1
Изобретение относится к обработке металлов давлением, в частности к режущему оборудованию, и может быть использовано в машиностроении для подачи непрерывно движущегося материала.
Известна установка для резки непрерывно движущегося проката, содержащая барабанные летучие ножницы в виде консольных конических барабанов с винтообразными калибрами и ножей, закрепленных на барабанах, а также вводную и выводную проводники 1.
Недостаток установки состоит в том, что конструкция вводной проводки не обеспечивает надежной подачи проката в ножи и, кроме того, возможно частое забуривание .металлов.
Известна установка для резки непрерывно движущегося проката, содержащая барабанные летучие ножницы в виде барабанов с винтообразными ручьями и ножей, закрепленных на барабанах, а также вводную и выводную проводки 2.
Недостатком такой установки является возможность забуривания проката из-за плохих условий подачи его в ножи.
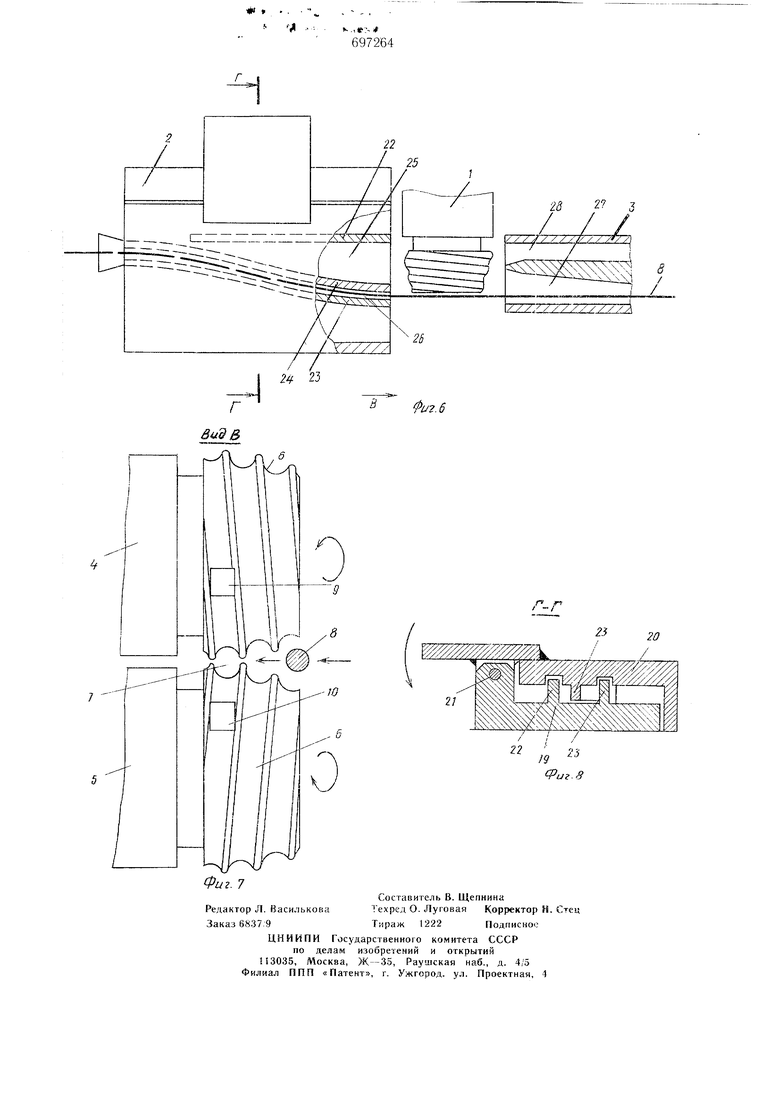
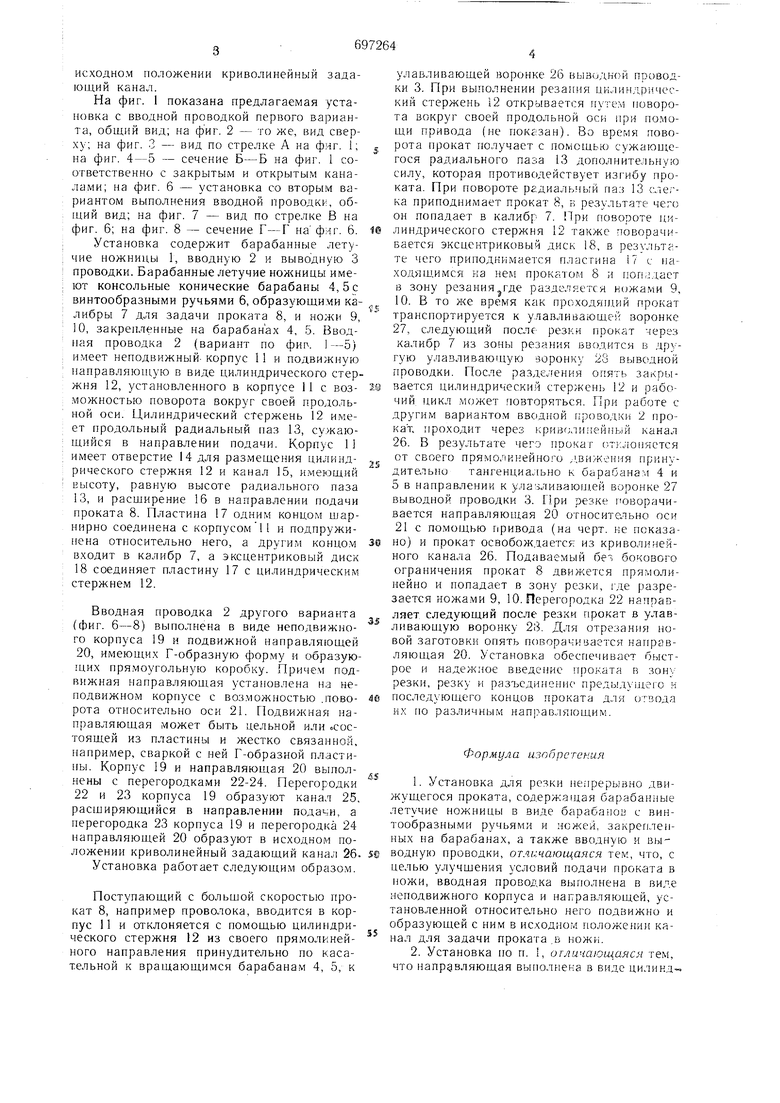
с целью улучшения условий подачи проката в ножи, в предлагаемой установке вводная проводка выполнена в виде неподвижного корпуса и направляющей, установленной относительно него подвижно и образующей с ним в исходном положении канал для задачи проката в ножи. Направляющая может быть выполнена в виде цилиндрического стержня с радиальным продольным пазом для проката, а корпус сделан с отверстием для размещения цилиндрического стержня и с каналом, равным по высоте радиальному пазу в стержне и pacnniряющи.мся в направлении подачи проката, при этом направляющая снабжена пластиной, щарнирно связанной с корпусом и подпружиненной относительно него, и эксцентричным диском, скрепленным с цилиндрическим стержнем и пластиной. Неподвижный корпус и направляющая могут иметь Г-образную форму, образуя совместно прямоугольную коробку, и выполнены с перегородками, при этом перегородки корпуса образуют расширяющийся в направлении подачи канал, а одна из перегородок корпуса и перегородка направляющей образуют в ИСХОДНОМ положении криволинейный задающий канал. На фиг. 1 показана предлагаемая установка с вводной проводкой первого варианта, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид по стрелке А на фиг. 1; на фиг. 4-5 - сечение Б-Б на фиг. 1 соответственно с закрытым и открытым каналами; на фиг. 6 - установка со вторь м вариантом выполнения вводной проводки, общий вид; на фиг. 7 - вид по стрелке В на фиг. 6; на фиг. 8 - сечение Г-Г на фиг. 6. Установка содержит барабанные летучие ножницы 1, вводную 2 и выводную 3 проводки. Барабанные летучие ножницы имеют консольные конические барабаны 4,5с винтообразными ручьями 6, образующими калибры 7 для задачи проката 8, и ножи 9, 10, закрепленные на барабанах 4, 5. Вводная проводка 2 (вариант по фиг. 1---5) имеет неподвижный- корпус 11 и подвижную направляющую в виде цилиндрического стержня 12, установленного в корпусе 11 с воз.можностью поворота вокруг своей продольной оси. Цилиндрический стержень 12 имеет продольный радиальный паз 13, сужающийся в направлении подачи. Корпус 11 имеет отверстие 14 для раз.мещения цилиндрического стержня 12 и канал 15, и.меющий высоту, равную высоте радиального паза 13, и расщирение 16 в направлении подачи проката 8. Пластина 17 одним концом шарнирно соединена с корпусом11 и подпружинена относительно него, а други.м концо.м входит в калибр 7, а эксцентриковый диск 18 соединяет пластину 17 с цилиндрическим стержнем 12. Вводная проводка 2 другого варианта (фиг. 6-8) выполнена в виде неподвижного корпуса 19 и подвижной направляющей 20, имеющих Г-образную форму и образующих пря.моугольную коробку. Причем подвижная направляющая установлена на неподвижном корпусе с воз.можностью .поворота относительно оси 21. Подвижная направляющая может быть цельной или .состоящей из пластины и жестко связанной, например, сваркой с ней Г-образной пластины. Корпус 19 и направляющая 20 выполнены с перегородками 22-24. Перегородки 22 и 23 корпуса 19 образуют канал 25, расщиряющийся в направлении подачи, а перегородка 23 корпуса 19 и перегородка 24 направляющей 20 образуют в исходном положении криволинейный задающий канал 26. Установка работает следующим образом. Поступающий с больщой скоростью прокат 8, например проволока, вводится в корпус 11 и отклоняется с помощью цилиндрического стержня 12 из своего прямолинейного направления принудительно по касательной к вращающимся барабанам 4, 5, к улавливающей воронке 26 выводной проводки 3. При выполнении резания цилиндрический стержень 12 открывается путе.м поворота вокруг своей продольной оси при по.мощи привода (не показан). Во время поворота прокат гюлучает с помощью сужаюпг,егося радиального паза 13 дополнительную силу, которая противодействует изгибу проката. При повороте ргдиальиый паз 13 сле,ка приподнимает прокат 8, в результате чего он попадает в калибр 7. При повороте цилиндрического стержня 12 также поворачивается эксцентриковый диск 18, в результате чего приподнимается пластина 17 с наХОДЯЩ.ИМСЯ на нем прокатом 8 и 8 зону резания,где разделяется ножа.ми 9, 10. В то же время как проходящий прокат транспортируется к улавливающ.ей воронке 27, следующий послг резки прокат через калибр 7 из зоны резания вводится в другую улавливаюгцую воронку 23 выводной проводки. После разделения опять закрывается цилиндрический стержень 12 и рабочий цикл может повторяться. При работе с другим варианто.м вводной проводки 2 прокат, проходит через криволинейный канал 26. В результате чего прокат отклоняется от своего прямолинейного .вижения принудительно тангенциально к барабанам 4 и 5 в направлении к улазливаюп|ей воронке 27 выводной проводки 3. При резке поворачивается направляюпдая 20 относительно оси 21 с помощью привода (на черт, не показано) и прокат освобож.аается из криволинейного канала 26. Подаваемый бе. бокового ограничения прокат 8 движется прямолинейно и попадает в зону резки, где разрезается ножа.ми 9, 10. Перегородка 22 направляет следующий после резки прокат в улавливающую воронку 28. Для отрезания новой заготовки опять поворачивается наггравляющая 20. Установка обеспечивает быстрое и надежное введение проката в зону резки, резку и разъединение предыдущего и последующего концов проката для еггзода их по различным направ.ляющим. Формула изобретения 1.Установка для резки непрерывно движущегося проката, содержащая барабанные летучие ножницы в виде барабанов с винтообразными ручьями и ножей, закрепленных на барабанах, а также вводную и выводную проводки, отличающаяся тем, что, с целью улучщения условий подачи проката в ножи, вводная проводка выполнена в виде непо/авижного корпуса и направляюпл,ей, установленной относительно него подвижно и образующей с ним в исходном положении канал для задачи проката ,в ножи. 2.Установка по п. 1, огличающаяся тем, что направляющая выполнена в виде цилиндрического стержня с радиальным продольным пазом для проката, а корпус сделан с отверстием для размещения цилиндрического стержня и с каналом, равным по высоте радиальному пазу в стержне и расширяющимся в направлении подачи проката, при этом направляющая снабжена пластиной, щарнирно связанной с корпусом и подпружиненной относительно него, и эксцентричным диском, скрепленным с цилиндрическим стержнем и пластиной.
3. Установка по п. 1, отличающаяся тем, что неподвижный корпус и направляющая имеют Г-образную форму, образуя совмест хЕ.
но прямоугольную коробку, и выполнены с перегородками, при этом перегородки корпуса .образуют расщиряющийся в направлении подачи канал, а одна из перегородок корпуса и перегородка направляющей образуют в исходном положении криволинейный задающий канал.
Источники информации, п(зинятые во внимание при экспертизе
1.Патент Германии № 470248, кл. 49 С 25/12, 1929.
2.Патент ФРГ № 804056, кл. 49 С 25/12, 1949 (прототип). tf 13 фиг.ч
в ид А
S-S
п а
/ /
12ie л
Put.ii6-6
j//
fut.S
| название | год | авторы | номер документа |
|---|---|---|---|
| Летучие барабанные ножницы для обрезки концов движущегося проката | 1981 |
|
SU1458112A1 |
| Участок непрерывного прокатногоСТАНА для пРОизВОдСТВА КАТАНКи | 1979 |
|
SU852392A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1991 |
|
RU2006349C1 |
| Барабанные летучие ножницы | 1978 |
|
SU740418A1 |
| НОЖИ ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА ЛЕТУЧИМИ НОЖНИЦАМИ | 1971 |
|
SU303151A1 |
| Летучие ножницы | 1979 |
|
SU854619A1 |
| Пневматический высевающий аппарат | 1981 |
|
SU980646A1 |
| Устройство для изготовления и маркировки бирок | 1977 |
|
SU880550A1 |
| Барабанные летучие ножницы | 1985 |
|
SU1379027A1 |
| Пневматический высевающий аппарат | 1982 |
|
SU1056942A2 |