(54) СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧЛТЬ Х Л1-Т.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ волочения труб | 1986 |
|
SU1404133A1 |
| Устройство для формообразования и калибровки трубных деталей из листа | 1988 |
|
SU1558532A1 |
| СПОСОБ УПАКОВКИ КАНИФОЛИ | 1972 |
|
SU335162A1 |
| Оправка для волочения труб | 1990 |
|
SU1773525A1 |
| ОПРАВКА ПРОШИВНОГО СТАНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2683169C1 |
| Способ изготовления захватки под тянущий механизм для протягивания через волоку труб | 1990 |
|
SU1731333A1 |
| Инструмент для волочения труб | 1988 |
|
SU1524954A1 |
| Способ изготовления водоохлаждаемой оправки прошивного стана в виде двухслойного полого тела и штамп для его осуществления | 2023 |
|
RU2804236C1 |
| Способ раздачи труб путем волочения на неподвижно закрепеленной оправке | 1967 |
|
SU275037A1 |
| Способ изготовления разрезных цилиндрических втулок с одним фланцем и штамп для его осуществления | 1975 |
|
SU599890A1 |
1
Изобретение относится к обработке .металлов дав.1ением и .может быть использовано для юлучения тонкостенны.х нолых деталей тина заклепок.
Известен способ получения трубчатых деталей из полосовой заготовки, по которо.му из отрезанных заготовок на отдельных оправках изготавливают трубки и высаживают детали с буртиками 1.
Однако но такому способу ио.мучают детали низкого качества как по точности, так и по чистоте поверхности, что проявляется в образовании вмятип, развала отбортовки и зазора в месте стыка, а также отсутствует универсальность как для выполнения различных видов обработки, так и для использования различного металлорежущего и прессового оборудования.
Цель изобретения - повыпюние качества изготавливае.мых деталей.
Для этого перед свертыванием конец полосы загибают в конус и устанавливают внутрь него оправку из термопластического .материала, после чего полосу с оправкой помеп1ают внутрь охватывающей полосыоправки и легкоплавкого материала с конзагото15ки.
ки матерка, О 1равок даляи.ч .
Изобретение представ.тело на чертеже.
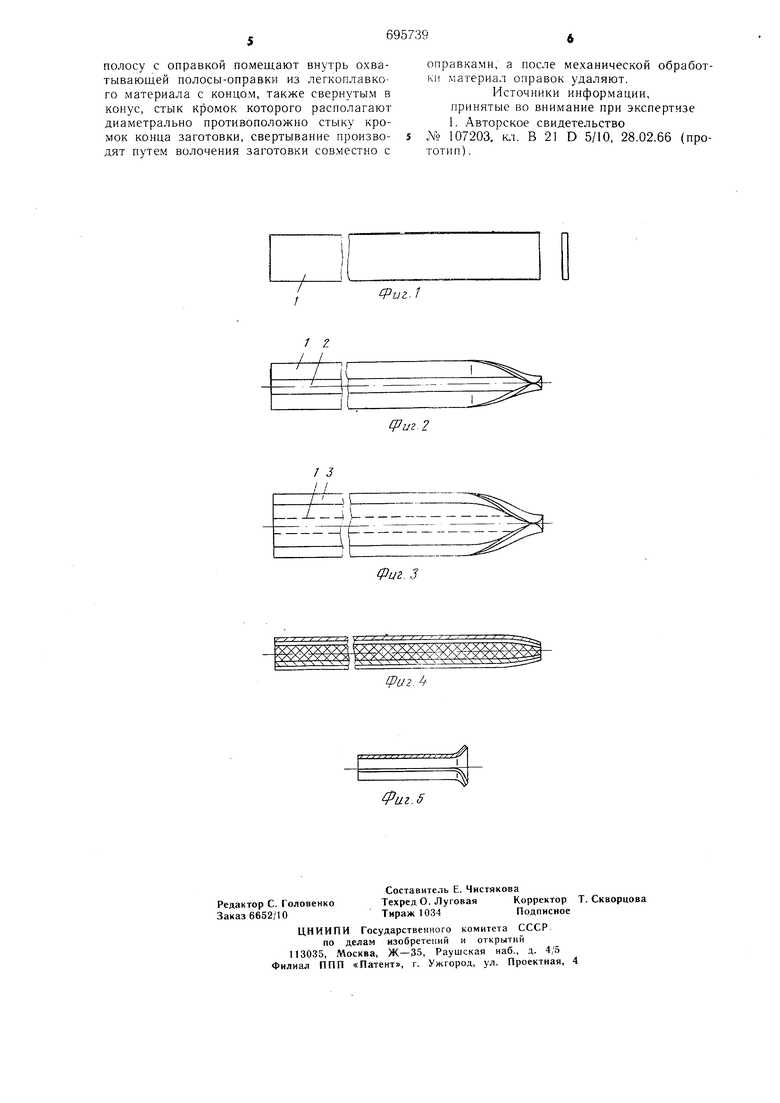
На . 1 показана полосовая загоювка; на фиг. 2 -- за1отовка с оправкой; на фи1. 3 - заготовка с охватываемой и охватывающей оправками; на фиг. 4 - составная заготовка после волочения; на ф,г. 5 - готовая деталь.
Предлагаемый способ заключается в следу юп;е.м.
Ленту вырезают из расчета получения трубки требуемого диаметра, изгибают в продольно.м направлении для удобства свертывания и ее конец обжимают, напри.мер, при помощи ручной обжимки, вращающейся головки или щтамна по конусу заостреН1 Я захватки прутковой оправки из термон.1астичного материала. Заправленную таким образо.м захватку ленты-заготовки с прутком внутри вставляют внутрь предварительно образованной обжатием свернутон конусной ленты-0 1раЕ5ки из .легкоилувкого матерна;, например алюминиевого сплава, с )метом расположения их стыков |;рот1 вополож1и; д|.)уг другу, т. (. предварительно повернув ленту-заготовку с оправкой па 180, В таком вид,е составную sarcjтовку подвергают свертыванию в армнро1,() с11Л)1ниую заготовку путем BO;IOчепня в жестком фильере. 11ри во/ючепии лента,-заготовка 1 пз нержавеюпай или жаропрочной стали; огибает onpaisKy-iipyTOK 2 и в то же время огибается гиа})ужп .леитой-оиравкой 3 из ,легк1)и,ларл(д() СП.лава. При трепие .НН ты-заготовки из пержавею1 ;ей стали о стенки KaHa.ia 1ри;1ьера устраняется и за.меняется треинем ,ленты-оправки из ле1коп.лавкого сн.лава, с. которого бсхлее б.ла оприятн, н способствуют уве/шчепию скорости во.лочения и умепьлнеш-по си.л сверт 1вания. Блгиодаря нротивоно.ложно.му ргс|10.лс.1женню CTI.IKOB лепт прогиб полученной )() iaro1овки нрактическп нс.лнЬст1)1о отсхтствуел. (о.ючеиие заго ()ВК)1 м(), производиться JJ а зака Kt, -атс .(м;;о1 -(и равкой) 1 |). |учеи1Л) за отовку иодвер а 0 следую 1 1с а и и ч ее ко и (обработке, па и р-; мер хо.видной выеад с иа упиве) .лвухударНих хо.н)дп(-1}ысадочнь1х автох а1ах /и1я изг(1Т()в, ихслоге.лых заклепок с ;1гб()рт1)вк)й ilOcyr 12(( IOCT 12639-67, iX)CT 12640-67). После мехаинческсй (1;))1ки в 1(Пов1)1х .1ях aTe|i;ia.i .И равок уяа.ляе1ся: ()нран у-Грубку CT|iai5.i 1иают. а :)ира вкул1рут(.п и/, lejiMoи.ластика г;|)И1.,1авляют д.;я iiiHiTdiiHorc.i нсио.льзивання материала, /.стали, ciionopeiiliiiK Г()(71а.ми, Moiyi нзготав.|ват1 ся нрсдла1аемым способом бла1одаря па.личию вну peiiinix Is онпавок. yciaiioB.TciiH iix беззазо|)но HIIM мзгптов. сл1ии де:алсй. V)Tсутс|в лот снятие и к(;сой е)ез ксиша стержня. раз15ал i(.: ;OBKH отбортовки по месту . при от1)езке. На поверхноети :saro:Op. дста.Н не образ ется 1,мятип, царапип и дефектов в резу.Л1/ ате зажатия в иатроье ичи пангсч и|1и чодаче, транспортировке и операциях, так как т |убчатая наружная (;нр;Л ка слул иг па,деж1;ы.; средством .заиитп. 1о: Н1Ина стенки-оир;1вки С1аиа.11-1иастся зксне )и ieilЛa,льiio в зави1:имосли Ог характсра технологического и коиструкг.ии дета.лн. I о, заготовки в виде снлонпюго стержня оеу1цествляс1ся волочением на высоко скорости в с,ловиях .минима.льпых сил лрения, чт(.) являе1ея критегжем новышепия технологачности. В делалях oтcvтcтБ iO: 10 4tiCто1е наружной поверхнс-ст и отклонения от |)ави. геометричесчо фог)мы. Снособ применим ка мот аллорежу неги е. и кузнечго-гфессовом оборудовании, нримешш Д.ЛЯ обработки как оезанкем так и :iaвелением. Крол1е TOio. материал оправок зыбоаь е учетом ,легко1о удаления и повторного исг ользования (liocjie соотиетствеппой нерераб() д,ля тех же или других н,елей. }азнь;х (гграс.лях строения. Пример. Из .iiicTOisc го ма;е зают .leirry пи:р|;лой В -15.7. j. окр жност;1 с1ерм:1Я зак, d о MV1. ,/1егт -а Koiii.i.e изг):ба КС захва1 к:1 vi за1 :}ав:1як) иевол1у ;;но.л: гге;ио и; го материа.ла, иаирил ворачи1 ;1к)1 па 8./ : редваритель;,{; хваг1;и )1-ко ва, ) г. захвалкх готовки I, oxBaci. лаходяиплмся В1Г л ем 2 И)ои ека1) губка л затем получают лого си.лонпюго oaroiOBKv .lO..Bcpiaio :cxa,: i4ecK;};-i ооработке на холодно-вьса ДОЛ:1.;-л ав: охкгге. )ил;ер. модели .A i-ho )Г;11Г -;я1 п:г.езf.n бп ггонки п .ла ку. двуху. выеа.л- на бо;|се выеоких леиие детали из матг)ины обрабо1кой за орежимах иг, ерав 1еиию с Формула изобретения Си()соб из1отовления рубчать:х л.ета, из .лиетовой нержавеющей или жаропрочной cTajiH, заключаю 1.ийея в сверт-.,вапии иолоеовой заготовкг на он)авке с иос:1едую цей механической обработкой, отличающийся тем, что, с целью повьцнения качества, изготавливае.мь. . деталей. не)ед св()тыванием конец полоеы загибают з кс;:1Уе и устанавливают вну1рь него он)авку из тер.мопласличного материала, после чего
полосу с оправкой помещают внутрь охватывающей полосы-оправки из легкоплавкого материала с концом, также свернутым в конус, стык кромок которого располагают диаметрально противоположно стыку кромок конца заготовки, свертывание производят путем волочения заготовки совместно с
оправками, а после механической обработки материал оправок удаляют.
Источники информации,
принятые во внимание при экспертизе
.2
Фиг,5
