9
3d э
Изобретение относится к технологическим приспособлениям для заливки статоров электродвигателей термореактивным компаундом и может быть использовано для заливки статоров врдопогружных электродвигателей.
Известна оправка для эаливки обмотки статора электрической машины изоляционным материалом, выполненная из составных частей в виде ,аксиально расположенных цилиндра и усеченных конусов ij ,
Однако заливка изоляционного материала при использовании данной оправки производится со стороны лобовых частей обмотки, что при изготовлении статоров большой длины не обеслечива- ет необходимое качество заливки за счет образования раковин.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является оправка для заливки обмотки статора электрической машины изоляционным материалом, содержащая центрирующий элемент с сообщающимися осевым и радиальными каналами для подачи изоляционного материала к обмотке 2j .
Однако при изготовлении статоров большой длины при выпрессовке оправ- ки из расточки возникают трещины, сколы изоляционного материала за счет сжатия оправки изоляционным материалом в процессе его полимеризации. Выпрессовка оправки из статоров большой длины снижает удобство эксплуатации ,
Целью изобретения является обеспечение удобства эксплуатации.
Поставленная цель достигается что в оправке для заливки обмотки статора электрической машины изоляцит онным материалом, содержащей центриру юп(ий элемент с сообщающимися осевым и радиальлыми каналами для подачи изоляционного материала к обмотке, центрирующий элемент выполнен составным в виде аксиально расположенных . втулок, снабженных элементами взаимной фиксации, и стержня с хвостовиком при этом осевой канал выполнен в стержне, а радиальные - в хвостовике а втулки установлены на хвостовике и поджаты к нему крепежньгмн элементами
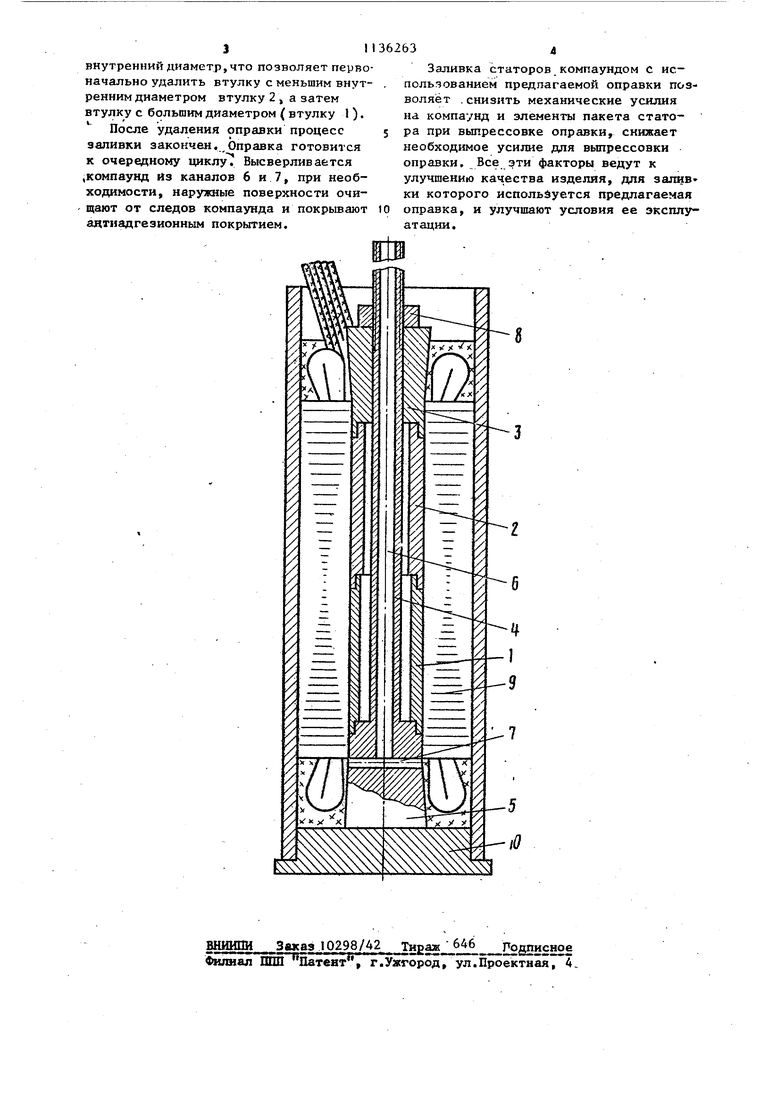
На чертеже показана оправка для заливки обмотки статора электрической машины изоляционным материалом.
Предлагаемая оправка содержит центрирующий элемент, выполненный составным в виде аксиально расположенных втулок 1-3, снабженных элементами взаимной фиксации, и стержень 4 с хвостовиком 5. В стержне 4 выполнен осевой канал 6 для подачи изоляционного материала к обмотке,сообщающий ся с радиальными каналами 7, выполненными в хвостовике 5.
Втулки 1-3 установлены на хвостовике 5 и поджаты к нему крепежными средствами 8. Втулка 3 и хвостовик 5 имеют со стороны, обращенной к лобовьм частям, конусную поверхность, меньший диаметр которых обращен к пакету статора 9. Нижняя часть пакета статора герметизируется технологичес кой заглушкой 10.
Оправка устанавливается в расточку пакета статора 9 в частично собранном виде или последовательно по элементам: хвостовик 5, втулки 1-3, которые затем поджимаются к хвостовику 5 К репежными средствами 8. Радиальны каналы 7 выполнены так, что при установке оправки они располагаются у нижнего края пакета.
При заливке статора компаунд подают по осевому каналу 6 и через кана,лы 7 постепенно заполняют нижнюю лобову часть статора. .Затем по пазам пакета статора компаунд поднимается вверх, постепенно заполняя массой весь объём статора и верхнюю лобовую часть. Пос ле заливки полного обьема компаунда производят полимеризацию, при которой происходит усадка массы. Компенсация усадки (подпитка) в верхней лобовой части и в пазах происходит за счет снижения уровня поверхности, а компенсация усадки в нижней лобовой части - за счет поступления компаунда по осевому каналу к радиальный.
После завершения процесса полимеризации, а при необходимости и процесса термообработки, оправку удаляют из пакета, для чего снимают крепежные средства 8 и выталкивают хвостовик 5, прилагая усилие к стержню. Далее спехщальными толкателями выбивают втулку 3 и втулки I и 2.
В целях снижения воздействия частей оправки на компаунд при вьшрессовке хвостовик 5 и оправка имеют конусную поверхность и при их малейшем смещении они свободно выпадают из статора. Втулки 1-3 имеют разный
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для заливки обмотки статора электрической машины | 1990 |
|
SU1781781A1 |
| Способ изготовления статора электрической машины | 1986 |
|
SU1427506A1 |
| Оправка для заливки обмотки статора электрической машины изоляционным материалом | 1984 |
|
SU1367105A1 |
| Способ изготовления электрической машины | 1976 |
|
SU695591A3 |
| Способ изготовления статора электрической машины | 1987 |
|
SU1476569A1 |
| Асинхронный двигатель и способ его изготовления | 1984 |
|
SU1356121A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2016 |
|
RU2670094C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2017 |
|
RU2673450C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
ОПРАВКА ДЛЯ ЗАЛИВКИ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ ИЗОЛЯ1ЩОННЫМ МАТЕРИАЛОМ, содержащая центрирующий элемент с сообщающимися осевым и радиальными каналами для подачи и изоляционного материала к обмотке, отличающаяся тем, что, с целью обеспечения удобства эксплуатации, центрирующий элемент выполнен . составным в виде аксиально расположенных в тулзк, снабженных элемента взаимной фиксации, и стержня с хвостовиком, при этом осевой канал выполнен в стержне, а радиальные - в хвостовике, а втулки установлены на хвостовике и поджаты к нему крепежными средствами.
| I | |||
| Способ определения местоположения земной станции спутниковой связи по ретранслированному сигналу | 2020 |
|
RU2749456C1 |
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2317797C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
