Изобретение относится к сварочной технике, в частности к устройствам для подачи сварочной проволоки, и может быть использовано В автоматических и полуавтоматических установках для дуговой сварки.
Цель изобретения - расширение диапазона регулирования скорости подачи сварочной, проволоки.
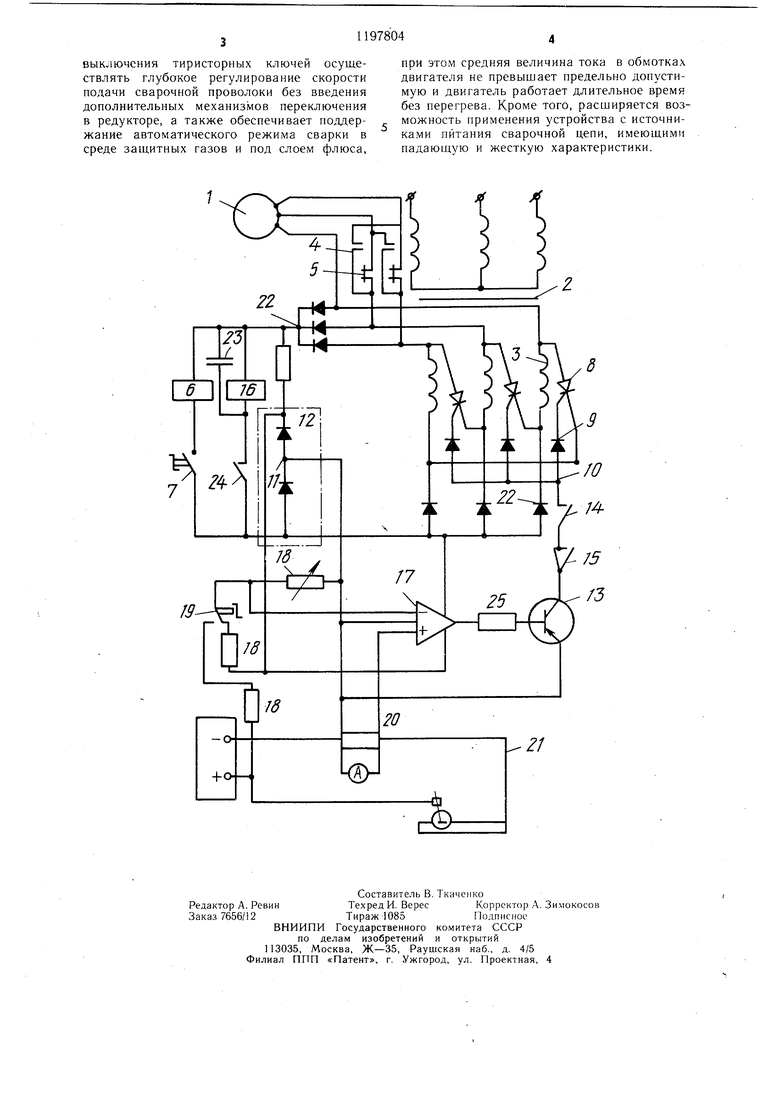
На чертеже изображена принципиальная электрическая схема предлагаемого устройства.
Устройство содержит асинхронный трехфазный двигатель 1 с редуктором и подающими роликами, трехфазный понижающий трансформатор 2, к вторичным обмоткам 3 которого подключен двигатель 1 через контакты 4 и 5, реле 6 и выключатель 7. Вторичные обмотки 3 трансформатора 2 соединены посредством тиристорных ключей 8 в треугольник, а управляющие электроды тиристорных ключей 8 соединены в звезду через развязывающие диоды 9, аноды которых в точке 10 соединены со средней точкой 11 источника 12 двуполярного напряжения через ключевой транзистор 13 и контакты 14 и 15 реле 6 и 16 соответственно. Базовая цепь транзистора 13 соединена с выходом операционного усилителя 17, инвертирующий вход которого соединен с общей точкой делителя 18 напряжения с переменным коэффициентом деления, состоящего из резисторов и переключателя 19 выбора режима. Неинвертирующий вход операционного усилителя 17 соединен с измерительным шунтом 20 сварочной цепи 21. Источник питания для управления реле 6 и 16 и питания источника двуполярного напряжения выпрямителем образован посредством выпрямителя 22. Параллельно обмотке реле 16 включен конденсатор 23, а последовательно с ней включены замыкающие контакты 24 реле 6. В базовой цепи транзистора 13 включен ограничивающий резистор 25.
Устройство работает следующим образом.
Замыканием выключателя 7 подводят напряжение к обмотке реле 6, контакты 24 которого включают реле 16, а замыкающие контакты 4 реле 6 подключают двигатель 1 к вторичным обмоткам 3 понижающего трансформатора 2. Контакты 14 и 15 соответственно реле 6 и 16 соединяют среднюю точку 10 развязывающих диодов 9 с коллектором транзистора 13.
До замыкания сварочной цепи 21 на неинвертирующем входе операционного усилителя 17, соединенного с измерительным шунтом 20, отсутствует напряжение, а на инвертирующем входе присутствует положительный потенциал напряжения смещения, определяемый резисторами делителя 18 напряжения и переключателем 19, в результате чего транзистор 13 находится в открытом состоянии и общая точка 10 развязывающих диодов 9 через коллекторно-эмиттерный переход транзистора 13 соединяется со средней точкой 11 источника 12 двуполярного напряжения. В это время тиристоры (тиристорные ключи) 8 полностью открыты и двигатель начинает вращаться, стремясь достичь асинхронной скорости. При касании сварочной проволокой изделия в сваррчной цепи 21 возникает ток и на измерительном
шунте 20 происходит падение напряжения обратной полярности по отношению к напряжению смещения. Если его величина превышает потенциал общей точки делителя напряжения, то на выходе операционного усилителя 17 появляется запирающий потенциал транзистора 13. В это время тиристоры 8 отключаются и ток в обмотках двигателя исчезает. Происходит снижение скорости вращения двигателя и соответственно замедляется скорость подачи электродной проволоки, что в свою очередь вызывает уменьшение тока в сварочной цепи, а следовательно, и уменьшение падения напряжения на измерительном шунте 20. Поэтому на выходе операционного усилителя 17
5 вновь появляется потенциал, отпирающий транзистор 13, и происходит включение тиристоров 8, а затем включение двигателя, скорость вращения которого увеличивается до заданной величины. Выбор необходимой технологической скорости подачи сварочной
0 проволоки осуществляют изменением величины сопротивления переменного резистора делителя 18.
При работе с источником питания сварочной цепи, имеющим падающую характеристику, переключателем 19 инвертирующий
5 вход операционного усилителя 17 переключается параллельно сварочной цепи, в результате чего эффект автонастройки скорости подачи проволоки улучшается в связи с тем, что управление скоростью двигателя
0 осуществляется с учетом напряжения дуги. Отключение устройства осуществляют выключателем 7. При этом обесточивается обмотка реле 6, контакты 4 которого размы- каются, а контакты 5 замыкаются, что приводит к реверсированию двигателя. В этом
5 случае подача проволоки резко прекращается. Контакты 24 реле 6 размыкаются, причем обмотка реле 16 и его контакты 14 в цепи коллектора транзистора 13 размыкаются с задержкой, определяемой емкостью
,, конденсатора 23. Тиристоры 8 выключаются и двигатель обесточивается.
Контакты 14 реле 16 и контакты 15 реле 6 отрегулированы с запаздыванием срабатывания при включении и с опережением при выключении по отношению к контактам 4 и 5, что исключает искрообразование в цепи обмоток двигателя.
Предлагаемое устройство дает возможность за счет периодического включения и
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи сварочной проволоки | 1989 |
|
SU1722731A1 |
| Устройство для сварки | 1982 |
|
SU1123801A1 |
| Устройство для подачи сварочной проволоки | 1989 |
|
SU1720825A1 |
| Электропривод переменного тока | 1984 |
|
SU1164853A1 |
| Сварочный выпрямитель | 1990 |
|
SU1836199A3 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕЗЕРВИРОВАНИЯ ИСТОЧНИКА ПИТАНИЯ | 2013 |
|
RU2609896C2 |
| Устройство для защиты трехфазного электродвигателя от перегрузки и обрыва фазы | 1987 |
|
SU1534608A1 |
| Устройство для управления сварочным полуавтоматом | 1985 |
|
SU1249477A1 |
| ИСТОЧНИК СВАРОЧНОГО ТОКА | 1998 |
|
RU2131338C1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
1. УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ, преимущественно для автоматической и полуавтоматической сварки, содержащее асинхронный трехфазный двигатель с редуктором и подаюшими роликами, трехфазный понижающий трансформатор, выпрямитель, реле, подключенные к выпрямителю, и сварочную цепь с измерительным шунтом, отличающееся тем, что, с целью расширения диапазона регулирования скорости подачи сварочной проволоки, оно снабжено тиристорными ключами, развязывающими диодами, операционным усилителем, источником двуполярного напряжения, ключевым транзистором и дели телем напряжения, при этом общая точка делителя напряжения соединена с инвертирующим входом операционного усилителя, а неинвертирующий вход этого усилителя соединен с первой клеммой измерительного щунта сварочной цепи, одним выводом делитель напряжения соединен с общим входом операционного усилителя и средней точкой источника двуполярного напряжения, которые подключены к второй клемме измерительного шунта, соединенной с отрицательным полюсом сварочной цепи, а вторым выводом делитель напряжения подключен к положительному полюсу источника двуполярного напряжения, выход операционного усилителя соединен с базовой цепью ключевого транзистора, эмиттер которого соединен с общим входом операционного усилителя, аноды развязывающих диодов общей точкой через последовательно соединенные контакты реле подключены к коллектору ключевого транзистора, а катоды - к соответствующим управляющим электродам тиристорных ключей, кроме того, первые входы питания операционного усилителя и источника двуполярного наS S пряжения подключены к отрицательному по люсу выпрямителя, второй вход питания (Л операционного усилителя подключен к положительному полюсу источника двуполярного напряжения, второй вход которого соединен с положительным полюсом выпрямителя, а тиристорные ключи соединяют вторичные обмотки понижающего трансформатора в треугольник таким образом, что асинхронный трехфазный двигатель подключен к точкам соединения одноименных высо 1 водов этих обмоток и анодов тиристорных ключей. 00 2. Устройство по п. 1, отличающееся тем, что, с целью повыщения устойчивости горения сварочной дуги, в него введен переключатель выбора режима, общим выводом подключенный к инвертирующему входу операционного усилителя, первым входом - к общей точке делителя напряжения, а вторым входом -- через второй вывод усилителя напряжения к положительному полюсу сварочной цепи.
| Чиженко И | |||
| М | |||
| и др | |||
| Справочник по преобразовательной технике | |||
| Киев.: Техника, 1978, с | |||
| Способ утилизации отработанного щелока из бучильных котлов отбельных фабрик | 1923 |
|
SU197A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Бельфор М | |||
| Г | |||
| и Патон В | |||
| Е | |||
| Оборудование для дуговой и шлаковой сварки и наплавки | |||
| М.: Высшая школа, 1974, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
