При заварке изделий из легких металлов, например медноалюминиевых сплавов (в частности, поршней моторов), методом электродуговой или газовой сварки без предварительного подогрева в этих изделиях после остывания возникают трещины. Последние вызываются перенапряжениями, возникающими в металле изделия при соприкосновении холодного основного металла с расплавленным металлом.
В целях предотвращения возникновения подобных трещин применяют предварительный подогрев изделий (заварка «горячим способом). Такой подогрев изделий из легких металлов обычно ведется Б печах, что усложняет технологический процесс и вызывает дополнительные затраты.
Осуществление подогрева более простым способом - вольтовой дугой - невозможно , так как алюминий и его сплавы плавятся при сравнительно низкой температуре и подогрев без расплавления осуществить нельзя.
Согласно изобретению предлагается сварку изделий из легких
сплавов производить предварительным подогревом места сварки вольтовой дугой, что осуществляется при помощи промежуточной графитовой пластины, накладываемой на место нагрева и воспринимающей вольтову дугу.
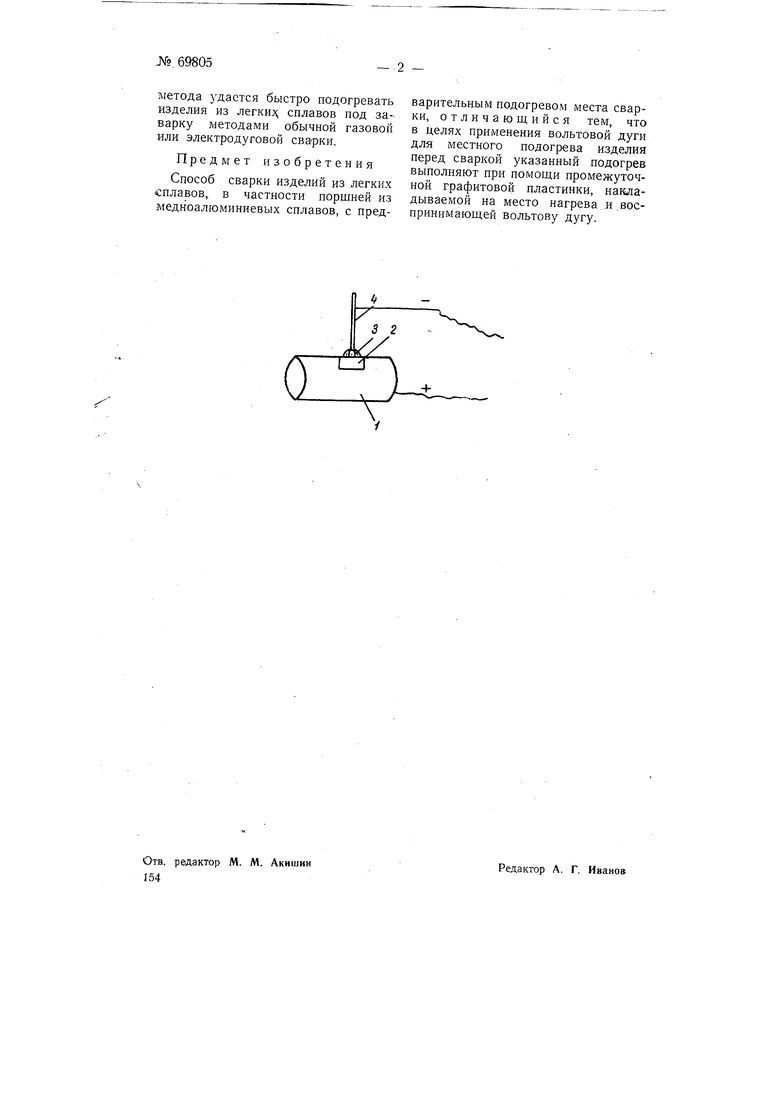
Изложенное поясняется схематическим чертежом, на котором изображено расположение детали, графитовой пластинки и электрода при подогреве.
То место изделия /, которое подлежит заварке, засверливается или вырубается. На подготовленное таким образом место накладывается графитовая пластинка 2. Последняя должна плотно прилегать к изделию; в противном случае возможны прожоги, что вызывает дополнительный брак. Сверху графитовая пластинка прогревается в течение 1.-2 мин. с помощьк вольтовой дуги 3, создаваемой угольным электродом 4 (метод Бенардоса). Графитовая пластинка при этом нагревается докрасна и нагревает то место изделия, на котором она лежит.
Посредством описанного простого
153
метода удается быстро подогревать изделия из легки; сплавов под заварку методами обычной газовой или электродуговой сварки.
Предмет изобретения
Способ сварки изделий из .легких сплавов, в частности иоршней из медноалюминиевых сплавов, с предварительным подогревом места сварки, отличающийся тем, что в целях применения вольтовой дуги для местного подогрева изделия перед сваркой указанный иодогрев выполняют при помощи промежуточной графитовой пластинки, накладываемой на место нагрева ..и .воспринимающей вольтову дугу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| Способ ремонта отливок с применением дуговой сварки | 2015 |
|
RU2630080C2 |
| СПОСОБ НАПЛАВКИ ОТВЕТСТВЕННЫХ ДЕТАЛЕЙ ИЗ ТРУДНОСВАРИВАЕМЫХ СТАЛЕЙ | 1999 |
|
RU2176581C2 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ СВАРКИ ЧУГУНА | 1996 |
|
RU2098248C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТОВ ЛИТЬЯ | 2001 |
|
RU2194603C1 |
| Способ ремонта металлических трубопроводов в полевых условиях и установка для его осуществления | 2020 |
|
RU2734312C1 |
| СПОСОБ РЕМОНТА МЕХАНИЗИРОВАННОЙ СВАРКОЙ ЧУГУННЫХ ДЕТАЛЕЙ С ТРЕЩИНАМИ | 2009 |
|
RU2400343C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| Способ ремонта дефектов литья | 1987 |
|
SU1555099A1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
3 2 1//
