Предлагаемое изобретение касается усовершенствования машин для изготовления котлет, снабженных подвижными формами и штоками, выталкивающими котлеты из этих форм. В отличие от существующих форм, предлагаемые формы сконструированы в виде двух групп выемок в плите, имеющей возвратно-поступательное движение. Заполнение каждой группы форм фаршем из бункера производится одновременно с выгрузкой отформованных котлет из другой группы форм на конвейер.
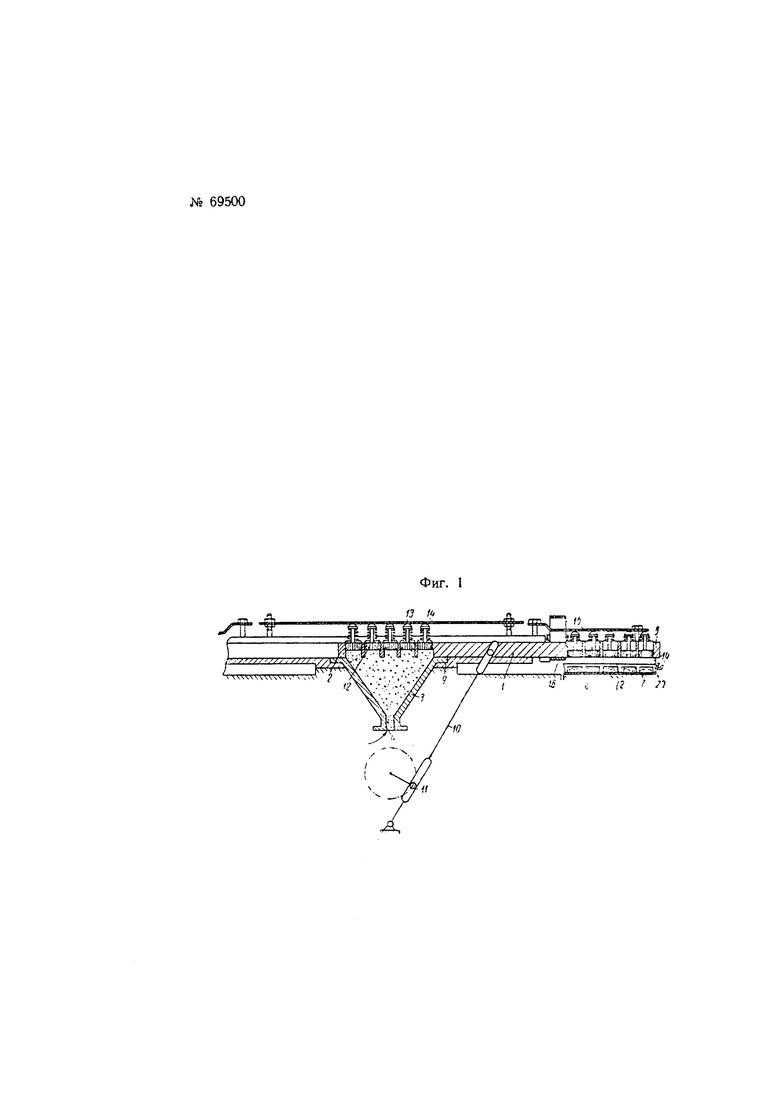
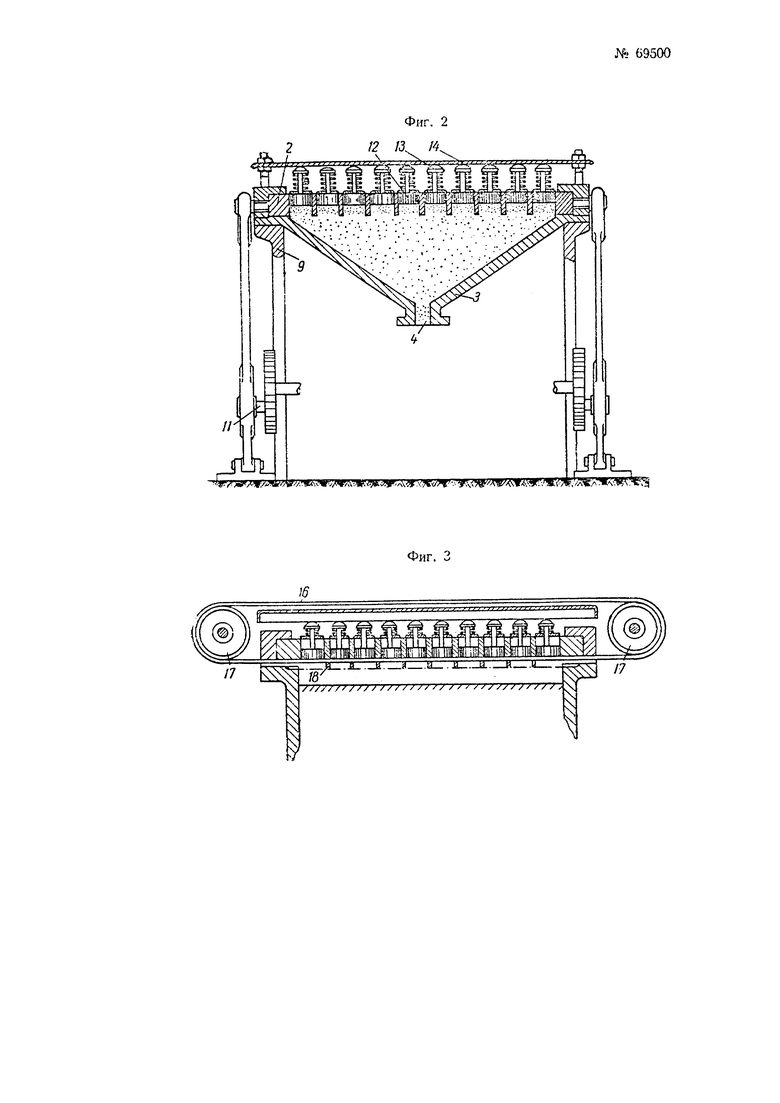
На фиг. 1 изображена в продольном разрезе схема предлагаемой машины; на фиг. 2 и 3 - поперечный разрез машины.
Предлагаемая машина для изготовления котлет состоит из станины с подвижной плитой 1, снабженной пружинными выталкивателями котлет 12; направляющих 14 и 15 для выталкивателей; бункера для фарша, привода формовочной плиты; ленточных ножей для срезания отформованных котлет с выталкивателей и двух проходящих по обе стороны машины конвейерных лент.
Для увеличения производительности машины плита 1 снабжена двумя группами форм. В то время когда группа 2 форм находится против неподвижного бункера 3 и заполняется фаршем, подаваемым под давлением через нижнее отверстие 4, вторая группа 5 находится над конвейером под выгрузкой отформованных котлет 7 на противень 6.
В средней части чугунной станины 9, помещенной между конвейерными лентами, принимающими котлеты, установлен бункер для фарша, над которым на направляющих станины попеременно устанавливаются группы форм под воздействием кулисы 10, приводимой в движение приводным кривошипом 11.
Выемки форм снабжены выталкивателями 12, действующими на пружинах в виде поршней, штоки 13 которых упираются в направляющую плиту 14, дозирующую величину формуемых котлет.
При перемещении плиты вправо (фиг. 1) излишек фарша срезается с краев форм верхней кромкой бункера, затем штоки поршней наталкиваются на изогнутую часть направляющей плиты 15, где котлеты уже выталкиваются из форм наружу.
Срезанные с поршней подвижным ленточным ножом 16, натянутым на двух приводных шкивах 17, котлеты падают на противень.
Для того чтобы ленточный нож при срезании котлет не сдвигал их в направлении своего движения, рядом с ним установлена неподвижная ограничивающая гребенка 18.
Плита при дальнейшем своем движении захватывает крючком 19 противень с котлетами за ушко 20 и перемещает его на конвейерную ленту.
При возвратном ходе плиты опорожненная группа форм устанавливается над бункером, а заполненная перемещается в противоположном направлении для выгрузки отформованных котлет аналогичным способом на левый конвейер.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕЛИТЕЛЬНО-ЗАКАТОЧНЫЙ АВТОМАТ ДЛЯ ПРОИЗВОДСТВА ТЕСТОВЫХ ЗАГОТОВОК БАРАНОЧНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2490895C1 |
| МАШИНА ДЛЯ ЧИСТКИ, БЛАНШИРОВКИ И ФАРШИРОВКИ ПЕРЦА И Т. П. | 1939 |
|
SU59657A1 |
| Котлетоформовочный автомат | 1989 |
|
SU1729363A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2034706C1 |
| Машина для изготовления котлет | 1928 |
|
SU10606A1 |
| Устройство для формования полуфабрикатов из пастообразных пищевых продуктов | 1982 |
|
SU1056981A1 |
| ФОРМОВОЧНАЯ МАШИНА И СПОСОБ ФОРМОВАНИЯ ОБЪЕМНОГО ПИЩЕВОГО ПРОДУКТА | 2011 |
|
RU2636769C1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2044638C1 |
| Автомат для формования и укладки рубленых полуфабрикатов в пачки | 1975 |
|
SU556764A1 |
Машина для изготовления котлет, снабженная подвижными формами с управляемыми от кулачков штоками для выталкивания котлет из форм, отличающаяся тем, что формы образованы в виде двух групп выемок в плите, имеющей возвратно-поступательное движение, причем заполнение фаршем каждой группы форм из расположенного под ними неподвижного бункера производится одновременно с выгрузкой отформованных котлет из другой группы форм на конвейер.
