(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ И М№КИРОВКИ
I
Изобретение относится к устройствам для обработки металлов давлением и может быть использовано для изготовления и маркировки бирок.
Известно устройство для маркировки бирок, содержащее силовой механизм, подающий механизм набора знаков fl .
Недостаток устройства заключается в невозможности пробивать отверсти|й на готовой бирке.
Известно также устройство для изготовления и маркировки бирок, содержащее смонтированные в станине привод и кинематически связанные с приводом механизмы маркирования и обрезки, а также вводные проводки, разматывающий механизм и счетчик 2 .
Недостаток этого устройства - невозможность изготовления бирки с различной маркировкой.
ТДель изобретения - расширение технологических возможностей.
Поставленная цель достигается тем, что устройство для изготовления и марБИРОК
кирования бирок, содержащее смонтированные в станине привод и кинематически связанные с приводом механизмы маркирования и обрезки, а также вводные проводки и разматывающий механизм, снабжено установленным в станине механизмом распределения бирок с приводной поворотной стойкой и связанным с приводом ее поворота подпружиненным распределительным лотком, электромагнитной подпружи10ненной зашелкой и командоаппаратом, связанным с механизмом обрезки, приводом поворота и счетчиком бирок.
При этом счетчик бирок выполнен в виде датчиков импульсов и электромагнит15ной стрелки, установленной с возможностью взаимодействия с датчиком импульсов.
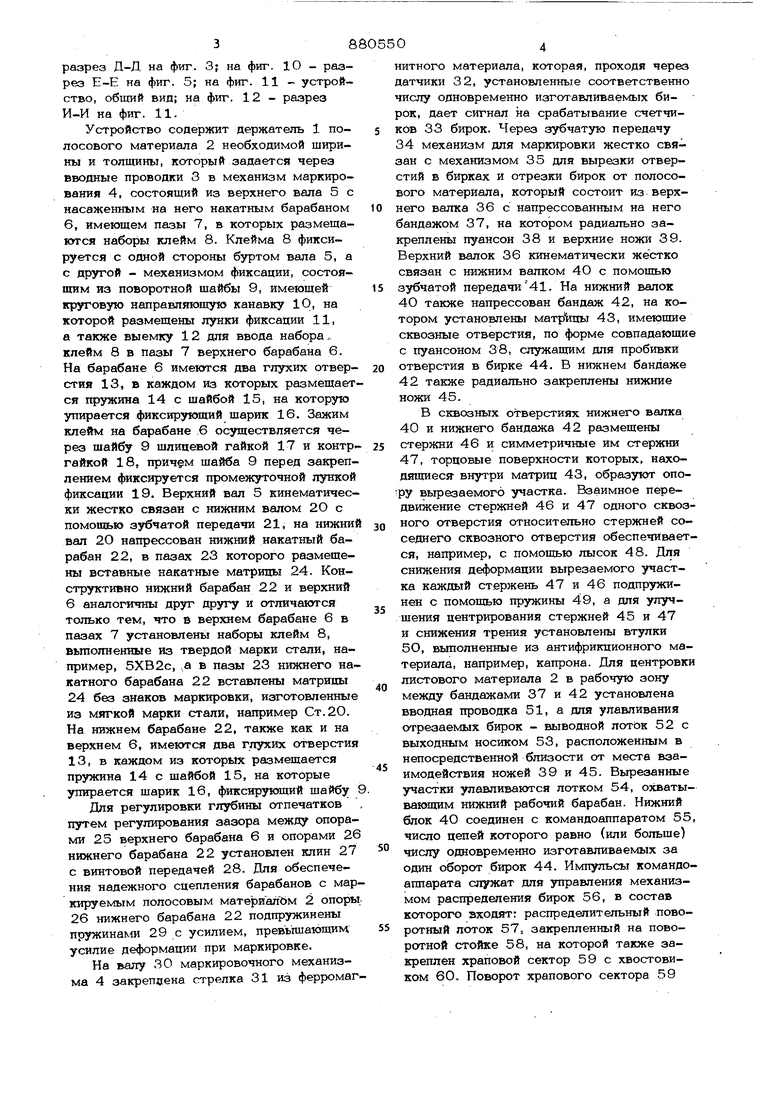
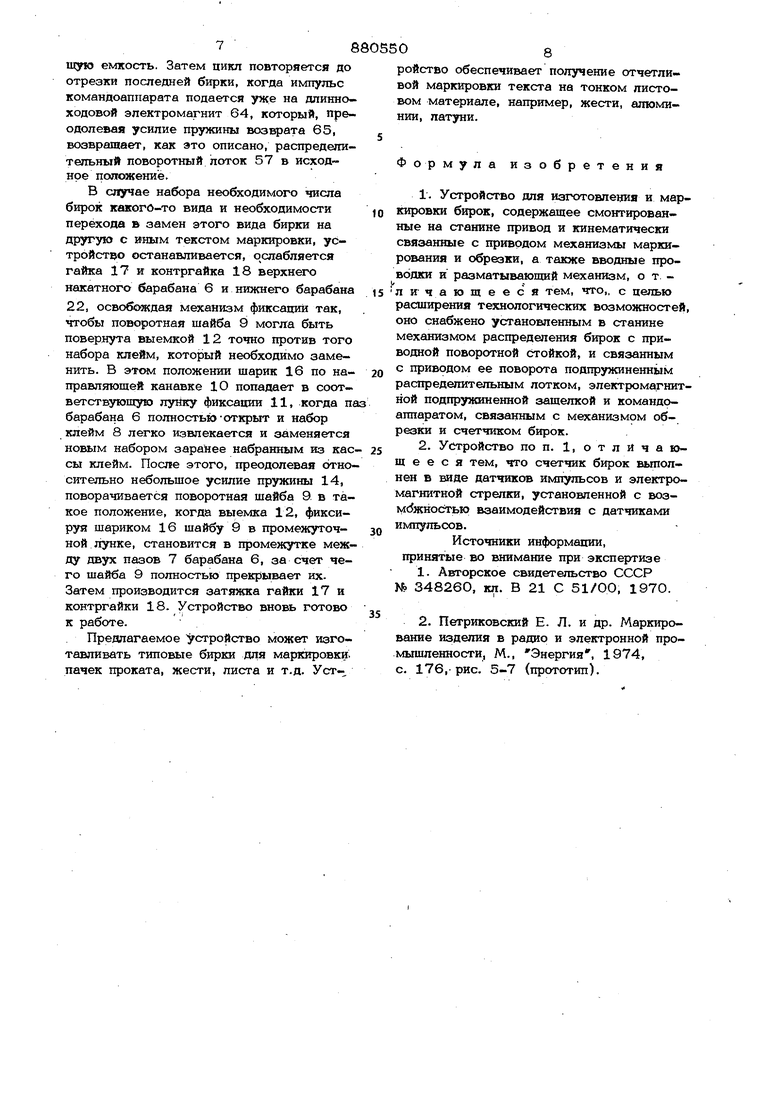
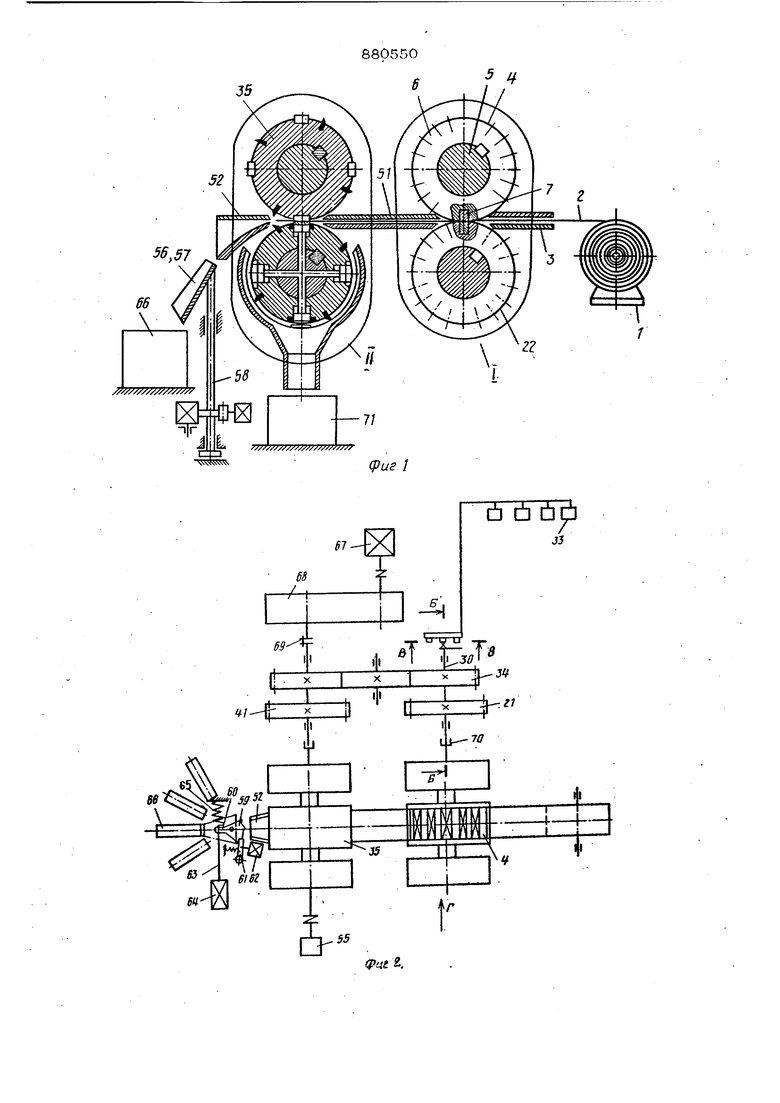
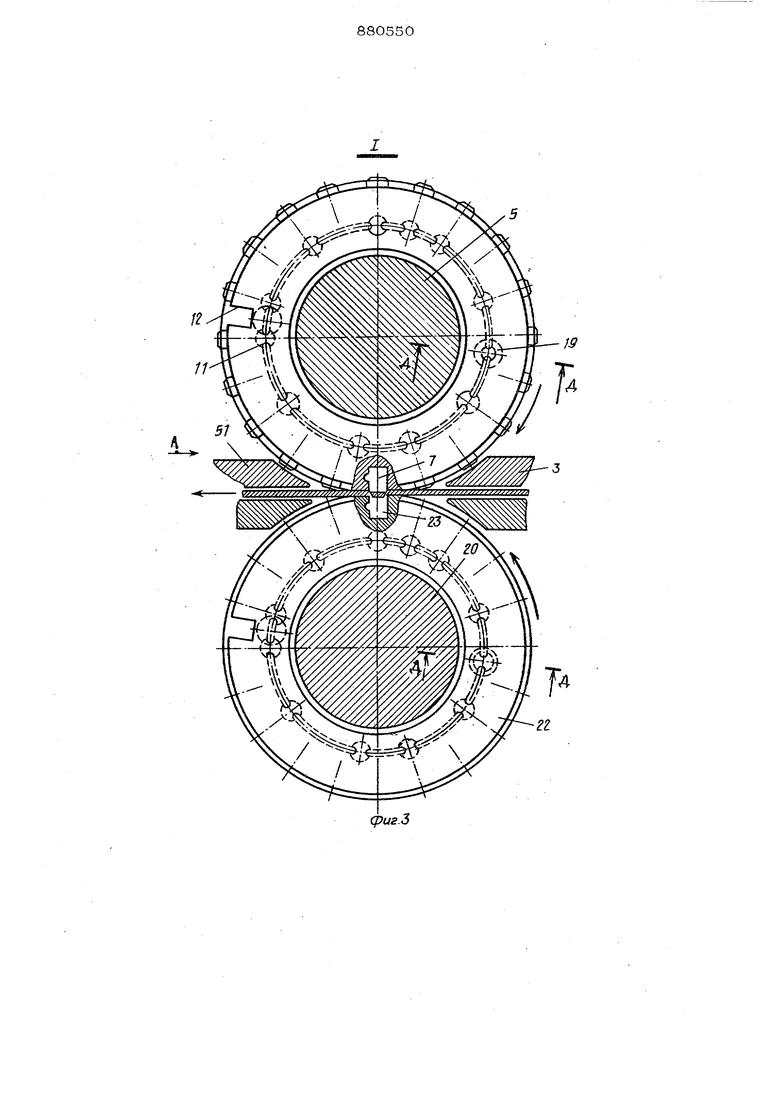
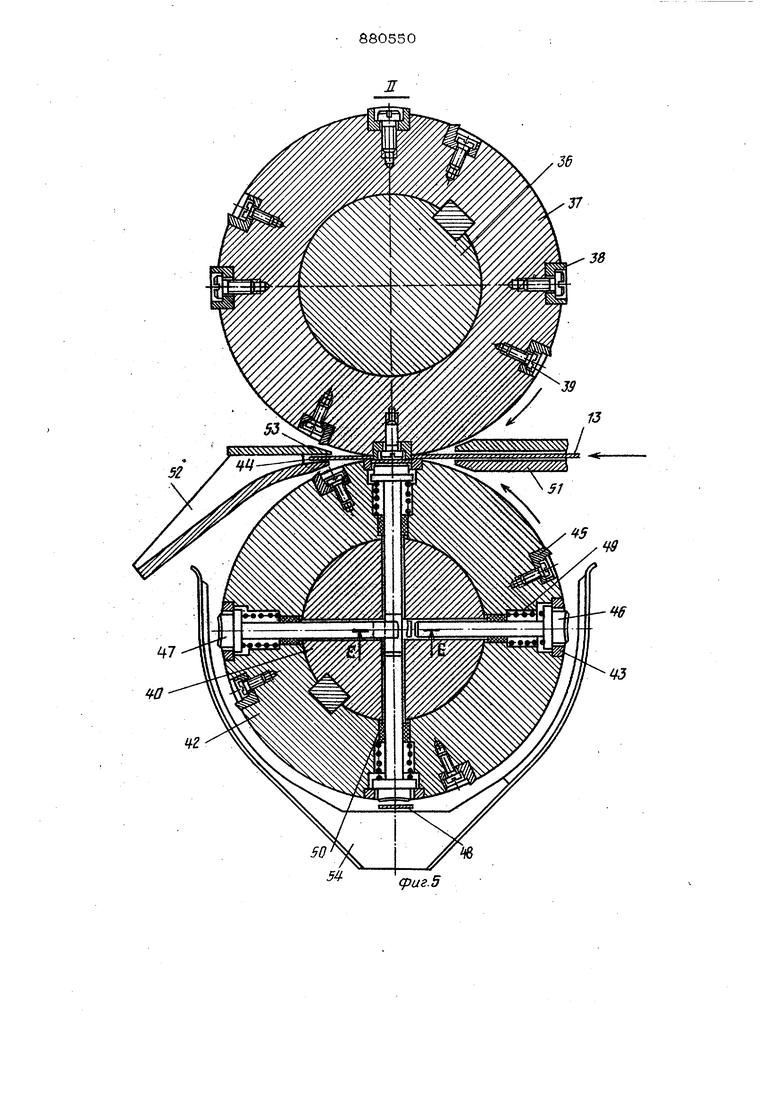
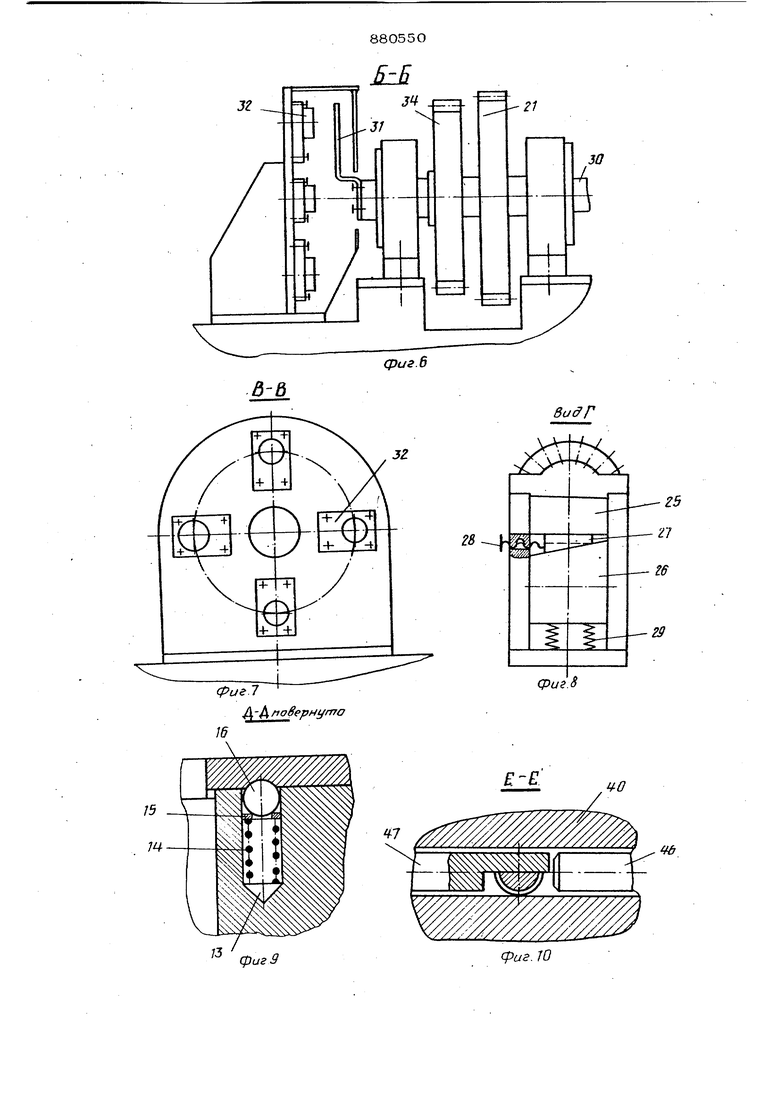
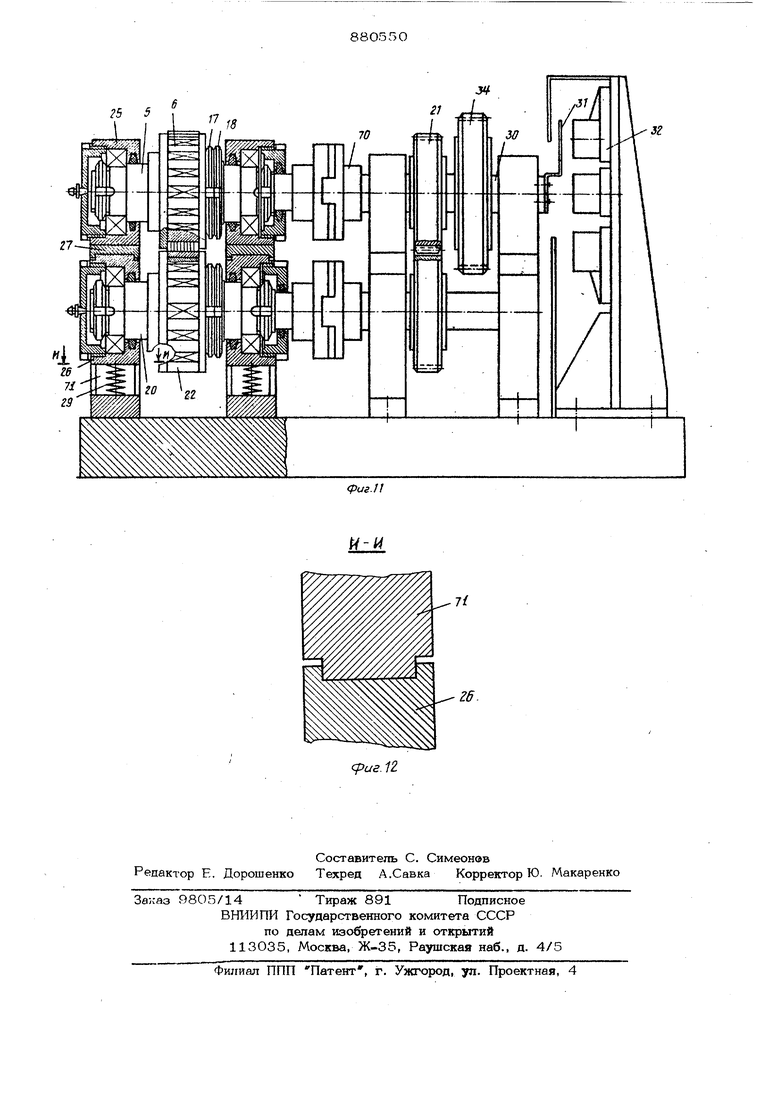
На фиг. I изображено устройство, общий вид; на фиг, 2 - то же вид в плане; на фиг. 3 - узел I на фиг. 1; на фет. 4 20вид А на фиг. 3; на фиг. 5 - узел J/. на фиг. 1; на фиг. 6 - разрез Б-Б на фиг. 2; на фиг. 7 - разрез В-В на фиг. 2; на фиг. 8 - вид Г на фиг. 2; на фиг. 9 38разрез Д-Д на фиг. 3; на фиг. 10 - разрез Е-Е на фиг. 5; на фиг. 11 - устройство, общий вид; на фиг. 12 - разрез на фиг. 11. Устройство содержит держатель 1 полосового материала 2 необходимой ширины и толщины, который задается через Вводные проводки 3 в механизм маркирования 4, состоящий из верхнего вала 5 с насаженным на него накатным барабаном 6, имеющем пазы 7, в которых размещаются наборы клейм 8. Клейма 8 фиксируется с одной стороны буртом вала 5, а с другой - механизмом фиксации, состоящим из поворотной шайбы 9, имеющей круговую направляющую канавку Ю, на которой размещены лунки фиксации 11, а также выемку 12 для ввода набора. клейм 8 в пазы 7 верхнего барабана 6. На барабане 6 имеются два глухих отверстия 13, в каждом из которых размещает ся пружина 14 с шайбой 15, на которую упирается фиксирующий шарик 16. Зажим клейм на барабане 6 осуществляется через шайбу 9 шлицевой гайкой 17 и контр гайкой 18, причем шайба 9 перед закреплением фиксируется промежуточной лункой фиксации 19. Верхний вал 5 кинематически жестко связан с нижним валом 2О с помощью зубчатой передачи 21, на нижни вал 20 напрессован нижний накатный барабан 22, в пазах 23 которого размещены вставные накатные матрицы 24. Конструктивно нижний барабан 22 и верхний 6 аналогичны друг другу и отличаются только тем, что в верхнем барабане 6 в пазах 7 установлены наборы клейм 8, вьшолненные из твердой марки стали, например, 5ХВ2с, а в пазы 23 нижнего накатного барабана 22 вставлены матрицы 24 без знаков маркировки, изготовленные из мягкой марки стали, например Ст. 20. На нижнем барабане 22, также как и на верхнем б, имеются два глухих отверстия 13, в каждом из которых размещается пружина 14 с шайбой 15, на которые упирается шарик 16, фиксирующий шайбу Для регулировки глубины отпечатков путем регулирювания зазора между опорами 25 верхнего барабана 6 и опорами 26 нижнего барабана 22 установлен клин 27 с винтовой передачей 28. Для обеспечения надежного сцепления барабанов с мар кируемым полосовым материалбм 2 опоры 26 нижнего барабана 22 подпружинены пружинами 29 с усилием, превышающим усилие деформации при маркировке. На валу 30 маркировочного механизма 4 закреплена стрелка 31 из ферромаг 0 нитного материала, которая, проходя через датчики 32, установленные соответственно числу одновременно изготавливаемых бирок, дает сигнал на срабатывание счетчиков 33 бирок. Через зубчатую пер1едачу 34 механизм для маркировки жестко связан с механизмом 35 для вырезки отверстий в бирках и отрезки бирок от полосового материала, который состоит из верхнего валка 36 с напрессованным на него бандажом 37, на котором радиально закреплены пуансон 38 и верхние ножи 39. Верхний валок 36 кинематически жестко связан с нижним валком 40 с помощью зубчатой передачи 41. На нижний валок 4О также напрессован бандаж 42, на котором установлены 43, имеющие сквозные отверстия, по форме совпадающие с пуансоном 38, служащим для пробивки отверстия в бирке 44. В нижнем бандаже 42 также радиально закреплены нижние ножи 45. В сквозных отверстиях нижнего валка 40 и нижнего бандажа 42 размещены стержни 46 и симметричные им стержни 47, торцовые поверхности которых, находящиеся внутри матриц 43, образуют опору вьфезаемого участка. Взаимное передвижение стержней 46 и 47 одного сквозного отверстия относительно стержней соседнего сквозного отверстия обеспечивается, например, с помощью лысок 48. Для снижения деформации вырезаемого участка каждый стержень 47 и 46 подпружинен с помощью пружины 49, а для улучшения центрирования стержней 45 и 47 и снижения трения установлены втулки 5О, выполненные из антифрикционного материала, например, капрона. Для центровки листового материала 2 в рабочую зону между бандажами 37 и 42 установлена вводная проводка 51, а для улавливания отрезаемых бирок - выводной лот&к 52 с выходным носиком 53, расположенным в непосредственной близости от места взаимодействия ножей 39 и 45. Вырезанные участки улавливаются лотком 54, охватываюш 1м нижний рабочий барабан. Нижний блок 40 соединен с командоаштаратом 55, число цепей которого равно (или больше) числу одновременно изготавливаемых за один оборот бирок 44. Импульсы командоаппарата служат для управления механизмом распределения бирок 56, в состав которого зхошгг: распределительный поворотный лоток 57, закрепленный на поворотной стойке 58, на которой также закреплен храповой сектор 59 с хвостовиком 60. Поворот храпового сектора 59 58 фиксируется подпружиненной защелкой 61, а отжим защелки осуществляется короткоходовым электромагнитом 62 от импульса командоаппарата 55 при выдаче очередной бирки 44. К хвостовику 60 храпового сектора 59 подсоединены через шарнирную связь 63 длинноходовой электромагнит 64 и пружина возврата 65, под действием которой происходит переключение распределительного лотка при срабатывании электромагнита 62. Каждая бирка по типу направляется распределительным лотком в емкость 66. Привод устройства для изготовления и маркировки бирок состоит из двигателя 67, редуктора 68 и со динительных муфт: упругой 69 и зубчатых 70. Вырезаемые участки собираются в емкости 71. Устройство работает следующим образом. До заправки полосового материала 2 в маркировочное устройство 4 производится несколько холостых оборотов, при кото рых клейма 8 верхнего барабана 6 накатывают на матрицах 24 нижнего накатного барабана 22 свое зеркальное изображение в виде выемок, причем глубина выемок может быть не более выступающей части клейм 8 верхнего накатного барабана 6 над поверхностью образующей барабана 6 и может регулироваться с помощью клиньев 27, положение которых регулируется винтовой передачей 28. Затем полосовой материал 2, сматываясь с рулона разматывающего механизма 1, задается через вводную проводку 3 в накатные барабаны 6 и 22, где наборами клейм 8 на материал наносится необходимая маркировка путем выдавливания материала, зажатого при накатке между цилиндрическими образующими двух барабанов 6 и 22, из зоны деформации выступающей частью клейм 8 непосредственно в углубление ранее накатанного зеркального отображения этих клейм на матрицах 24. Одновременно накатные барабаны 6 w 22 играют роль тянущих роликов и подают полосовой материал 2 с уже нанесенной на него маркировкой через вводную проводку 52 в отрезной механизм 35 между бандажами 37 и 42. Размещенными на бандажах 37 и 42 пуансонами 38 и матрицами 43 производится пробивка от отверстия в заготовке бирки, а затем набегающими верхним 39 и нижним 45 ножами производится отрезка очередной бирки. Точьтость места отреза бирки и участка вырезки обеспечивается соответствием оборотов за счет жесткой кинематической 06 связи между маркировочным механизмом 4 и отрезным механизмом 35, равенгп вом диаметров накатных барабанов 6 и 22 и бандажей 37 к 42 отре-зного механизма 35, а также расстоянием межгту осякш барабанов 4 и 35, в котором бЪряа -44 укладывается целое чпсло т ..;,-; Ц:.;) sroM, когда пуансоном 38 и ML, гг,ц,, ; 43 производится пробивка отверч i.-i, сбразовавшаяся вдавливаетч ; у, ствгрстие матрицы 43, этим же давлечИг..; через опору стержня 47, а на стержень 46 (или наоборот) БЬ1аь.:-„и-к;г:.-1Ья В лоток 54. Отрезка гатоаь: ; бирок и пробивка в них отверстии и производится непрерывно, синхронно-с накаткой маркировки. Счет бирок осутцествлйетсй счетчиками электрических импульсов 33, к&го рые подаются датчикакж 3:. таким обра-. зом, чточисло импульсов, подаваемых от воздействия стрелки 31 на датчкЕ 32 равно числу изготовленкъ1Х ка данном участке барабанов бирок. Так как диаметры барабаноь п бандажей рассчитаны на опрецааенное -тною одновременно изготавлг ваекгых бггрок, механизм их распределения 56 работает по принципу направления, каждой следуюшей бирки в свою емкость 66. Длинноходовой электромагнит 64, срабатывая от одного из импульсов кимандоаиаарата о-З, соит- ветствующего отрез:,Э V, - л;-}:- i 44; преодолевая усилие 1трул1;гПм 65, поворачивает чере.;- -с : з,- : . . -j вого сектора 59 поБоротку,- сгс:--у 6в с укрепленныг кд :-iof. ; ,.,.:,c -.- .- -111:.::,: поворотным потко-; 5 ь ,;,:,,. ,,п:.. ;;v;d. исходное положение, которое фкксируегся подпрркинекной saiae-ir-j-; о1, и иьр;::ь;; отрезанная бирка пааает epSN-iv : VMocTb. После поворота рабошгх бйрабан,,,. 37 и 42 на определенный угол (при 4-.х бирках он соответствует 90) командойппарат 55 дает следующий импульс на хороткоходовой электромагнит 62, одновременно ножами 39 и 45 отрезается следующая бирка, электромагнит 62, преодолевая усилие пружины, оттягивает на момент зашелку 61 и под действием пружины возврата 65 через хвостовик 6О поворотная стойка 58 поворачкяврт распра- делительнь й поворотчь й г ;.:cit 57 i следующее положение, которое t-fufCripyeTcs при повороте слещ-ющим ьубо, spanoaoix) сектора 59 с помощью фиксируюше за щелки 61, а отрезакная бирка улавян&зется выводным яотком 52, с когорого падает на распределительный поворотный лоток 57, с которого попадает в следз юШую емкость. Затем пикл повторяется до отрезки последней бирки, когда импульс командоаппарата подается уже на длинноходовой электромагнит 64, который, преодолевая усилие пружины возврата 65, возвращает, как это описано, распределительный поворотный лоток 57 в исходное положение, В случае набора необходимого числа бирок какого-то вида и необходимости перехода в замен этого вида бирки на другую с иным текстом маркировки, устройство останавливается, ослабляется гайка 17 и контргайка 18 верхнего накатного барабана 6 и нижнего барабана 22, осъоб&зкпая механизм фиксащга так, чтобы поворотная шайба 9 могла быть повернута выемкой 12 точно против того набора клейм, который необходимо заменить. В этом положении шарик 16 по направляющей канавке 1О попадает в соответствующую лунку фиксации 11, когда п барабана 6 полностью-открыт и набор клейм 8 легко извлекается и заменяется новым набором заранее набранным из кас сы клейм. После этого, преодолевая отно сительно небольшое усилие пружины 14, поворачивается поворотная шайба 9. в такое положение, когда выемка 12, фиксируя шариком 16 шайбу 9 в промежуточной лунке, становится в промежутке между двух пазов 7 барабана 6, за счет чего шайба 9 полностью прекрывает их. Затем производится затяжка гайки 17 и контргайки 18. Устройство вновь готово к работе. Предлагаемое устройство может изготавливать типовые бирки для марюфовки пачек проката, жести, листа и т.д. Устройство обеспечивает получение отчетливой маркировки текста на тонком листовом материале, например, жести, алюминии, латуни. Формула изобретения 1.Устройство для изготовления и маркировки бирок, содержащее смонтированные на станине привод и кинематически связанные с приводом механизмы маркирования и обрезки, а также вводные проводки и разматывающий механизм, о т личающееся тем, что,, с цепью расширения технологических возможностей, оно снабжено установленным в станине механизмом распределения бирок с приводной поворотной стойкой, и связанным с приводом ее поворота подпружиненн ам распределительным лотком, электромагнитной подпружиненной защелкой и командоаппаратом, связанным с механизмом обрезки и счетчиком бирок. 2.Устройство по п. 1, отлйча ющ е е с я тем, что счетчик бирок выполнен в виде датчиков импуттьсов и электромагнитной стрелки, установленной с возыбжкостыо взаимодействия с датчиками импульсов. Источники информаггии, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 348260, кп. В 21 С 51/00, 1970. 2.Петриковский Е. Л. и др. Маркирование изделия в радио и электронной промышленности, М., Энергия, 1974, с. 176, рис. 5-7 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления маркировочных бирок из полихлорвиниловых трубчатых заготовок | 1978 |
|
SU781089A1 |
| Устройство для изготовления металлических бирок из ленты | 1977 |
|
SU667275A1 |
| Устройство для изготовления маркировочных бирок | 1977 |
|
SU701735A1 |
| Автомат для изготовления жетоновиз лЕНТы | 1976 |
|
SU816609A1 |
| Устройство для маркировки бирок из термопластичной трубки | 1974 |
|
SU536529A2 |
| УСТРОЙСТВО ДЛЯ вязки ПРОКАТА ПАЧЕК, РУЛОНОВИ БУНТОВ | 1970 |
|
SU260489A1 |
| Автомат для изготовления маркировочных бирок | 1990 |
|
SU1722883A1 |
| Автомат для изготовления маркировочных бирок из термопластичного трубчатого материала | 1985 |
|
SU1293039A1 |
| Автомат для изготовления маркировочных бирок из термопластичного трубчатого материала | 1990 |
|
SU1722882A2 |
| Устройство для клеймения | 1980 |
|
SU897369A1 |

t
55
( 2,
gjus.5
3Z фигЗ
фиг.6 SaffT (риг. Ю
