Трудность выполнения вертикальной сварки заключается в том, что металл и шлак при отложении их в разделке вертикального шва стекают вниз и шов образуется из металла, отложенного весьма неравномерно и в некоторой мере засоренного прослойками шлака.
В целях улучшения вертикальной сварки прибегают к снижению силы сварочного тока и уменьшению диаметра электродов. Такой способ вертикальной сварки дает возможность иметь мало перегретую ванну расплавленного металла небольшого объема, которая быстро застывает, что обеспечивает более или мене равномерное отложение металла в шве. При этом стараются подбирать для электрода покрытие таким образом, чтобы шлак, получаюшийся в результате плавления покрытия и сварки, по всплывании из металла быстро застывал.
Однако, такой способ сварки дает возможность проводить ее с небольшой скоростью, значительно меньшей, по сравнению со скоростью сварки в нижнем положении.
Трудность вертикальной сварки может быть устранена путем применения особых приспособлений, допускающих осуществление этого вида сварки как в ручном, так и в механизированном выполнении.
Для того чтобы металл удерживался в шве, необходимо, чтобы со стороны раскрытия шва он не вытекал. Роль такой задержки при обычном выполнении сварки принимает на себя шлак.
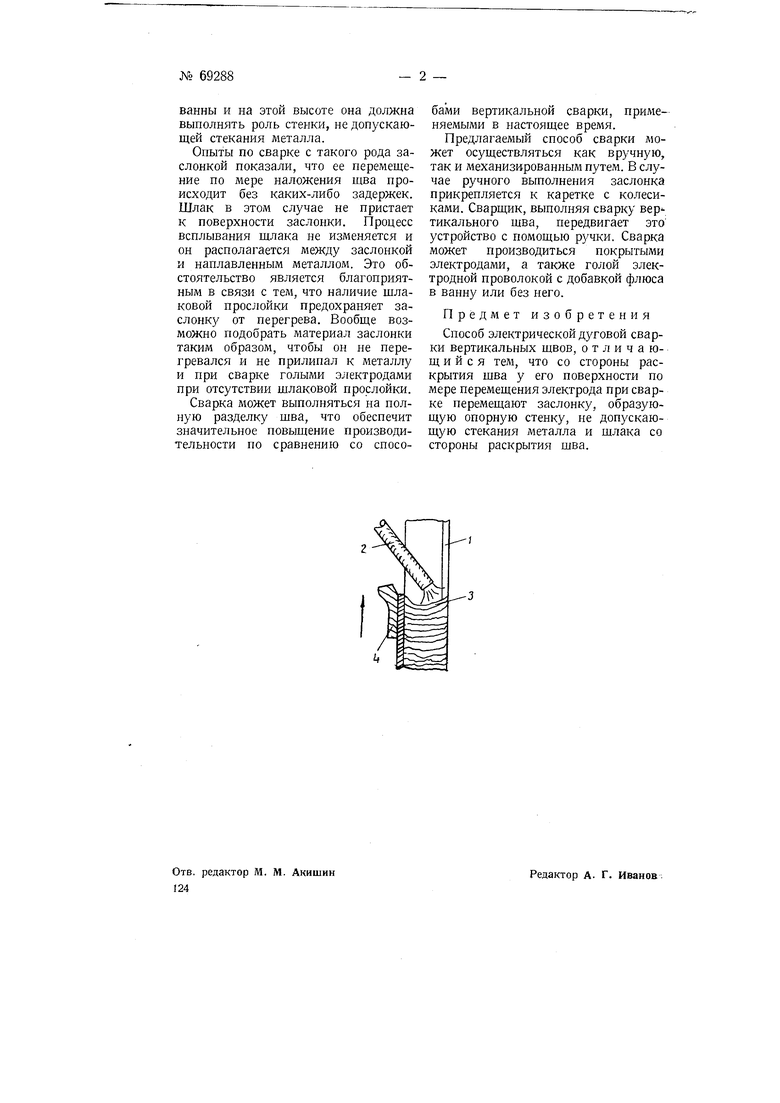
Согласно изобретению, предлагается осуществить это при помощи заслонки, которую устанавливают со стороны раскрытия шва и по мере перемещения электрода при сварке перемещают вверх; эта заслонка образует опорную стенку, предотвращающую стекание металла и шлака со стороны раскрытия шва.
Расположение такой заслонки изображено на схематическом чертеже, где обозначено: 7 - свариваемое изделие (пластина), 2 -сварочный электрод, 3 - сварной шов, 4- заслонка, выполняемая, например, из меди.
Заслонка должна быть установлена по крайней мере по всей высоте
123
ванны и на этой высоте она должна выполнять роль стенки, не допускающей стекання металла.
Опыты по сварке с такого рода заслонкой показали, что ее перемещение по мере наложения щва происходит без каких-либо задержек. Шлак в этом случае не пристает к поверхности заслонки. Процесс всплывания щлака не изменяется и он располагается между заслонкой и наплавленным металлом. Это обстоятельство является благоприятным в связи с тем, что наличие щлаковой прослойки предохраняет заслонку от перегрева. Вообще возможно подобрать материал заслонки таким образом, чтобы он не перегревался и не прилипал к металлу и при сварке голыми электродами при отсутствии шлаковой прослойки.
Сварка может выполняться на полную разделку шва, что обеспечит значительное повышение производительности по сравнению со способами вертикальной сварки, применяемыми в настоящее время.
Предлагаемый способ сварки может осуществляться как вручную, так и механизированным путем. В случае ручного выполнения заслонка прикрепляется к каретке с колесиками. Сварщик, выполняя сварку вер тикального шва, передвигает это устройство с помощью ручки. Сварка может производиться покрытыми электродами, а также голой электродной проволокой с добавкой флюса в ванну или без него.
Предмет изобретения
Способ электрической дуговой сварки вертикальных щвов, отличающийся тем, что со стороны раскрытия шва у его поверхности по мере перемещения электрода при сварке перемещают заслонку, образующую опорную стенку, не допускающую стекания металла и щлака со стороны раскрытия шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки покрытым электродом в узкую разделку | 1978 |
|
SU791490A1 |
| Способ и устройство для сварки швов на вертикальной плоскости | 1978 |
|
SU770693A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Состав порошковой проволоки для сварки открытой дугой стальных конструкций с алюминиевым покрытием | 1982 |
|
SU1054000A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2674525C1 |
| Способ получения сварного соединения стальных деталей, стойкого к электрохимической коррозии | 2017 |
|
RU2688023C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
| Состав электродной проволоки | 1983 |
|
SU1131121A1 |
