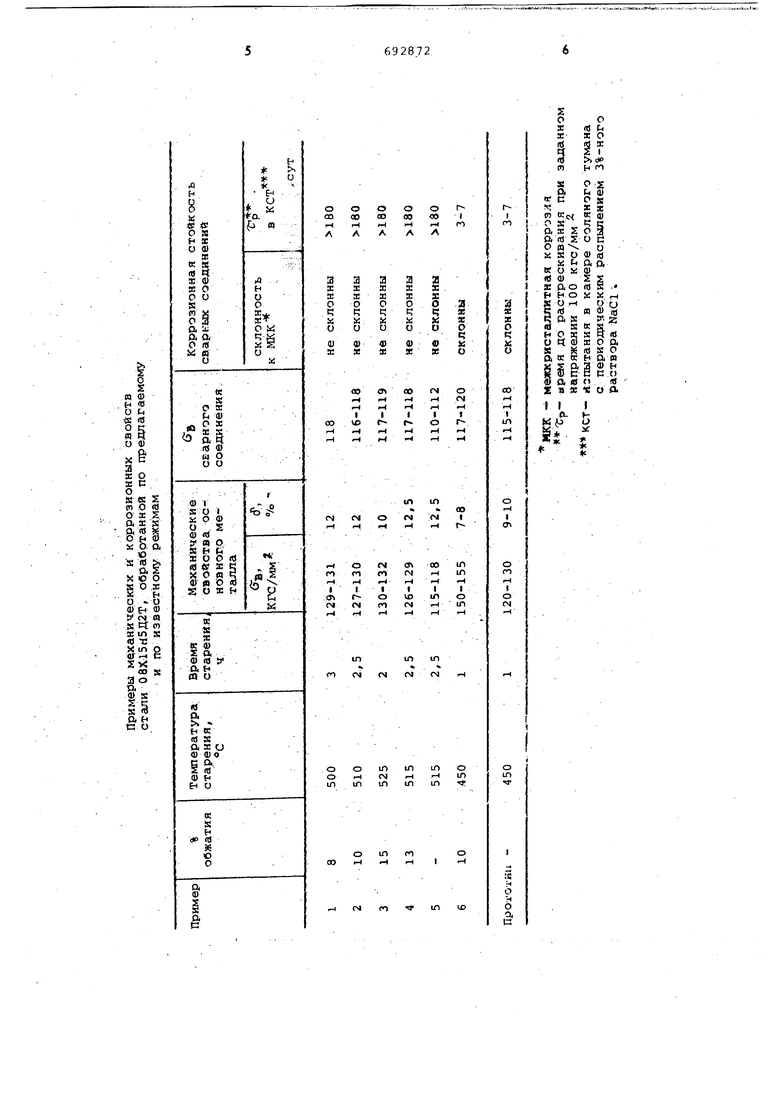
Резуль гаты испытаний представлены в таблице. .
--}.,(
I ...;. «I
7
Как видно из таблицы, оптимальные свойства достигаются при обработке при режиму: закалка плюс деформация со степенью обжати я 10-13% плюс старние при SlO-SlS C 2,5 ч. При сохранении высокой прочности и требуемой пластичности основного металла и сварных соединений достигается отсутстви склонности к межкристаллитной коррозии ивысокая стойкость против коррозионного растрескивания в жестких условиях соляного тумана не менее, чём в 60 раз выше,чем у стгши,обработанной по известному режиму,обеспечивайщему такую же прочность.Повышение температуры старения закаленной стали с 450С до 2,5 Ч без предварительной деформации позволяет получить высокую коррозионную стойкость,однако при этом наблюдается резкое (на 10-15 кгс/ИФ) снижение прочности основного металла и сварны соединений.л
А старение деформированной стали со степенью обжатия 10% при в течние 1 ч вызывает упрочнение до 150155 кгс/мм , но при этом сохраняется низкая коррозионная стойкость и снижается пластичность основиого Металла. , . .
Применение обработки по данному способу позволяет резко увеличить
8
надежность и ресурс сварных конструкций из мартенситностареющей нержавеющей стали при сохранении их весовых характеристик. Внедрение предлагаемого способа резко повысит качество изделий.
Формула изобретения
Способ обработки малоуглеродистой мартенситностареюп5,ей свариваемой нержавеющей стали, включающий закалку, холодную пластическую деформацию и старение,о тличаювдийся тем, что, с целью повышения Kopjjoзионной стойкости при сохранении прочности и пластичности основного металла и сварного соединения, пластическую деформацию осуществляют со степенью 8-15%, а старение ведут при 500-525 С в течение 2-3 .часов;
Источники информации, принятые во внимание при экспертизе
1.Трумен Д.Е. Сб. Высоколегированнйе стали, Металлургия, 1969.
2.Логан х,П. Коррозия меташлов под напряжением. М., Металлургия 1970, с.178.
3.Потак Я.М. Высокопрочные стали. М., Металлургия, 1972, с.150

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки малоуглеродистых мартенситно- стареющих нержавеющих сталей | 1978 |
|
SU779415A1 |
| Способ термической обработки сварных соединений из мартенситностареющих сталей | 1977 |
|
SU651042A1 |
| ФЕРРИТНАЯ КОРРОЗИОННОСТОЙКАЯ СТАЛЬ | 2013 |
|
RU2571241C2 |
| ВЫСОКОПРОЧНАЯ АУСТЕНИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ И СПОСОБ ОКОНЧАТЕЛЬНОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ НЕЕ | 2004 |
|
RU2254394C1 |
| АУСТЕНИТНАЯ КОРРОЗИОННОСТОЙКАЯ СТАЛЬ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ | 2000 |
|
RU2173729C1 |
| КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ | 2009 |
|
RU2409697C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2256720C1 |
| КОРРОЗИОННО-СТОЙКИЙ СПЛАВ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2005 |
|
RU2288967C1 |
| ВЫСОКОПРОЧНАЯ МАЛОМАГНИТНАЯ НЕСТАБИЛИЗИРОВАННАЯ СВАРИВАЕМАЯ СТАЛЬ, УСТОЙЧИВАЯ К ЛОКАЛЬНЫМ ВИДАМ КОРРОЗИИ В ЗОНАХ ТЕРМИЧЕСКОГО ВЛИЯНИЯ СВАРКИ И ДЛИТЕЛЬНОГО НАГРЕВА В ОБЛАСТИ ОПАСНЫХ ТЕМПЕРАТУР | 2021 |
|
RU2782832C1 |
| АУСТЕНИТНАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ | 2002 |
|
RU2224045C1 |
