1
Устройство для дуговой полуавтоматической сварки относится к устройствам для управления дуговой сваркой, в частности для регулирования скорости подачи электродной или сварочной проволоки.
Известно устройство для дуговой полуавтоматической сварки, содержащее механизм подачи электродной проволоки, состоящий из приводного электродвигателя, реле и кнопки управления. Якорь и обмотка возбуждения приводного электродвигателя соединены между собой параллельно и подключены к сварочному выпрямителю 1.
Для регулирования скорости подачи проволоки в этом устройстве приходится применять сменные ролики или щестерни в редукторе, что само по себе неудобно.
Кроме того, регулирование скорости подачи таким образом резко ограничивает технологические возможности оборудования, поскольку при таком регулировании имеется всего лищь несколько ступеней изменения скорости подачи, которая функционально связана с величиной тока.
Известно устройство для дуговой полуавтоматической сварки, содержащее источник питания, двигатель постоянного тока для подачи электродной проволоки, якорь и обмотка которого включены между собой параллельно, блок управления содержащий
полупроводниковый прибор и / С-цепь в цепи управляющего перехода полупроводникового прибора 2.
Известное устройство предназначено для работы с однофазным питанием. Для регулирования скорости двигателя при пптании его от трехфазного источника питания требуется по крайней мере три тиристора и столько же каналов управления, что усложняет устройство.
Целью изобретения является обеспечение возможности регулирования скорости- подачи электродной проволоки ири подключении устройства к трехфазному источнику питания с использованием одного канала управления.
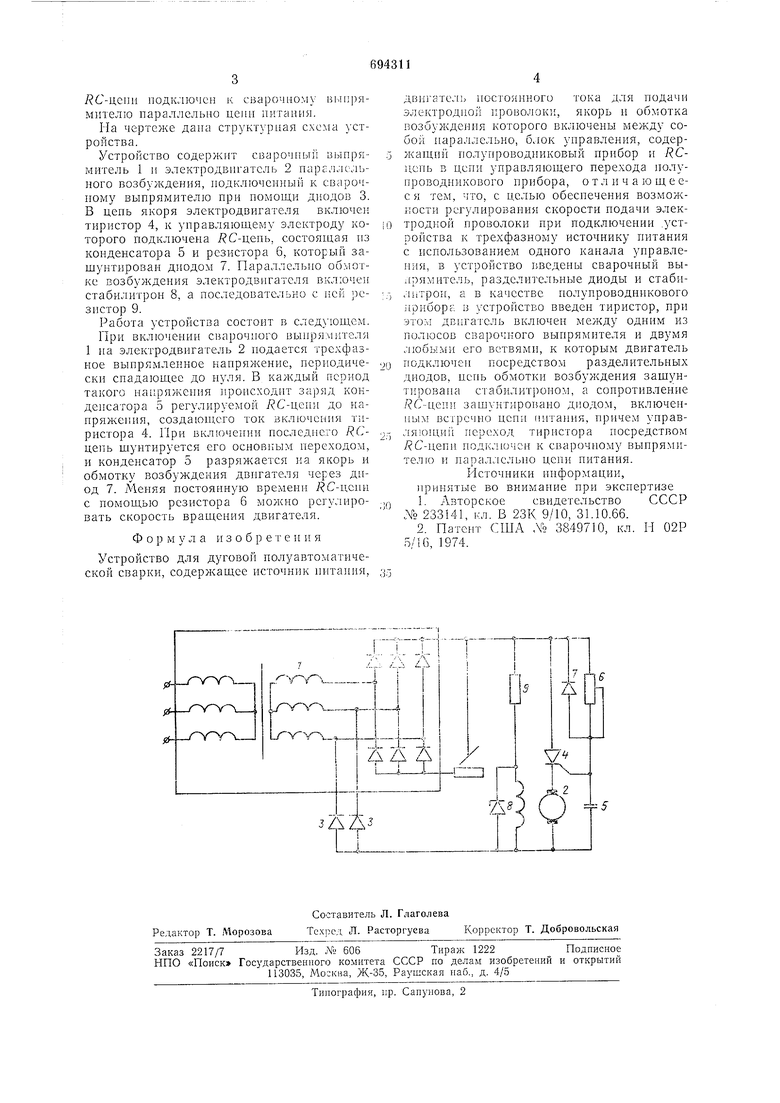
Поставленная цель достигается за счет того, что в устройетво введены сварочный выпрямитель, разделительные диоды и стабилитрон, а в качестве полупроводникового прибора в устройство введен тиристор, при этом двигатель включен между одним из полюсов сварочного выпрямителя и двумя любыми его ветвями, к которым двигатель подключен посредством разделительных диодов, цепь обмотки возбуждения зашунтирована стабилитроном, а сопротивление / С-цепп защунтировано диодом, включенным встречно цепи питаппя, причем управляющий переход тиристора посредством
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой полуавтоматической сварки | 1982 |
|
SU1073026A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2220034C1 |
| Устройство для подачи сварочной проволоки | 1984 |
|
SU1197804A1 |
| Устройство для полуавтоматической сварки | 1987 |
|
SU1479224A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754363A1 |
| Электропривод постоянного тока | 1985 |
|
SU1304157A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Способ дуговой сварки плавящимся электродом | 1990 |
|
SU1712095A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИГАТЕЛЕМ ПРИВОДА ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2001 |
|
RU2205095C2 |
