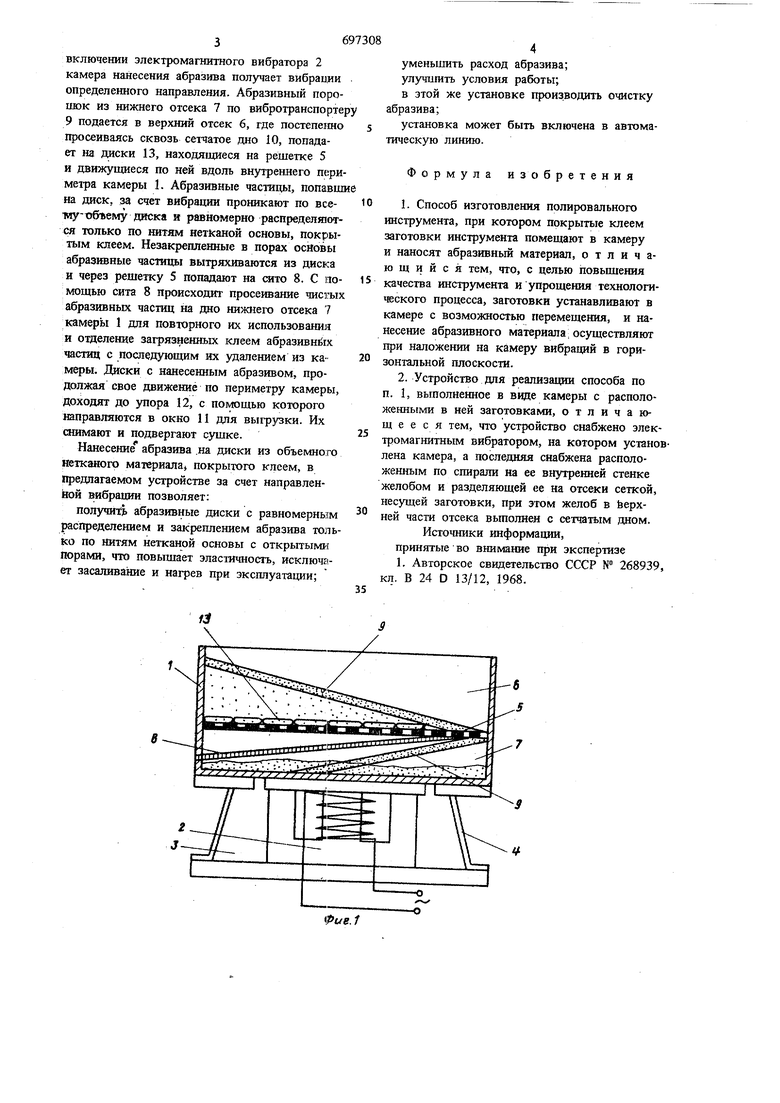
Изобретение относится к области изготовления абразивного инструмента. Известны способ и реализующее его устройгт-,о эдя изготовления полировальных кругов, когда в камеру помещают .предварительно смоченные клеем заготовки полировальных кругов и напыляют на них абразив И. Для обеспечения равномерного распределения абразива при использовании в качестве основы, например нетканого материала, круги необходимо подвергать дополнительной обработке, заключающейся в удалении зерен, забивающих поры инструмента, что усложняет технологический процесс и не обеспечивает пол чение качес венного инструмента. По предлагаемому способу лля найесения абразивного материала и одновременной транспортировки заготовок применяют направленную вибрацию. Использование направпе 111ой вибраЩ1И позволяет равномерно распределять абразив по нитям не1каной основы, одновременно удаляя слабо закрепленные и попавши - в поры инструмента зерна абразива. На фиг. 1 и 2 показано устройство для осуществления способа. Устройство состоит из камерь 1 нанесения абраз1ша, установленной на электромагнитный вибратор 2, снабженный механизмом 3 для направления вибраций. Механизм 3 содержит плоские пружины 4, расположенные под углом. Камера 1 рещеткой 5 разделена на верхний отсек 6, где происходит нанесение абразива на диски, и ни)(ап1Й отсек 7. В отсеке7 камеры наклонно установлено сито 8 для отделения загрязненного абразива. По винтовой спирали внутренней стенки камеры 1, начиная от ее основания, жестко закреплен вибpoтpaнc портер 9, служащий для подъема абразива из нижнего отсека 7 в верхний отсек 6. Вибротранспортер 9 имеет в поперечном сечении форму прямоугольного желоба с сетчатым дном 10 в верхнем отсеке 6 камеры 1 для просеивания транспортируемого по нему абразива на диски. В верхнем отсеке 6 juw вьнрузки дисков предусмотрено окно 11 и упор 12. Нанесение абразива в ггреддагаемом устройстве Производится следуюп1им образом. При включении электромагнитного вибратора 2 камера нанесения абразива получает вибраили определенного направления. Абразивный порошок из нижнего отсека 7 по вибротранспортер 9 подается в верхний отсек б, где постепе1шо просеиваясь сквозь сетчатое дно 10, попадает на диски 13, находящиеся на решетке 5 и движущиеся по ней вдоль внутреннего пери метра камеры 1. Абразивные частицы, попавши на диск, за счет вибрации проникают по всетиу- объему диска и равномерно распределяются только по нитям нетканой основы, покрытым клеем. Незакрепленные в порах основы абразивные частицы вытряхиваются из диска и через решетку 5 попадают на сито 8. С иомощью сита 8 происходит просеивание чистых абразивных частиц на дно нижнего отсека 7 камерь 1 для повторного их использования и отделение загрязненных клеем абразивных частиц с последующим их удалением из камеры. Диски с нанесенным абразивом, продолжая свое движение по периметру камеры, доходят до упора. 12, с помощью которого направляются в окно 11 для выгрузки. Их снимают и подвергают c)miKe. Нанесение абразива .на диски из объемного нетканого материала покрытого клеем, в Предлагаемом устройстве за счет направленйой вдбрации позволяет: получить абразивные диски с равномерным распределением и закреплением абразива толь RO по Нитям нетканой основы с открытыми Порами, что повышает эластичность, исключает засаливание и нагрев при эксплуатации;
Фие. 1
J уменьшить расход абразива; улучшить условия работы; в этой же установке производить очистку абразива; установка может быть включена в автоматическую линию. Формула и 30 бретения 1.Способ изготовления полировального инструмента, при котором покрытые клеем заготовки инструмента помещают в камеру и наносят абразивный материал, отличающийся тем, что, с целью повьппения качества инструмента и упрощения технологического процесса, заготовки устанавливают в камере с возможностью перемещения, и нанесение абразивного материала; осуществляют при наложении на камеру вибраций в горизонтальной плоское™. 2.Устройство для реализации способа по п. 1, выполненное в виде камеры с расположенными в ней заготовками, отличающееся тем, что устройство снабжено электромагнитным вибратором, на котором установлена камера, а последняя снабжена расположенным по спирали на ее внутренней стенке желобом и разделяющей ее на отсеки сеткой, несущей заготовки, при этом желоб в feepxней части отсека вьшолнен с сетчатым дном. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 268939, кл. В 24 D 13/12, 1968.
Jt
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВЫ С ПОКРЫТИЕМ | 2005 |
|
RU2368489C2 |
| Абразивное полотно | 1976 |
|
SU588110A1 |
| Устройство для накатывания абразива на полировальные круги | 1981 |
|
SU946901A1 |
| АБРАЗИВЫ С ПОКРЫТИЕМ | 2005 |
|
RU2372371C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2008 |
|
RU2453418C2 |
| Способ изготовления эластичного абразивного инструмента | 1980 |
|
SU891414A1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ПРОИЗВОДСТВА И ИСПОЛЬЗОВАНИЯ | 2008 |
|
RU2452613C2 |
| Способ изготовления высокопористого абразивного инструмента | 1982 |
|
SU1390008A1 |
| Способ изготовления абразивных дисков | 1975 |
|
SU691286A1 |
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |

