1
(21)4351549/25 (22)19.11.87 (46)15.08.91. Бюл. №30
(71)Институт электросварки им. Е.О.Патона
(72)Б.И.Медовар, В.Я.Саенко, В.И.Ус, И.А.Астафьев, Л.Б.Медовар, Н.Б.Пивовар- ский и В.К.Постиженко (53)621.791.011(088.8)
(56)Авторское свидетельство СССР № 1214370, кл. В 23 К 28/00, 1984.
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ- ГАСИТЕЛЯ РАЗРУШЕНИЙ
(57)Изобретение может быть использовано при производстве обечаек-гасителей разрушений магистральных газопроводов. Цель изобретения - снижение трудоемкости изготовления обечайки-гасителя. На поверхность наносят полосу слоя противосварочного материала. Навивают многослойную заготовку. Закрепляют начало и конец полосы сваркой. Заготовку горячей раскаткой доводят до заданных геометрических размеров. Между слоями заготовки располагают сетку из высокоуглеродистой стали с пределов прочности 650-750 МПа, пределом -екучсс и 450-550 МПа, относительным уд мнением 12-14%. Слой противосварочного материала наносят в направлении навивки заготовки на поверхность сетки. Расположение элементов сетки под углом а 30° к направлению навивки создает условия для закольцовывания трещины по спирали, что повышает жесткость и прочность стенки. 4 ил.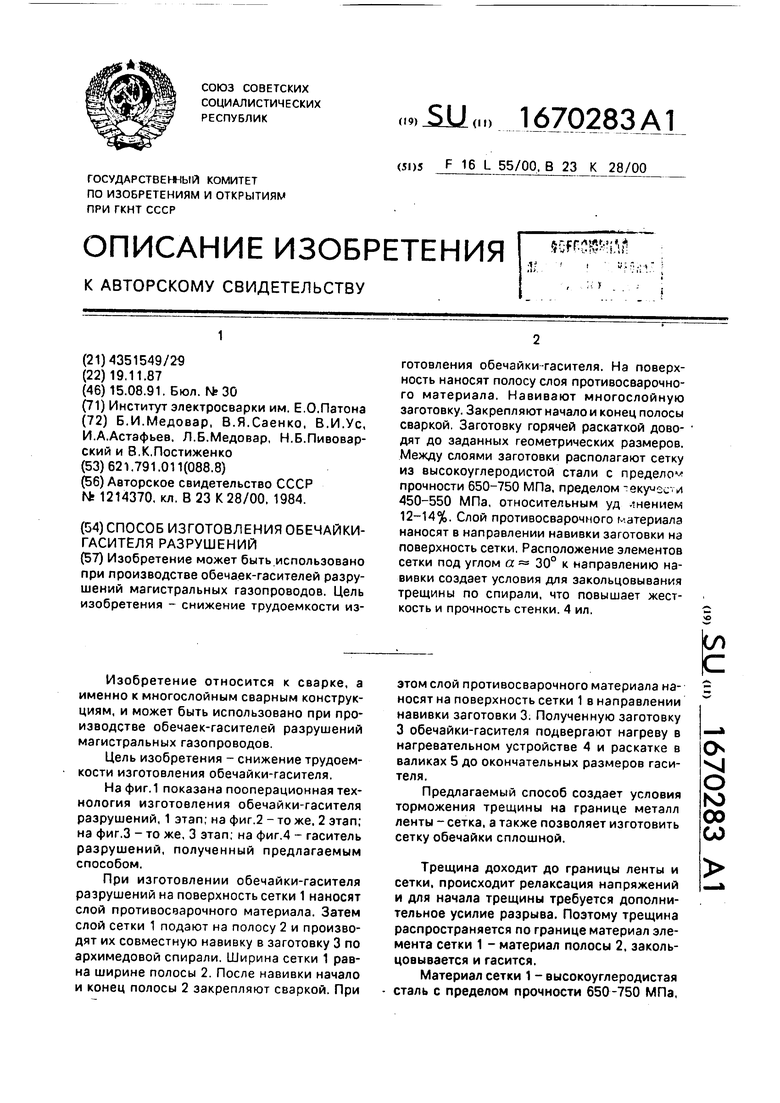
| название | год | авторы | номер документа |
|---|---|---|---|
| Обечайка-гаситель разрушения | 1986 |
|
SU1362596A1 |
| Способ изготовления обечайки-гасителя разрушений | 1986 |
|
SU1333513A2 |
| Способ изготовления обечайки-гасителя разрушений | 1986 |
|
SU1360941A2 |
| Способ изготовления многослойных изделий цилиндрической формы | 1986 |
|
SU1444112A1 |
| Способ изготовления полых цилиндрических обечаек | 1986 |
|
SU1512739A1 |
| Способ изготовления сварных многослойных сосудов высокого давления | 1986 |
|
SU1359044A1 |
| Ограничитель распространения трещин в сварных трубопроводах высокого давления и способ его изготовления | 1988 |
|
SU1696229A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2625372C2 |
| Способ изготовления многослойных обечаек | 1978 |
|
SU697232A1 |
| Способ изготовления многослойных обечаек | 1977 |
|
SU1039618A1 |
Изобретение м.б. использовано при производстве обечаек-гасителей разрушений магистральных газопроводов. Цель изобретения - снижение трудоемкости изготовления обечайки-гасителя. На поверхность наносят полосу слоя противосварочного материала. Навивают многослойную заготовку. Закрепляют начало и конец полосы сваркой. Заготовку горячей раскаткой доводят до заданных геометрических размеров. Между слоями заготовки располагают сетку из высокоуглеродистой стали с пределом прочности 650 - 750 МПа, пределом текучести 450 - 550 МПа, относительным удлинением 12 - 14%. Слой противосварочного материала наносят в направлении навивки заготовки на поверхность сетки. Расположение элементов сетки под углом ъ 30° к направлению навивки создает условия для закольцовывания трещины по спирали, что повышает жесткость и прочность стенки. 4 ил.
Изобретение относится к сварке, а именно к многослойным сварным конструкциям, и может быть использовано при производстве обечаек-гасителей разрушений магистральных газопроводов.
Цель изобретения - снижение трудоемкости изготовления обечайки-гасителя,
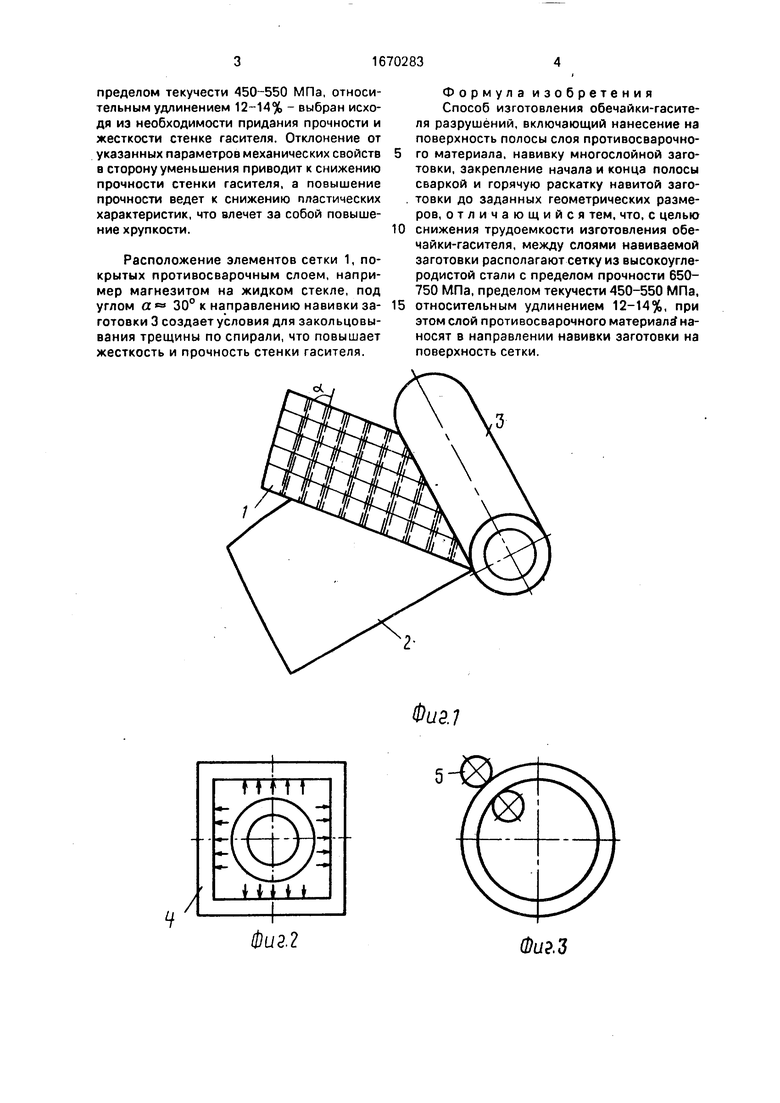
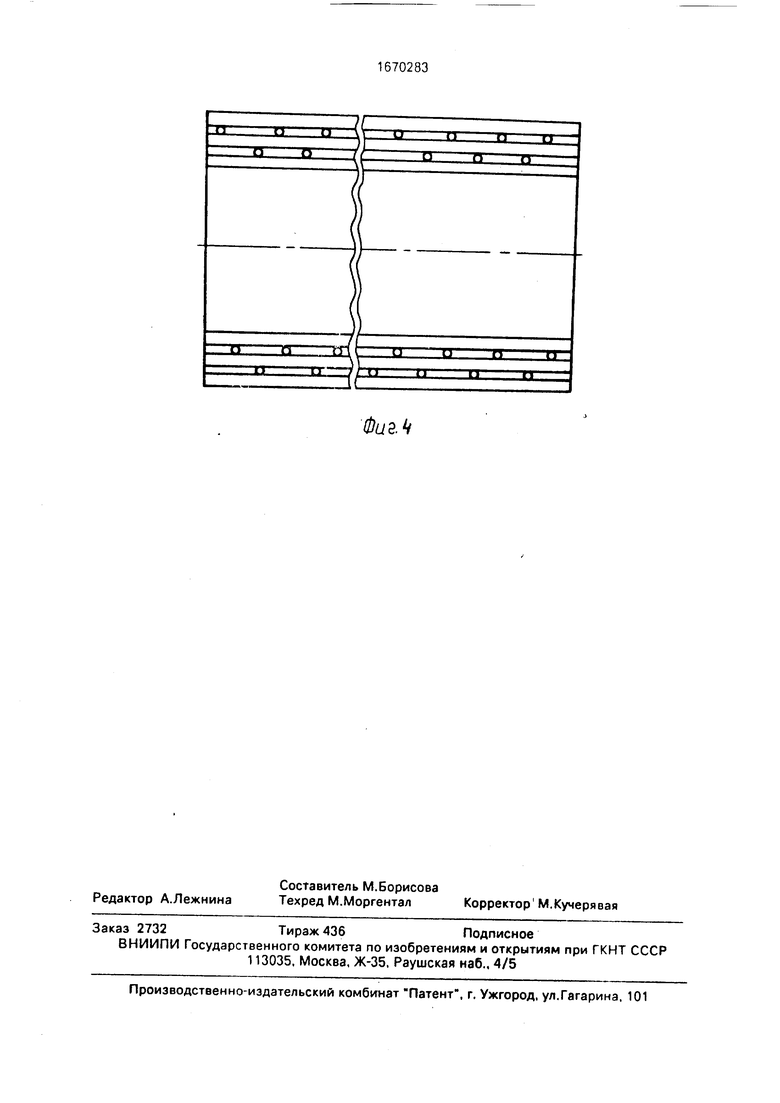
На фиг. 1 показана пооперационная технология изготовления обечайки-гасителя разрушений, 1 этап; на фиг.2 - то же. 2 этап; на фиг.З - то же, 3 этап; на фиг.4 - гаситель разрушений, полученный предлагаемым способом.
При изготовлении обечайки-гасителя разрушений на поверхность сетки 1 наносят слой противосварочного материала. Затем слой сетки 1 подают на полосу 2 и производят их совместную навивку в заготовку 3 по архимедовой спирали. Ширина сетки 1 равна ширине полосы 2. После навивки начало и конец полосы 2 закрепляют сваркой. При
СО
С
этом слой противосварочного материала наносят на поверхность сетки 1 в направлении навивки заготовки 3. Полученную заготовку 3 обечайки-гасителя подвергают нагреву в нагревательном устройстве 4 и раскатке в валиках 5 до окончательных размеров гасителя.
Предлагаемый способ создает условия торможения трещины на границе металл ленты - сетка, а также позволяет изготовить сетку обечайки сплошной.
Трещина доходит до границы ленты и сетки, происходит релаксация напряжений и для начала трещины требуется дополнительное усилие разрыва. Поэтому трещина распространяется по границе материал элемента сетки 1 - материал полосы 2, закольцовывается и гасится.
Материал сетки 1 - высокоуглеродистая сталь с пределом прочности 650-750 МПа,
сх VI о
N3 00 СО
пределом текучести 450-550 МПа, относительным удлинением 12-14% - выбран исходя из необходимости придания прочности и жесткости стенке гасителя. Отклонение от указанных параметров механических свойств в сторону уменьшения приводит к снижению прочности стенки гасителя, а повышение прочности ведет к снижению пластических характеристик, что влечет за собой повышение хрупкости.
Расположение элементов сетки 1, покрытых противосварочным слоем, например магнезитом на жидком стекле, под углом а 30° к направлению навивки заготовки 3 создает условия для закольцовы- вания трещины по спирали, что повышает жесткость и прочность стенки гасителя.
t t t 1 t
/
MM
Фиг.2
Формула изобретения Способ изготовления обечайки-гасителя разрушений, включающий нанесение на поверхность полосы слоя противосварочного материала, навивку многослойной заготовки, закрепление начала и конца полосы сваркой и горячую раскатку навитой заго- товки до заданных геометрических размеров, отличающийся тем, что, с целью
снижения трудоемкости изготовления обечайки-гасителя, между слоями навиваемой заготовки располагают сетку из высокоуглеродистой стали с пределом прочности 650- 750 МПа, пределом текучести 450-550 МПа,
относительным удлинением 12-14%, при этом слой противосварочного материала наносят в направлении навивки заготовки на поверхность сетки.
Фиг.З
Фиг t
