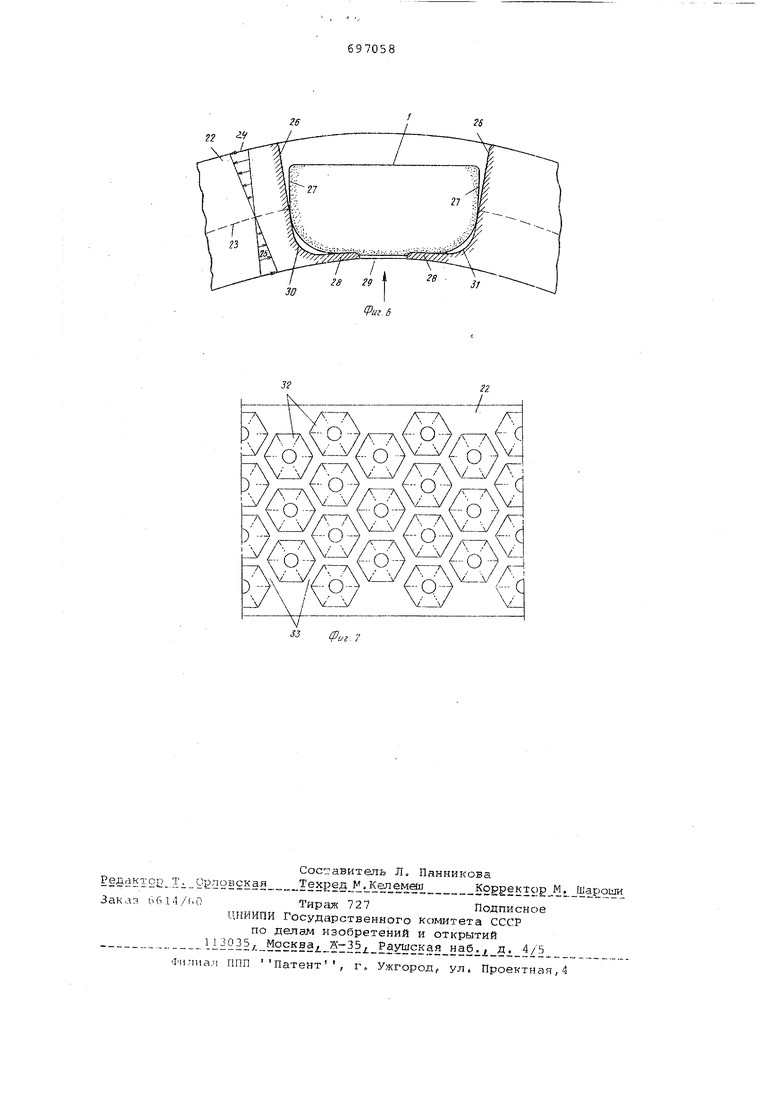
шаюиие 90 углы ос,, были в различных проекциях разными. При этом величина углов должна равняться от 95° до предпочтительно от 100 до 1.05° Выполнение горизонтальной плоскос ти в виде многоугольншса имеет функциональное значение. Многоугольное тело обладает тем преимуществом, что его тупые кромки менее подвержены истиранию. Шестигранные тела, кроме того, обеспечивают оптимальное геометрическое взаимосочетание в виде сот на поверхности формовочной решетки/ благодаря чему коэффициент использования поверхности и соответ ствующего фильтра является яесьма высоким. Профильная заготовка может иметь и форму тела вращения, симметричног егсэ оси . В этом случае заготовка отличает хорошими показателями стойкости к истиранию, однако использование поверхности фильтра и формовочной решетки здесь относительно неблагопри ятно. Профильная заготовка, в соответствии с изобретением, имеет толщину от 3 до 25 мм предпочтительно от б до 12 мм, а длину от 5 до 30 мм, пр почтительно от 10 до 20 мм. Такал профильная заготовка оказы вает влияние на газопроницаемость -Образованных навалов: с уменьшением ее размеров возрастает сопротивлени пропусканию газа; с увеличением раз меров газопроницаемость растет, С другой стороны, полученная фил рунэищм обезвоживанием, а затем высушенная профильная заготовка не до жна быть и слишком большой, иначе образуются усадочные трещины, снижающие стойкость заготовок, С увели чением размеров профильных заготово существенно ухудшается прочность на излом и ист1-грание, особенно в движущейся массе, например при движени на ленточных транспортерах и на узлах сброса. Предусмотренные изобретением предпочтительные размеры про , фильных заготовок являются оптимальными , На фиг,1 изображена профильная заготовка в аксонометрической проек ции; на фиг. 2 - то же, разрез А-А; на фиг, 3 - разрез Б-Б; на фиг. 4 - профильная заготовка, выполненная в виде обелиска; на фиг, 5 - профильная заготовка, имеющая форму тела, симметричного оси вращения; на фиг, 6 - профильная заготовка в решетчатой форме; на фиг. 7 - схема расположения обратных форм шестиугольного сечения на формовочной решетке. Представленная на фиг,1 . Форма рофильной заготовки предпочтительа. Такая заготовка в продольном и оперечном разрезах имеет форму рапеции (основанием вверх). Трапеия (см. разрез А-А) состоит из основания и сторон 2-4. Стороны 2, 4 и 3, 4 образуют угол ct-y превыающий 90 и переходят друг в руга по кривым 5, Трапеция, показанная на фиг, 3 (продольный разрез Б--Б) , также имеет основание 1 и стороны 6-8. Стороны 6, 8, а также 7, 8 образуют вписанный угол d 1 превЕЛшающий 90° ; ot 2 d. Представленная на фиг. 4 профильна заготовка выполнена в виде обелиска. Эта форма предварительная, из заготовок подобной форг.ол формуют заготовки, соответствующие изобретению. Заготовка, имеющая форму обелиска, представляет собой усеченную пирамиду высотой Н, с основанием шириной В и длиной L. Пирамида боковые поверхности 9-12 и замыкающую их поверхность 13. Поверхность 10 или 12 образует с поверхностью 13 превышающий 90 угол cL боковые поверхности 9,11 образуют с поверхностью 13 также превышающий угол ot j, . Углы с, I могут быть равны друг другу или быть различными. Из заготовки, имеющей форму обелиска, профильную заготовку,в которой поверхности 10, 12 переходят в поверхность 13 по кривым линиям 14-17, а поверхности 9,11 переходят в поверхность 13 по кривыГ 18- 21, На фиг. 5 показана профильная заготовка в виде осесимметричного тела вращения. Его проекция на симметричнуро оси плоскость идентична по форме той трапеции, которая представлена на фиг,2, На фиг.б профильная заготовка показана в момент ее высвобождения из эластичной формовочной решетки 22. Это высвобождение обеспечивается, например, принудительным изгибом решетки 22 вокруг отводящего ролика. При этом эластичная лента выше линии 23 изгибается (см,стрелки 24) ниже этой линии - поджимается (см. стрелки 25). В результате боковины 26 эластичной формовочной решетки 22 отходят от сторон 27 профильной заготовки, а нижние поверхности 28 эластичной формовочной ре1иетки 22 оказывают, вследствие искривления ленты рычагоподобное давление на нижнюю сторону профильной заготовки, которая благодаря этому выдавливается из формы Формовочная решетка 22 имеет обезвоживгиощее отверстие 29, Процесс обезвоживания практически не зависит от отношения величины обезвоживающего отверстия 29 к величине профильной заготовки. На процесс обезвоживания оказывают влияние закругленные края 30, 31 решетки и профильной заготовки. На фиг. 7 представлен отрезок фор мовочной решетки 22, имеющей формы ,32 для изготовления профильных шести угольных заготовок. Наиболее целесообразно сотообразное размещение форм с целью максимального использования поверхности решетки. Соединительные пороги 33 решетки 22 обеспечивают при этом достаточную прочность при растяжении, Формула изобретения 1. Профильная заготовка для пирометаллургического производства, о тличающаяся тем, что, с целью повышения сопротивляемости ист ранию, она выполнена в форме усеченной пирамиды, ребра которой, расположенные на конце, противоположном основанию, скруглены. 8 2.Заготовка по п.1, отличающаяся тем, что проекция ее на вертикальную плоскость имеет форму трапеции со сторонами, образующими тупой угол и переходящими друг в друга с кривизной. 3,Заготовка по пп,1, 2, отличающаяся тем/ что, углы равны 95-110° отличаются друг от в разных проекциях на isf 4,Заготовка по пп. 1-3, отличающаяся тем, что, проекция на горизонтальную плоскость имеет форму многоугольника, предпочтительно шестиугольника. 5.Заготовка по пп. 1-4, отличающаяся тем, что соотношение толщины ее и высоты равно 1:1. Источники информации, ринятые во внимание при экспертизе 1,Заявка ФРГ № 1920219, кл. С 22 В 1/20, 1971. 2.Заявка ФРГ № 1925876, кл, 18 а 1/10, 1971 (прототип).
П f

| название | год | авторы | номер документа |
|---|---|---|---|
| Центрифуга для разделений суспензий | 1980 |
|
SU1071212A3 |
| Центрифуга | 1972 |
|
SU587847A3 |
| Нагревательное устройство для обогрева кабины транспортного средства | 1980 |
|
SU1055323A3 |
| Блок цилиндров двигателя внутреннего сгорания | 1973 |
|
SU686636A3 |
| Вибромельница | 1971 |
|
SU510133A3 |
| Шахта для термической обработки и плавки материала | 1980 |
|
SU967279A3 |
| Устройство для хранения и заливки металлических расплавов, преимущественно чугуна с шаровидным графитом, обработанного магнием | 1986 |
|
SU1494855A3 |
| Устройство впрыска топлива | 1987 |
|
SU1494876A3 |
| Перегородка шахтной печи для плавки рудных концентратов | 1980 |
|
SU1048992A3 |
| Способ работы двигателя внутреннего сгорания с воспламенением от сжатия и двигатель внутреннего сгорания с воспламенением от сжатия | 1980 |
|
SU1116981A3 |
32
