Предметом изобретения является станок для изгото;1лен1 я из тонких труб рукавов путем образования на гладкой трубе кольцевых впадин и cжн raния в осевом направлении получившихся волн. В таких станксх аля образования кольцевых впадин обычно применяют кольцевую вальцовку, получающую вращение вокруг трубы, н перемеп 1.ение к ней 13 радиальном направлении; сжилание же воли выно.тняют н)тампы. Подача осуидествляется .автоматически, причем .цзижеиня рабочих чаете совершаются под действием кулачиых днс.ко1.
li И|)сд.лаглемом станке исдача трхбы. )В1ч;-1 впадин и осевое сжимание г.ыстутюв между внадинааш объа.ишень; созд; Н1;я кинем атическо1 связи между подающим мехаинзмом, кулаками д.тя приведеиия в де1 |ствис сжимаюнлих штампов и ио, И1пи 1делем с кулаком для передвин :ен1ия в радиальном направлении «рестовины с кольцевой вальцовкой, установленной в обойме, вращающейся на этом шпин.деле.
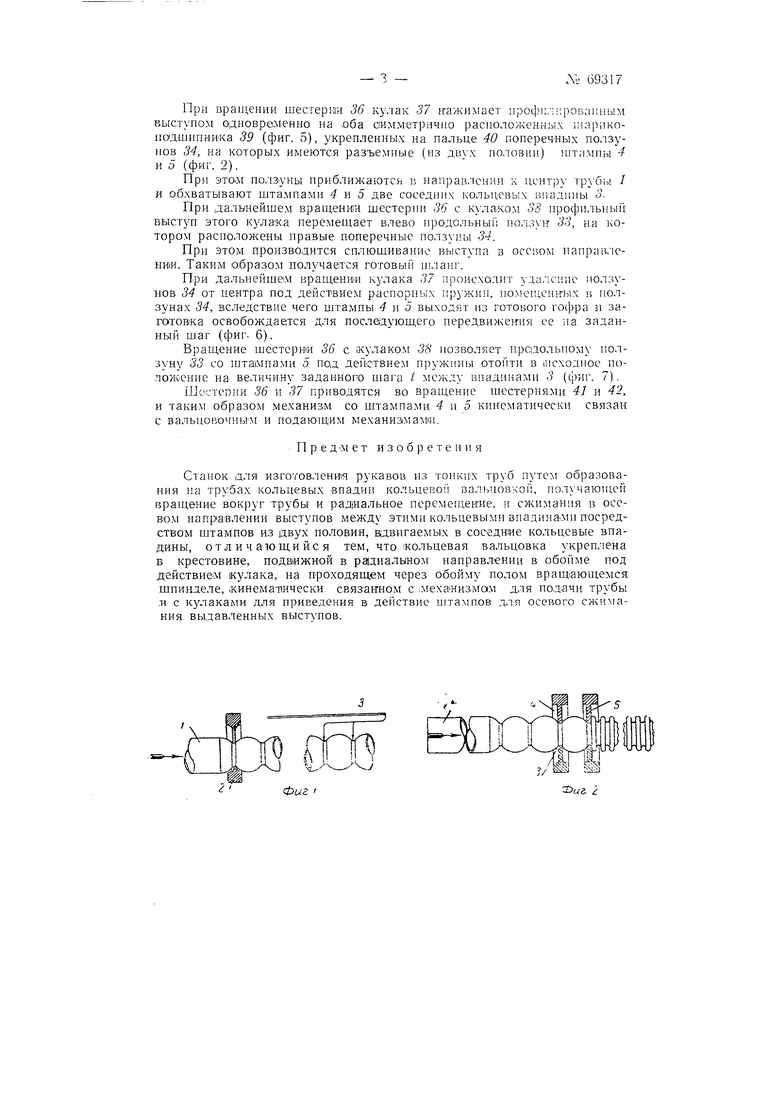
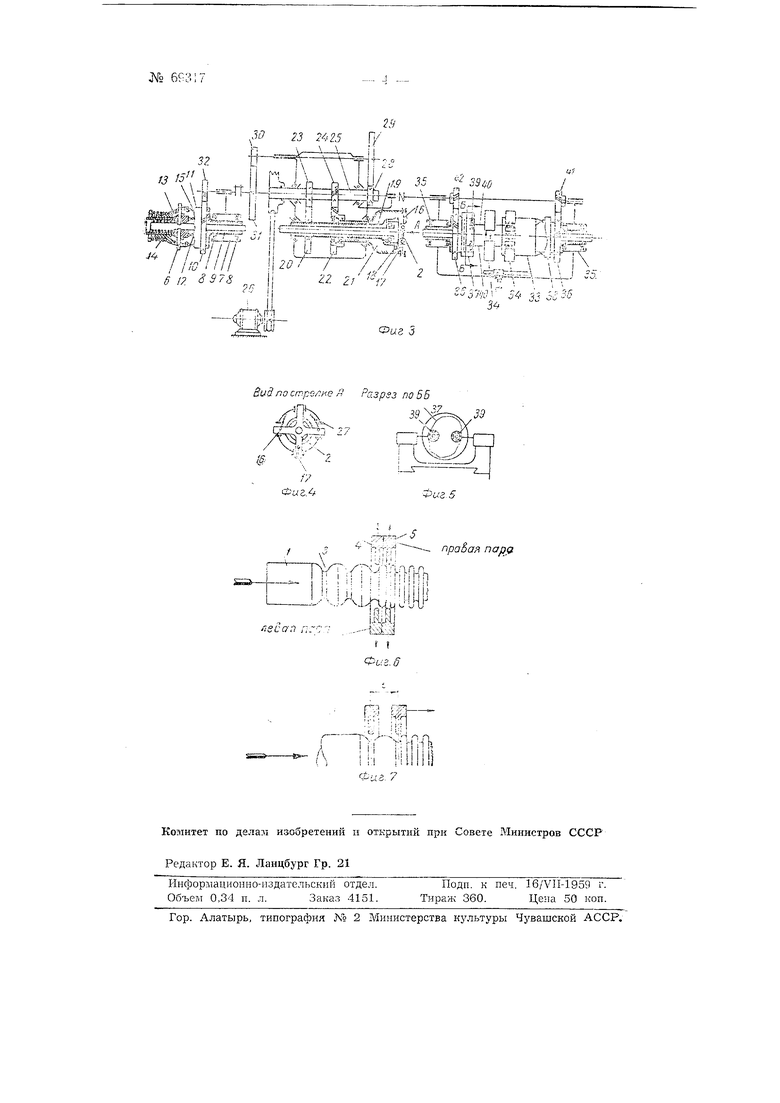
Па фиг. 1 схематически изображено образование кольцевых впадин в заготовке; па 2-положение осаживающих штампов перед вьшо.тнением осевого осаживания выстхпо между впадинами; на (шг. 3-кинематическая схема станка; на фиг. 4-вид по стрелке Л на фиг. 3; на фиг. 5-разрез по ББ на фиг. 3; на фиг. б и 7-процесс штамповання гофра Tia заготовке.
Станок гфедназначеп для изготовлен ия р кавов из тонкостенных цилиндрических труб, которые могут быть сваренньг и или спаяпыМИ из мегалЛИческих лентРукава из таких труб, имеющие значительную гибкость п абсолютн ю герметичность, ИЛЕСЮТ нщрокое примепенис в качестве надежпы.х проводников жидкостей или газов с сохранением падвижпости « ноглощением вибрации- Кроме того, пибкий металлический шланг имеет б.ольн ую г:лощ:адь поверхности, позволяюпгую использовать ее для эффе-ктивпого обогрева или охлаждеьгия.
Л 69317
.-ог1чсск1п; процесс из1ч;го: Л(.ч1ия илапгов состоит в том, что i;a гладкой трубе / (фиг- 1) ка равных р:асстояниях друг от друга посродстзом кол)Цевой ва.чьцожи 2 образуют кольдевые впадины 3. Затем ((jui- 2) пр:и nojMoiun разъе.мпых па две половины 4 л 5, входящих в соедипенис,Кольцевые впадины 3, е к1имают в осе-вом направ.тенип выетуп между эткмн кольцевыми впадинам-и, в г езультате чего иолучаетея |-отовым ш.лаиг. Захват трубы для ее чодачи пралзводитея при помопш подви/; 1 ы паиг 6 ((|;;иг. 3), охватываю;дих Tpy6:;vio заготовку с нескольких сторон. Сила захвата регулируется иружииами. Корпус 7 мехапизма подач И ирихреилеи к станине стаикс1. Б Корпусе 7, Б шариковых падн1инн1иках 8, вращается вал 9, к которому нрикреплеиа 1):еетерня 10На торцевой иоверхпоетп IiecTCpnH 10 укреплены то;;цевь е кула1 и // и 12, предназначениые для захвата и линейного пере.мец епИя зажатой трубной заготовки. Подача )п,хшзвадится носредством периодического перемещения конической головки 13 с захватными цангами 6 под действием пружин 14- Вея система прижимается к торцевому кулаку 1} своими двумя, диаметральнорасноложеиными унора:мн в виде ро.чиков 5. Торцевой хулак 12 через ,два Л иаметра/;Ь О расио.тожен п х опорных ролика управляет захватом трубной заготовки. К лаки // и 12 расмо.тожены ио циклограмме таким образом, что захват деКтвуст только тогда, ко(-да ироисхадит линейиая поддача, в остальное же время аахват отпущен.
Величина по.дачи устанавливается |-ай1кой, .а диа.мет) захвата заготовки регулируется путем перемещения и закренлепия цанг 6Вальцевание кольцевых внадин нроцзво.аится нутем обкатывания вокруг трубной заготовки кольцевой вальцовки 2, причем обкатывание сонрО|ВОЖ1дается постепенным неременлением ко.яьцевой вальцовки в радиальном направле1нии к центру трубы. Для этого вальцовка вставлена в щари копоацп1пшик, который запрессован в крестовину 16. IlepeMenieиие в обойме крестовины в радиальном танравлении происходит вследствие сонрикосповения ее пальца 17 с кулаком 18, укрепленным на щцинделе 19, получающем вращение от щестерни 20. Обойма 2} приводится во вран ен1ие щестерней 22. Шестерни 20 и 22 сцеплены соответственно с щестерргями 23 1И 24, укрелленнылги па валу 25, вращающемся через ременную нередачу от электродвигателя 26- Передаточные числа щестерен 23-20 и 24-22 выбраны такими, что обойма 2 вращается л едланнее ппиплеля 19. Поэтому палец 17 крестовины 16, вращающейся вместе с обоймой 21, обегает вокруг 1кулака 18, который профилиров ан так, что в начале происходит постепенное приближение крестовины, а слецовательнО, и кольцевой вальцовки 2 к центру трубы, а затем под действием нружин 27 «рестовина с вальцовкой быстро отходит в исходное толожен|ие.
Радиальное перемещение крестовины 16 с кольцевой вальцовкой 2 необходимо для того, чтобы вдавливаиие кольцевой впадины на трубной заготовке было выполнено постепенно для обеспечения плавного изменения гтруктуры мйтепчала, без излиптнего наклепа. Посредством з -бчатой передачи 28, 29, 30, 31, 32 привод вальцовки кинем;атически связан с подающим механизмомСжимание в осевом направлении выступов межд;у кольцевыми впадина-ми выполняется системой продольных и поперечных цолзунов 33 и 34 со штампами 4 и 5 (фиг- 2), состоящими из авух половин каждый. С одной и другой стороны ползунов, в боковых корпусах 35, монтированы в щариконодшицниках полые валы с щестернями 36, к торцам которых прикреплены профильные кулаки 37 и 38.
При вращении шестерни 36 кулак 37 кажимает ирофилнровпияым выступом одновременно на оба симметрично расположенных 1яр; коиодшппника 39 (фиг. 5), укрепленных на пальце 40 поперечиых ползунов 34, на которых имеются разъемные (из двух половин) штампы 4 и 5 (фиг. 2).
При ЭТОЛ1 ползуны приближаются в направлении к центру труб1 1 1 и обхватывают штампами 4 w. 5 две соседних кольцевых впадины оПри дальнейшем вращени1и шестерни 36 с кулаком 55 профильный выступ этого кулака перемещает влево иродольньп ползхн t), на котором расположены правые поперечные ползуны 34.
При этом ироизводится сплюшивание выступа в осевом иапран.те11И1И. Таким образом получается готовый планг.
При дальнейшем вращени1И кулака 37 происходит уда.чср.пе ползунов 34 от центра под действием распорпых пружин, помещенных в ползунах 34, вследствие чего штампы 4 и 5 выходят из готового гофра и заготовка освобождается для последующего передвижения ее иа заданный таг (фиг. 6).
Вращение шестерни 36 с кулаком об позволяет продольному ползуну 33 со штампами 5 под действием пружины отойти в 1исходиое положение на величину заданного шага / между впадинами 3 (фиг. 7).
1Ьестепни 36 и 37 приводятся во вращение шестернями 41 и 42, и таким образом механизм со штампами 4 5 кинематически связан с вальцовочнзгм и подающ:им механизмами.
П р е д л е т и з о б р е т е п и я
Станок для изготовлени1Я рукавов из тонких труб путем образования на трубах кольцевых впадин кольцево; вальцовкой, получаюи1,ей вращение вокруг трубы и радиальное переме цекие, н сжимаппя в осевом напра влении выступов между этими кольцевыми впадинами посредством гнтампов из двух половин, в,двигаемых в соседние кольцевые впадины, отличающийся тем, что кольцевая вальцовка укреплена Б крестовине, подвижной в ра1диалыном направлении в обойме под действие кулака, иа проходящем через обойму полом вращ1ающемся щпинделе, ,кинемат1ически связанном с гмехачизмом дтя подачи трубы ,и с кулаками для приведения в действие штампов для осевого сжимания выдавленных выступов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая вязальная машина | 1928 |
|
SU38243A1 |
| Устройство для холодной вальцовки профиля пера лопатки | 1972 |
|
SU446156A1 |
| Патрон для обрезки труб | 1930 |
|
SU29161A1 |
| Устройство для резки труб | 1986 |
|
SU1375414A1 |
| Роторный гвоздильный автомат | 1986 |
|
SU1423237A1 |
| Пресс-автомат | 1987 |
|
SU1447512A1 |
| Приспособление при двойном образном станке | 1929 |
|
SU20314A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ТРАПЕЦЕИДАЛЬНЫМИ КОЛЬЦЕВЫМИ ГОФРАМИ | 2000 |
|
RU2161543C1 |
| Способ изготовления сварных обсадных двухстенных труб из секций и технологическая линия для его осуществления | 1984 |
|
SU1214258A1 |
| Многопоточный фрикционно-зубчатый вариатор | 1985 |
|
SU1320570A1 |
Фиг
иг.. 2
ff 23 Y П .-zV:4 i i
32 D VTI
«f; h ,,, i tii.J3 VUjJ/ : f« /
y,-r i - --t:, K Jr rtt-His
;|Д 11Эй|рй|е--:. gf
/ / / jj 7 I, I ic-;-,-- I
: 11i
rt-,i
с
/7 Фиг//
5bwa 5
SiiA JiSLan ---uiivij
праВая
Ч l.ti
